1.本发明属于汽车性能检测技术领域,具体属于一种汽车车门密封条密封间隙测量检具和测量方法。
背景技术:
2.汽车密封条是汽车零部件中的重要组成部分,主要负责汽车开闭件与白车身之间间隙的密封作用,以防止汽车之外的污染气体、尘埃、雨水等通过开闭件与白车身之间的间隙进入车内。而车门密封条是众多汽车密封系统中的一种,车门密封条装配在汽车侧围止口上,用于密封车门与侧围之间的间隙,防止汽车之外的污染气体、尘埃、雨水等通过车门与白车身之间的间隙进入车内;在汽车开发设计过程中车门与侧围之间的间隙距离必须要求在一定的公差范围内,当车门与侧围之间的间隙距离低于设计的最小值时,将会明显增大关门时的反作用力值、降低关门品质,严重时甚至导致关不上车门;而当车门与侧围之间的间隙距离高于设计的最大值时,将会降低车门与侧围之间的密封性能,使污染气体、尘埃、雨水通过车门与白车身侧围之间的间隙进入车内,影响车内乘客的主观感受;因此在汽车设计生产过程中检测车门与侧围之间的密封间隙显得尤为重要。
3.传统的测量方法多用于油泥挤压的方法:首先将油泥材料黏合在侧围钣金止口上,然后关紧车门,由于车门的关闭,油泥被车门钣金和侧围止口钣金相挤压,自身厚度缩小至与车门和侧围间隙值相同,打开车门后取下油泥,测量被压缩后的油泥厚度,即为密封间隙。但该测量方法有三个弊端,具体如下:测量密封间隙时由于该方法的操作困难度较大,油泥容易变形照成测量误差;第二由于油泥有一定的黏性,当油泥从钣金上取下时,容易局部残留在钣金上,造成车身钣金漆面的轻度污染,需要后期的清理;最后由于油泥材料受环境温度的影响较大,高温时黏性提高会加剧第二条弊端的产生,而低温时硬度提高测量不易变形,增大测量误差,在工厂的室内温度四季变化较大,所以油泥不便于在生产线上现场操作。
技术实现要素:
4.为了解决现有技术中存在的问题,本发明提供一种汽车车门密封条密封间隙测量检具和测量方法,精确度高、便于携带、环境温度影响小。
5.为实现上述目的,本发明提供如下技术方案:
6.一种汽车车门密封条密封间隙测量检具,包括顶销、吸块和吸附体;
7.所述吸块包括横向接触边和纵向接触边,所述横向接触边的一端部和纵向接触边的一端部之间相垂直并固定连接,所述横向接触边的内侧用于与侧围钣金止口的侧围外板相接触,所述纵向接触边的外侧设置有滑槽,顶销设置在滑槽内部进行滑动连接;
8.所述纵向接触边与顶销的连接部位设置有吸附体,横向接触边与侧围外板的连接部位设置有吸附体;所述吸块的外侧面上设置有条形刻度码,用于读取密封条密封间隙尺寸。
9.优选的,所述顶销包括第一接触边和第二接触边;所述横向接触边的外侧设置有凹槽;
10.当车门内板关闭时,车门内板与顶销相接触,顶销的第二接触边沿车门闭合运动方向在纵向接触边的凹槽进行滑动,顶销的第一接触边嵌入横向接触边的凹槽内部。
11.优选的,所述吸附体为磁铁,所述吸块的横向接触边内侧设置有凹槽,磁铁固定在横向接触边的凹槽内部;所述顶销上设置有凹槽,磁铁固定在顶销的凹槽内部。
12.进一步的,所述磁铁为圆柱体结构。
13.进一步的,所述磁铁通过胶粘的方式固定在顶销的凹槽和吸块的凹槽内部。
14.优选的,所述顶销和吸块均采用316l不锈钢材料制成。
15.优选的,所述顶销和吸块的直角边上均设置有倒角。
16.一种汽车车门密封条密封间隙测量方法,基于上述任意一项所述的一种汽车车门密封条密封间隙测量检具,包括以下过程,
17.拆卸车门密封条、露出侧围钣金止口;
18.将吸块的横向接触边通过吸附体固定在侧围钣金止口的侧围外板上;
19.将顶销设置纵向接触边的滑槽中,使顶销在滑槽中进行滑动;
20.向车门内板方向推出顶销,将车门轻关至二道锁闭合,车门内板推动顶销沿车门闭合运动方向在纵向接触边的凹槽进行滑动,打开车门,取下顶销和吸块,通过吸块上的条形刻度码计算密封条密封间隙尺寸。
21.优选的,所述密封间隙尺寸为条形刻度码的读取数值减去顶销的起点数值。
22.优选的,所述条形刻度码的测量范围为0-30mm。
23.与现有技术相比,本发明具有以下有益的技术效果:
24.本发明提供一种汽车车门密封条密封间隙测量检具,通过将吸块吸附到侧围钣金止口上,顶销沿吸块的纵向接触边的滑槽进行滑动,沿滑槽推出顶销,关门时车门内板推动顶销反向运动,在滑动过程中吸附体保证顶销和吸块相固定,并在车门完全关闭后顶销停止运动,在滑动完成后,对测量位置进行固定,开门后取下吸块读取刻度码上的密封间隙数值。本发明的测量工具体积小,便于携带,同时不受环境温度影响,可在工厂生产线上操作。
25.进一步的,顶销和吸块均采用316l不锈钢材料制成,测量工具的材料为不锈钢刚形体,在测量过程中不易产生形变,可降低测量误差。
附图说明
26.图1为实施例中吸块结构示意图;
27.图2为实施例中顶销结构示意图;
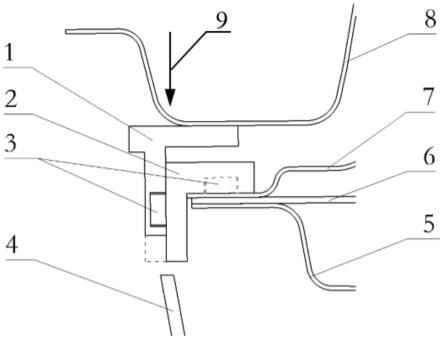
28.图3为实施例中一种汽车车门密封条密封间隙测量检具工作原理剖视图;
29.图4为实施例测试结果读取示意图。
30.附图中:1为顶销;2为吸块;3为吸附体;4为侧围内饰板;5为侧围内板;6为侧围加强板;7为侧围外板;8为车门内板;9为车门闭合运动方向;10为条形刻度码。
具体实施方式
31.下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而
不是限定。
32.实施例
33.如图1和图2所示,本实施例的一种汽车车门密封条密封间隙测量检具,包括顶销1、吸块2和吸附体3。
34.顶销1和吸块2均呈l型结构,吸块2包括横向接触边和纵向接触边,横向接触边的一端部和纵向接触边的一端部之间相垂直并固定连接,横向接触边的内侧用于与侧围钣金止口的侧围外板7相接触,纵向接触边的外侧设置有滑槽。
35.如图3所示,顶销1包括第一接触边和第二接触边;横向接触边的外侧设置有凹槽;当车门内板8关闭时,车门内板8与顶销1相接触,顶销1的第二接触边沿车门闭合运动方向9在纵向接触边的凹槽进行滑动,顶销1朝侧围内饰板4方向移动,顶销1的第一接触边嵌入横向接触边的凹槽内部。
36.如图4所示,纵向接触边与顶销1的连接部位设置有吸附体3,横向接触边与侧围外板7的连接部位设置有吸附体3;吸块2的外侧面上设置有条形刻度码10,用于读取密封条密封间隙尺寸。
37.本实施例中吸附体3采用磁铁,磁铁为四氧化三铁材料,磁铁为直径6mm,厚度3mm的圆柱体。
38.顶销1和吸块2的本体材料均为316l不锈钢材料,在顶销1内侧的一侧开出直径为6.5mm、深度为3mm的凹孔,在凹孔内滴入少量502强力粘合剂,并在凹孔中放入磁铁,待粘合剂风干后磁铁固定在凹槽内。在吸块2内侧的两侧分别开出两个直径为6.5mm、深度为3mm的凹孔,在四个凹孔内分别滴入少量502强力粘合剂,并在凹孔中放入磁铁,待粘合剂风干后磁铁固定在凹槽内;在吸块2的外侧贴上条形刻度码10,条形刻度码10上每个刻度线旁标写入对应的刻度值。条形刻度码的测量范围为0-30mm。
39.顶销1与吸块2根据图纸尺寸加工生产后,对表面的直角边进行去菱角、打磨、去毛刺、清洗、简易抛光等工序,形成倒角,避免毛刺对工作人员产生损伤。
40.本实施例的一种汽车车门密封条密封间隙测量方法,包括以下过程:
41.首先,拆卸下车门密封条、露出侧围内板5、侧围加强板6和侧围外板7形成的侧围钣金止口;然后,将本发明中的顶销1通过顶销1上嵌入的磁铁吸附在吸块2的滑槽中,使顶销1可以通畅的在滑槽中滑动;然后,将吸块2通过吸块2上的磁铁吸附在侧围钣金止口上,顶销1的滑动方向朝向车门一侧,并向车门侧推出顶销1;然后,将车门轻关至二道锁闭合,打开车门,取下顶销1和吸块2,通过吸块2上的条形刻度码10读取密封间隙尺寸。
42.本发明的车门密封条密封间隙测量检具体积小便于携带,同时不受环境温度影响,可工厂生产线上操作;该车门密封条密封间隙测量检具的材料为不锈钢刚形体,在测量过程中不易产生形变,可降低测量误差;
43.图3示意本发明的测量状态与测量原理,将本发明吸块2通过磁铁吸附在侧围外板7,将顶销1向车门侧推出至极限,将车门关闭至二道锁闭合,车门内板8会沿着车门闭合运动方向9接触顶销1,并将顶销1向车内推至平衡位置,打开车门后取下顶销1和吸块2。
44.读取压缩后的顶销1尾部边界对应的条形刻度码10上的数值,并减去顶销1起始位置的数值,即得出该位置的车门密封条密封间隙尺寸。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。