一种生产pvc薄膜的流延复合设备及制备方法
技术领域
1.本发明涉及薄膜生产设备技术领域,尤其涉及一种生产pvc薄膜的流延复合设备及制备方法。
背景技术:
2.现有技术中,pvc薄膜在生产过程中需要借助pvc压延机和pvc三层贴合机进行基布与pvc膜料的压合操作,然而成品pvc薄膜不仅压合效果差,而且其所生产的薄膜薄度受限,实际生产厚度较厚,无法满足市场的需求,而且pvc压延机和pvc三层贴合机均采用锅炉烧热导热油的方式进行能源供给,会造成较为严重的空气污染,不符合绿色环保制造的要求。
技术实现要素:
3.本发明所要解决的问题是传统加工工艺需要借助pvc压延机和pvc贴合机两台设备进行组合后,方能实现pvc膜的压合成型操作,不仅费时费力,而且压合效果差,而且传统的pvc压延机和pvc贴合机需要使用锅炉供给能源,不符合绿色环保的生产要求的问题。
4.为解决上述技术问题,本发明提供了包括挤出装置,设置于挤出装置一端的模头,与挤出装置并排并提供用于提供承载pvc薄膜所使用基布的基布辊及其支架,其特征在于:所述挤出装置的出口处下方设置有流延复合装置,用于使经由挤出装置挤出到基布上呈熔融状态的pvc膜料压合到基布上形成pvc薄膜,通过改变其转速来控制pvc薄膜的厚度。
5.由于本发明在挤出装置的一侧设计了用于挤出pvc膜料的模头和流延复合装置,因此既能够挤出熔融状态的pvc膜料,又能够控制pvc薄膜的厚度,从而便于pvc膜料与基布之间的充分压合,解决了传统加工工艺需要借助pvc压延机和pvc贴合机两台设备进行组合后,方能实现pvc膜的压合成型操作,不仅费时费力,而且压合效果差,而且传统的pvc压延机和pvc贴合机需要使用锅炉供给能源,不符合绿色环保的生产要求的问题。
附图说明
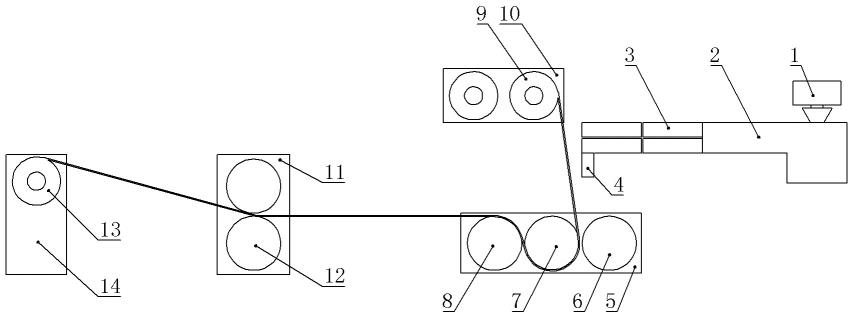
6.图1为一种生产pvc薄膜的流延复合设备及制备方法的生产线示意图。
7.图中:1、备料仓;2、挤出装置;3、加热片;4、模头;5、流延复合装置;6、胶辊;7、钢辊;8、冷却辊;9、基布辊;10、支架;11、冷却牵引机;12、辊筒;13、收卷辊;14、支架。
具体实施方式
8.本发明涉及一种生产pvc薄膜的流延复合设备及制备方法,如图1所示该流延复合设备包括挤出装置2,设置于挤出装置2一端的模头4,与挤出装置2并排并提供用于提供承载pvc薄膜所使用基布的基布辊9及其支架10,所述挤出装置2的出口处下方设置有流延复合装置5,用于使经由挤出装置2挤出到基布上呈熔融状态的pvc膜料压合到基布上形成pvc薄膜,通过改变其转速来控制pvc薄膜的厚度。
9.如图1所示,所述挤出装置2为双螺杆挤出机,且靠近流延复合装置5的一端在模头4附近设置有用于熔融pvc原料的加热片3,加热温度为200-240℃。
10.如图1所示,所述双螺杆挤出机包括但不限于同向啮合型双螺杆挤出机、异向啮合型双螺杆挤出机、非啮合型双螺杆挤出机。
11.如图1所示,所述挤出装置2的一侧设置有用于供料的备料仓1,所述备料仓1用于放置挤出装置2所需原料。
12.如图1所示,所述流延复合装置5包括并排设置于模头4下部用于将基布和pvc膜料压合到一起的胶辊6和钢辊7,胶辊6与上述物料接触的一面在成型产品上形成具有纹路的接触面,钢辊7与上述物料接触的一面在成型产品上形成光滑的接触面,所述钢辊7的一侧设置有用于对压合后的pvc薄膜进行初步冷却成型操作的冷却辊8,从而使得基布与pvc膜料之间结合牢固。
13.如图1所示,所述流延复合装置5的一侧设置有用于冷却定型和牵引作用的冷却牵引机11,冷却牵引机11包括对称设置采用水冷或油冷的辊筒12,所述冷却牵引机11将基布一侧的高温pvc薄膜冷却成型。
14.如图1所示,所述冷却机的一侧设置有用于收起与基布冷却成型后的pvc薄膜的收卷辊13及其支架14,所述收卷辊13通过冷却牵引机11的牵引作用从而实现pvc薄膜的收卷操作。
15.如图1所示,所述收卷辊13和基布辊9的尺寸和形状一致,便于相互替换使用以及收卷辊13上部经过一次收卷操作的pvc薄膜进行二次覆膜操作。
16.如图1所示,所述基布两侧pvc薄膜的颜色可根据使用需要自由选择对应的色料,且可以设置成不同颜色的色料,例如:其中一面为黑色,另一面为白色,或者根据色料的搭配制成混合色。
17.使用者在使用本发明所制造的流延复合设备时,采用如下步骤:s1、首先按特定比例(基于客户对于pvc薄膜的理化性能要求,包括担不限于如硬度、抗拉强度、阻燃、厚度等参数要求,然后人工计算出各物料的合适添加比例)取pvc树脂粉、钙粉、增塑剂、稳定剂、色料投入到搅拌机中搅拌均匀,随即输送至备料仓1中备用;s2、将备料仓1汇总的原料输送至挤出装置2中进行加压、升温挤出操作,温度为200-240℃,随即经过模头4挤出熔融状的pvc膜料;s3、熔融状的pvc膜料与来自基布辊9的基布的其中一面进行贴合,随即经过流延复合装置5的钢辊7与胶辊6之间进行挤压成型操作,通过改变钢辊7和胶辊6的转速来控制pvc薄膜在基布上的厚度;s4、然后在经过冷却辊8进行初步冷却定型操作,随即在经过牵引机的辊筒12进行二次冷却定型,实现pvc薄膜的充分冷却;s5、经过充分冷却的pvc薄膜通过冷却牵引机11的牵引收入到收卷辊13上部,完成一次收卷操作;s5、将经过一次收卷的pvc薄膜再次置于基布辊9的支架14上部,重复上述步骤,对基布的另一面进行压合pvc薄膜操作,经过流延复合、冷却成型,得到基布两侧均具有pvc薄膜的成品。
18.可以理解,本发明是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱
离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处公开的具体实施例的限制,所有落入本申请的权利要求范围内的实施例都属于本发明所保护的范围内。
技术特征:
1.一种生产pvc薄膜的流延复合设备,包括挤出装置(2),设置于挤出装置(2)一端的模头(4),与挤出装置(2)并排并提供用于提供承载pvc膜所使用基布的基布辊(9)及其支架(10),其特征在于:所述挤出装置(2)的出口处下方设置有流延复合装置(5),用于使经由挤出装置(2)挤出到基布上呈熔融状态的pvc膜料压合到基布上形成pvc薄膜,通过改变其转速来控制pvc薄膜的厚度。2.根据权利要求1所述的一种生产pvc薄膜的流延复合设备,其特征在于:所述挤出装置(2)为双螺杆挤出机,且靠近流延复合装置(5)的一端在模头(4)附近设置有用于熔融pvc原料的加热片(3)。3.根据权利要求1所述的一种生产pvc薄膜的流延复合设备,其特征在于:所述挤出装置(2)的一侧设置有用于供料的备料仓(1),所述备料仓(1)用于放置挤出装置(2)所需原料。4.根据权利要求1所述的一种生产pvc薄膜的流延复合设备,其特征在于:所述流延复合装置(5)包括并排设置于模头(4)下部用于将基布和pvc膜料压合到一起的胶辊(6)和钢辊(7),所述钢辊(7)的一侧设置有用于对压合后的pvc薄膜进行初步冷却成型操作的冷却辊(8)。5.根据权利要求1所述的一种生产pvc薄膜的流延复合设备,其特征在于:所述流延复合装置(5)的一侧设置有用于冷却定型和牵引作用的冷却牵引机(11),所述冷却牵引机(11)将基布一侧的高温pvc膜冷却成型。6.根据权利要求1所述的一种生产pvc薄膜的流延复合设备,其特征在于:所述冷却机的一侧设置有用于收起与基布冷却成型后的pvc薄膜的收卷辊(13)及其支架(14),所述收卷辊(13)通过冷却牵引机(11)的牵引作用从而实现pvc薄膜的收卷操作。7.一种生产pvc薄膜的制备方法,其特征在于:步骤如下:s1、首先按特定比例取pvc树脂粉、钙粉、增塑剂、稳定剂、色料投入到搅拌机中搅拌均匀,随即输送至备料仓(1)中备用;s2、将备料仓(1)汇总的原料输送至挤出装置(2)中进行加压、升温挤出操作,随即经过模头(4)挤出熔融状的pvc膜料;s3、熔融状的pvc膜料与来自基布辊(9)的基布的其中一面进行贴合,随即经过流延复合装置(5)的钢辊(7)与胶辊(6)之间进行挤压成型操作,通过改变钢辊(7)和胶辊(6)的转速来控制pvc薄膜在基布上的厚度;s4、然后在经过冷却辊(8)进行初步冷却操作,随即在经过牵引机的辊筒(12)进行二次冷却操作,实现pvc薄膜的充分冷却;s5、经过充分冷却的pvc薄膜通过冷却牵引机(11)的牵引收入到收卷辊(13)上部,完成一次收卷操作;s5、将经过一次收卷的pvc薄膜再次置于基布辊(9)的支架(14)上部,重复上述步骤,对基布的另一面进行压合pvc薄膜操作,经过流延复合、冷却成型,得到基布两侧均具有pvc薄膜的成品。8.根据权利要求7所述的一种生产pvc薄膜的制备方法,其特征在于:所述基布两侧pvc薄膜的颜色可根据使用需要自由选择对应的色料,且可以设置成不同颜色的色料。
技术总结
本发明涉及薄膜生产设备技术领域,尤其涉及一种生产PVC薄膜的流延复合设备及制备方法;包括挤出装置,设置于挤出装置一端的模头,与挤出装置并排并提供用于提供承载PVC薄膜所使用基布的基布辊及其支架,其特征在于:所述挤出装置的出口处下方设置有流延复合装置,用于使经由挤出装置挤出到基布上呈熔融状态的PVC膜料压合到基布上形成PVC薄膜,通过改变其转速来控制PVC薄膜的厚度;由于本发明在挤出装置的一侧设计了用于挤出PVC膜料的模头和流延复合装置,因此既能够挤出熔融状态的PVC膜料,又能够控制PVC薄膜的厚度,从而便于PVC膜料与基布之间的充分压合,解决了传统加工工艺需要借助PVC压延机和PVC贴合机两台设备进行组合后,方能实现PVC膜的压合成型操作。方能实现PVC膜的压合成型操作。方能实现PVC膜的压合成型操作。
技术研发人员:张林道
受保护的技术使用者:河北来利翼腾塑胶制造有限公司
技术研发日:2022.05.30
技术公布日:2022/9/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。