1.本发明属于冶金设备领域,尤其涉及一种铝型材挤压牵引机在线不停机检修装置及防护方法。
背景技术:
2.牵引是铝型材挤压生产过程中非常重要的环节之一,牵引机也是铝型材生产线设备的重要组成部分之一。近些年来,随着相关装备技术的迅速发展,现在的牵引机长时间工作后,不可避免的需要进行检修或维修。目前维修方法是:整个产线全线停产、停电的情况下,确保维修设备和维修人员的安全,再对牵引机进行检修。这种检修方法存在的问题是需要占用生产时间,并且需要整个生产线全部停机以配合检修工作,确保作业的安全,检修完成后需要整个生产线全部重新开机,需要的时间较长,影响生产效率和增加了能耗。而进行在线检修时必须进行充分的安全防护,以确保维修人员和设备的安全,同时不影响正常生产。
3.上述现有方法存在以下不足:(1)必须在整个生产线停运的情况下,才可以完成检修,大大降低了工作效率;(2)整个过程需要的时间较长,影响生产效率和增加了能耗。
技术实现要素:
4.本发明的目的是提供了一种铝型材挤压牵引机在线不停机检修装置及防护方法。
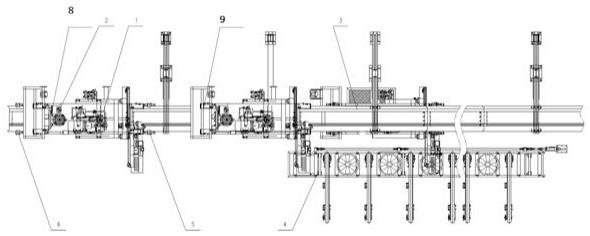
5.本发明是通过以下技术方案实现的:本发明涉及一种铝型材挤压牵引机在线不停机检修装置,它至少包括上牵引机1、下牵引机2、路轨3、出料辊道4、铝型材5、检修机械限位装置6、极限机械限位装置7;路轨3设置有检修位8和工作极限位9;其中,路轨3包括上路轨31和下路轨32;检修机械限位装置6包括上牵引机检修机械限位装置61和下牵引机检修机械限位装置62;极限机械限位装置7包括上牵引机极限机械限位装置71和下牵引机极限机械限位装置72;检修机械限位装置6和极限机械限位装置7均安装在路轨3上。
6.优选地,所述上牵引机检修机械限位装置61和所述上牵引机极限机械限位装置71均安装在所述上路轨31上,所述上牵引机1在上路轨31上运行,完成牵料。
7.优选地,下牵引机检修机械限位装置62和下牵引机极限机械限位装置72均安装在下路轨32上,所述下牵引机2在下路轨32上运行,完成牵料。
8.优选地,所述上路轨31和下路轨32均设置有检修位8和工作极限位9,且检修位8在工作极限位9的前方。
9.本发明还涉及前述的铝型材挤压牵引机在线不停机检修装置的防护方法,步骤如
下:当维修上牵引机1时, 首先将所述上路轨31的上牵引机检修机械限位装置61拆开;然后手动将上牵引机1驶入检修位8;再装上上牵引机检修机械限位装置61,所述上牵引机1固定设置在上牵引机检修机械限位装置61和上牵引机极限机械限位装置71之间。由于上牵引机检修机械限位装置61和上牵引机极限机械限位装置71两个机械限位牢牢固定,因此即使有误操作也不会使牵引机移动,不会影响检修工作。
10.优选地,在上述维修上牵引机1检修的过程中,由所述下牵引机2在无需停机状态下完成铝型材5的牵引工作。从而保证整个产线的正常运转,无需停机。由于检修位8在工作极限位9的前方,且有机械限位固定,实现了检修位8和工作极限位9的空间隔离。因此下牵引机2正常工作时,不会对上牵引机1的检修造成任何安全隐患和干扰。检修完成后,拆开上牵引机检修机械限位装置61,将上牵引机1驶出检修位8,即可投入正常工作。
11.当维修下牵引机2时,由所述上牵引机1在无需停机状态下完成铝型材5的牵引工作;铝型材5由上牵引机和下牵引机采用交替式牵引。
12.本发明具有以下优点:本发明通过采用上、下牵引机的结构和在工作极限位外设置检修位的方法,实现了铝型材挤压牵引机在线不停机检修,在检修的同时能完成铝型材的牵引工作,从而不影响整条生产线的正常生产。同时确保检修过程人员与设备的安全,解决现有的牵引机检修需要占用生产时间,并且需要整个生产线全部停机以配合检修工作,影响生产效率的问题。
[0013] 附图说明
[0014]
图1是本发明一种铝型材挤压牵引机在线不停机检修装置结构示意图;图2示出了图1的p向视图;图3为所涉及的极限机械限位装置结构图;图中:1、上牵引机;2、下牵引机;3、路轨;4、出料辊道;5、铝型材;6、检修机械限位装置;7、极限机械限位装置;8、检修位;9、工作极限位;10、极限机械限位座、11、机械限位螺钉、12、机械限位插销、31、上路轨;32、下路轨;61、上牵引机检修机械限位装置;62、下牵引机检修机械限位装置;71、上牵引极限机械限位装置;72、下牵引机极限机械限位装置。
[0015]
具体实施方式
[0016]
下面结合具体实施例对本发明进行详细说明。应当指出的是,以下的实施实例只是对本发明的进一步说明,但本发明的保护范围并不限于以下实施例。
[0017]
实施例1如图1-图3所示,本实施例涉及一种铝型材挤压牵引机在线不停机检修装置及防护方法;其装置至少包括上牵引机1、下牵引机2、路轨3、出料辊道4、铝型材5、检修机械限位装置6、极限机械限位装置7;路轨3设置有检修位8和工作极限位9;其中,路轨3包括上路轨31和下路轨32,检修机械限位装置6包括上牵引机检修机械限位装置61和下牵引机检修机械限位装置62,极限机械限位装置7包括上牵引机极限机械限位装置71和下牵引机极限机
械限位装置72。
[0018]
所述极限机械限位装置7设置极限机械限位座10、机械限位螺钉11、机械限位插销12,极限机械限位装置7通过机械限位插销12安装在牵引机上。
[0019]
上牵引机检修机械限位装置61和上牵引机极限机械限位装置71安装在上路轨31上,上牵引机1在上路轨上31行走,完成牵料。
[0020]
下牵引机检修机械限位装置62和下牵引机极限机械限位装置72安装在下路轨32上,下牵引机2在下路轨32上行走,完成牵料。
[0021]
铝型材5由上牵引机1和下牵引机2采用交替式牵引。
[0022]
上路轨31和下路轨32较常规牵引机路轨多出检修位,并且路轨长度比导出辊道长出一个工作极限位9和一个检修位8。且检修位在工作极限位的前方。
[0023]
在进行检修时,以上牵引机1为例:首先拆开上路轨31的上牵引机检修机械限位装置61,然后手动将上牵引机1驶入检修位,再装上上牵引机检修机械限位装置61,此时上牵引机1正好被固定在上牵引机检修机械限位装置61和上牵引机极限机械限位装置71之间,本两个机械限位牢牢固定,因此即使有误操作也不会使牵引机移动,不会影响检修工作。
[0024]
在上述步骤完成后,即可开始上牵引机1的检修。
[0025]
在检修的过程中,全程由下牵引机2完成正常生产的铝型材的牵引工作,从而保证整个产线的正常运转,无需停机。由于检修位在极限工作位的前方,且有机械限位固定,实现了两者的空间隔离。因此下牵引机2正常工作时不会对上牵引机1的检修造成任何安全隐患和干扰。
[0026]
检修完成后,拆开上牵引机检修机械限位装置61,将上牵引1机驶出检修位,即可投入正常工作。
[0027]
实施例2如图1-图2所示,本实施例涉及一种铝型材挤压牵引机在线不停机检修装置及防护方法;其装置至少包括上牵引机1、下牵引机2、路轨3、出料辊道4、铝型材5、检修机械限位装置6、极限机械限位装置7;路轨3设置有检修位8和工作极限位9;其中,路轨3包括上路轨31和下路轨32,检修机械限位装置6包括上牵引机检修机械限位装置61和下牵引机检修机械限位装置62,极限机械限位装置7包括上牵引机极限机械限位装置71和下牵引机极限机械限位装置72。
[0028]
所述极限机械限位装置7设置极限机械限位座10、机械限位螺钉11、机械限位插销12,极限机械限位装置7通过机械限位插销12安装在牵引机上。
[0029]
上牵引机检修机械限位装置61和上牵引机极限机械限位装置71安装在上路轨31上,上牵引机1在上路轨上31行走,完成牵料。
[0030]
下牵引机检修机械限位装置62和下牵引机极限机械限位装置72安装在下路轨32上,下牵引机2在下路轨32上行走,完成牵料。
[0031]
铝型材5由上牵引机1和下牵引机2采用交替式牵引。
[0032]
上路轨31和下路轨32较常规牵引机路轨多出检修位,并且路轨长度比导出辊道长出一个工作极限位9和一个检修位8。且检修位在工作极限位的前方。
[0033]
在进行检修时,以下牵引机2为例:
检修下牵引机2与实施例原理相同,全程由上牵引机1完成正常生产的铝型材的牵引工作,从而保证整个产线的正常运转,无需停机。
[0034]
本发明通过采用上、下牵引机的结构和在工作极限位外设置检修位的方法,实现了铝型材挤压牵引机在线不停机检修,在检修的同时能完成铝型材的牵引工作,从而不影响整条生产线的正常生产。同时确保检修过程人员与设备的安全,解决现有的牵引机检修需要占用生产时间,并且需要整个生产线全部停机以配合检修工作,影响生产效率的问题。
[0035]
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。