1.本实用新型是关于冶金技术领域,特别是关于一种给料装置。
背景技术:
2.现在冶金行业生产时,通常会向金属液中添加其他合金元素或物料进行调质、净化处理以改善性能,达到所需的性能指标。
3.目前添加其他合金元素或物料的方式,通常是人工根据工艺要求,在合金液出炉后按工艺要求称取物料,然后加入合金液容器内,这种方法劳动强度大,人为不可控的因素多。
4.因此,针对上述技术问题,有必要提供一种给料装置。
技术实现要素:
5.本实用新型的目的在于提供一种给料装置,其能够代替现有的人工加料方式,降低工作人员劳动强度,节约人工成本。
6.为实现上述目的,本实用新型提供的技术方案如下:
7.一种给料装置,用于向金属液容器内添加物料,其包括:物料仓、给料器、称料机构和控制器;所述给料器的物料进口对应于所述物料仓的物料出口设置;称料机构包括料斗、阀门和称重传感器,所述料斗的进料口对应于所述给料器的物料出口设置,所述阀门设于所述料斗的出料口处并用于开关所述出料口,所述称重传感器用于获取所述料斗内的物料重量;控制器与所述给料器、所述阀门及所述称重传感器连接,所述控制器根据所述料斗内的物料重量控制所述给料器和所述阀门。
8.在一个或多个实施方式中,所述控制器根据所述称重传感器获取的所述料斗内的物料重量控制所述给料器的给料速度,并使得所述给料器的给料速度随所述料斗内的物料重量的增加而递减。
9.在一个或多个实施方式中,所述给料装置还包括导管,所述导管的物料进口对应于所述料斗的出料口设置,且所述导管的物料进口尺寸大于所述料斗的出料口尺寸。
10.在一个或多个实施方式中,所述导管竖直设置或倾斜设置,以使得进入所述导管内的物料能够在重力作用下导出。
11.在一个或多个实施方式中,所述料斗与所述给料器及所述导管相互分离设置。
12.在一个或多个实施方式中,所述物料仓的物料出口设于所述物料仓的底部,所述给料器的物料进口设于所述物料仓的物料出口下方。
13.在一个或多个实施方式中,所述给料装置还包括用于转运金属液容器的转运机构,所述转运机构与所述控制器连接,并且所述转运机构能够在所述控制器的控制下将金属液容器转运至物料添加位置处。
14.在一个或多个实施方式中,所述给料装置还包括用于检测金属液容器位置的位置感应器,所述位置感应器与所述控制器连接;当所述位置感应器检测到金属液容器未处于
所述物料添加位置处时,所述控制器使所述阀门处于关闭状态。
15.在一个或多个实施方式中,所述给料装置还包括用于获取金属液容器内金属液的重量、成分及温度信息的检测机构,所述检测机构与所述控制器连接,所述控制器响应于所述检测机构所获取的信息,并根据预设的工艺参数计算得到物料的加料重量。
16.在一个或多个实施方式中,所述给料装置还包括第一支架和第二支架,所述物料仓和所述给料器设于所述第一支架上,所述称料机构设于所述第二支架上。
17.与现有技术相比,本实用新型提供的给料装置,通过给料器、称料机构及控制器的设置,能够实现物料的自动称料、加料,可代替现有的人工称料、加料方式,降低工作人员劳动强度,节约人工成本,而且整个给料装置自动化程度高,称料速度快,精确性高。
附图说明
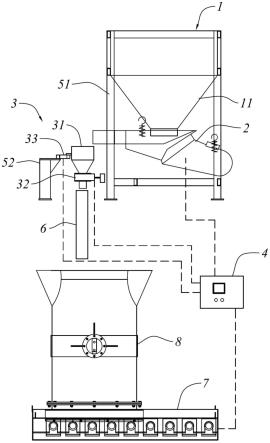
18.图1是本实用新型一实施方式中给料装置的结构示意图。
19.主要附图标记说明:
20.1-物料仓,11-出料部,2-给料器,3-称料机构,31-料斗,32-阀门,33-称重传感器,4-控制器,51-第一支架,52-第二支架,6-导管,7-转运机构,8-金属液容器。
具体实施方式
21.下面结合附图,对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
22.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
23.请参照图1所示,本实用新型一实施方式中的给料装置,其可用于向金属液容器8内添加物料,金属液容器8可以是铁水包等用于盛放金属液的容器。该给料装置包括物料仓1、给料器2、称料机构3和控制器4。
24.一示例性的实施例中,给料装置包括相互独立设置的第一支架51和第二支架52。物料仓1和给料器2设于第一支架51上,称料机构3设于第二支架52上。
25.具体地,物料仓1具有一大体上呈倒锥形的出料部11,在该出料部11的底部设于物料出口,物料仓1内的物料可以在出料部11的导引下从物料仓1的物料出口排出。
26.一示例性的实施例中,给料器2的物料进口对应于物料仓1的物料出口设置,以使得从物料仓1的物料出口排出的物料,能够从给料器2的物料进口进入到给料器2中。给料器2具有一物料出口,给料器2内的物料能够从该物料出口送出,且给料器2的给料速度可调。
27.具体地,对给料器2的给料方式并无特别限定,例如,可以是通过输送带输送的方式给料,也可以是通过振动送料的方式给料,只要给料器2能够实现给料速度的调节即可。
28.一示例性的实施例中,称料机构3包括料斗31、阀门32和和称重传感器33。料斗31安装于第二支架52上,且料斗31的进料口对应于给料器2的物料出口设置,例如可将料斗31的进料口设于给料器2的物料出口下方,当物料从给料器2的物料出口送出时,物料可在重力作用下落入料斗31中。
29.具体地,阀门32设于料斗31的出料口处并用于开关料斗31的出料口,称料时可预
先通过阀门32关闭料斗31的出料口,然后由给料器2向料斗31内送料,直至料斗31内的物料达到预设的重量。
30.具体地,称重传感器33安装于第二支架52上并与料斗31连接,称重传感器33可用于获取料斗31内的物料重量。
31.进一步地,料斗31与给料器2相互分离设置,以避免给料时给料器2的振动扰动料斗31,影响称量精度。
32.一示例性的实施例中,控制器4与给料器2、阀门32及称重传感器33连接,控制器4能够根据料斗31内的物料重量控制给料器2和阀门32。称重传感器33获取到的料斗31内的物料重量可反馈至控制器4,控制器4根据称重传感器33反馈的物料重量对给料器2和阀门32进行控制。控制器4优选为plc控制器4。
33.具体地,控制器4根据称重传感器33获取的料斗31内的物料重量控制给料器2的给料速度,并使得给料器2的给料速度随料斗31内的物料重量的增加而递减。前述给料速度的控制,可以在刚开始给料时以较快的速度给料,并且在料斗31内的物料重量接近所需的加料重量时以较慢的速度给料,以便于称量精度的控制,在确保称料速度的同时提高称量精度。
34.一示例性的实施例中,给料装置还包括与料斗31分离设置的导管6,导管6的物料进口对应于料斗31的出料口设置,且导管6的物料进口尺寸大于料斗31的出料口尺寸。料斗31的内物料可从料斗31的出料口排出,并通过导管6的物料进口进入导管6中,物料进入导管6后可在导管6的导引作用下送至金属液容器8中。导管6的物料进口尺寸设置成大于料斗31的出料口尺寸,可以避免料斗31向导管6送料时物料飞溅至导管6外,造成物料损失,影响金属液容器8内物料的添加量。
35.具体地,导管6竖直设置或倾斜设置,且导管6具有光滑的内壁,以使得进入导管6内的物料能够在重力作用下导出,确保物料不会滞留在导向管内。
36.一示例性的实施中,给料装置还包括用于转运金属液容器8的转运机构7。该转运机构7与控制器4连接,并且该转运机构7能够在控制器4的控制下将金属液容器8转运至导管6的物料出口处(即物料添加位置处)。金属液容器8由转运机构7转运至导管6的物料出口处后,可承接从导管6的物料出口排出的物料,确保物料能够被顺利送入金属液容器8内。
37.具体地,给料装置还包括用于检测金属液容器8位置的位置感应器,该位置感应器与控制器4连接,并且该位置感应器能够将检测到的金属液容器8位置信息反馈至控制器4。
38.进一步地,当位置感应器检测到金属液容器8未处于导管6的物料出口处时,控制器4使阀门32处于关闭状态。这样可以在金属液容器8未处于导管6的物料出口处时,避免误操作排放料斗31内的物料,造成物料浪费。
39.一示例性的实施例中,给料装置还包括用于获取金属液容器8内金属液的重量、成分及温度信息的检测机构,该检测机构与控制器4连接,且控制器4能够响应于检测机构所获取的信息,并根据预设的工艺参数计算得到物料的加料重量。
40.具体地,可预先控制器4内设定好所需要的工艺参数,控制器4在接收到检测机构反馈的信息后,可根据设定的工艺参数来计算得到物料的加料重量,从而实现给料装置的高度自动化。
41.下面结合具体的使用场景对本实用新型作进一步说明。
42.使用前,确定好物料的添加位置,将导管6安装在物料的添加位置处。料斗31安装在导向管上方,并使料斗31的出料口对准导向管的物料进口。给料器2安装在料斗31的一侧,且使给料器2的物料出口对应于料斗31的进料口设置,使得给料器2排出的物料能够全部进入料斗31中。将给料器2的控制线、称重传感器33的信号线、阀门32的控制线、转运机构7的控制线、检测机构的信号线、位置感应器的信号线连接到控制器4。
43.使用时,将需添加的物料加入物料仓1内,将工艺参数预先输入控制器4,启动控制器4,控制器4对料斗31进行复位清零并关闭阀门32。当控制器4接收到金属液重量、温度、成分信号后,控制器4计算好需添加的物料的重量,同时启动给料器2快速给料,物料仓1内的物料通过给料器2送到料斗31内。控制器4随料斗31内的物料重量的增加逐渐降低给料速度,越接近工艺要求的重量时,给料速度越慢,当料斗31内的物料重量达到工艺要求后,停止给料。
44.转运机构7将盛有金属液的金属液容器8移动至导向管的物料出口下方,控制器4接收金属液容器8到达预定位置后,发出指令,打开阀门32,料斗31内的物料通过料斗31的出料口排放到导向管中,然后经导向管导入金属液容器8中。完成物料排放后,控制器4将排放物料完成的信号,反馈到转运装置。整个物料称料、加料程序完成,等待下一程序的开始。
45.综上所述,本实用新型提供的给料装置,通过给料器、称料机构及控制器的设置,能够实现物料的自动称料、加料,可代替现有的人工称料、加料方式,降低工作人员劳动强度,节约人工成本,而且整个给料装置自动化程度高,称料速度快,精确性高。
46.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。