1.本技术涉及热传导技术领域,尤其涉及一体式热导柱及其散热装置。
背景技术:
2.现有的热导柱传热技术,有扁平热管、平板热管、热导管、回路式热管等产品。热管为了实现良好的导热性,需要设计数个冷却回路或者数层毛细结构,实现这些结构需要制造冷凝段零件、蒸发段零件、吸热段零件、冷却通道零件以及这些零件的毛细结构等,制造热管的零件需要多次的烧结、压合与钎焊等工艺。
3.现有技术的热导柱结构复杂,组成零件多,制造工艺流程长。热导柱使用时间长了之后,密封和导热效果会下降。如何解决上述问题,是本领域技术人员需要考虑的。
技术实现要素:
4.为了解决上述技术问题,本技术提供一种结构简单,导热效率好,经久耐用的一体式热导柱及其散热装置。
5.本技术提供一种一体式热导柱,用于加快热量传导,包括:
6.筒体单元,筒体单元包括底壁和侧壁,底壁和侧壁连接,侧壁与底壁围合形成容置腔,筒体单元还包括第一烧结层,第一烧结层设于底壁及侧壁朝向容置腔的表面,筒体单元设有开口,开口与容置腔连通;以及
7.盖体单元,盖体单元包括上盖,上盖与筒体单元连接于开口处,用于封闭容置腔。
8.进一步的,底壁和侧壁一体成型,减少零件组成个数,降低零件之间连接处不利于热传导的风险,优化制造流程,提高导热性能。上盖与筒体单元连接,解决多个零件连接密封性下降的问题,密封性能更好。
9.在一种可能的实施例中,盖体单元还包括第二烧结层,第二烧结层设于上盖朝向容置腔的表面。
10.进一步的,在上盖设置烧结层,解决上盖没有烧结层,不利于工质凝结回流的问题,提高了导热性能。
11.在一种可能的实施例中,第一烧结层在所述筒体单元朝向容置腔的表面是连续的。
12.进一步的,由于筒体单元一体成型,所以筒体单元的内表面未如传统结构一般设有除气结构,防止第一烧结层断裂,筒体单元的内表面也未如传统结构一般设有两个零件焊接成的筒体,防止第一烧结层受焊痕影响而引起突变,从而能够做到第一烧结层的表面连续。解决了工质回流流畅的问题,提升热传导效率。
13.在一种可能的实施例中,第一烧结层为毛细结构,所述毛细结构包括网状结构、直线结构和水纹结构中的至少一种。
14.进一步的,解决了第一烧结层具体成型结构的问题,提供工质循环所需的表面张力和毛细力。
15.在一种可能的实施例中,第二烧结层为毛细结构,所述毛细结构包括网状结构、直线结构和水纹结构中的至少一种。
16.进一步的,第二烧结层提供工质回流所需的表面张力和毛细力。
17.在一种可能的实施例中,还包括除气小管,所述除气小管包括第一端和第二端,所述除气小管设置有气道,所述第一端与所述第二端通过所述气道贯通,所述上盖设有通孔,所述通孔与所述容置腔连通,所述第二端与所述上盖连接于所述通孔处,所述气道与所述容置腔连通。
18.进一步的,盖体单元安装除气小管,除气小管形成封闭容置腔的连通通道,用于抽真空,起到排除封闭容置腔杂质的作用,并且使封闭容置腔保持一定的负压,同时除气小管也用于注入热循环工质。工质在容置腔一定的负压环境下,更容易挥发带走热量。除气小管设于上盖位置,可以避免设置在第一烧结层,有利于在筒体单元形成连续的毛细结构。
19.在一种可能的实施例中,除气小管的第一端通过钎焊层封口,除气小管与上盖连接处通过钎焊层实现密封,上盖和侧壁的连接处通过钎焊层实现密封。
20.进一步的,通过钎焊层实现密封解决了一体式热导柱的密封性问题,提升一体式热导柱的密封性能。
21.在一种可能的实施例中,侧壁还包括环槽结构,环槽结构设于侧壁靠近开口一侧的端部,上盖设于环槽结构处并与侧壁连接。
22.进一步的,环槽结构解决了装配匹配问题,利于上盖及筒体单元的安装,起到预定位和预密封的作用。
23.在一种可能的实施例中,还包括工质,工质置于容置腔。
24.进一步的,工质常温下是液态,停留在筒体底壁位置,工质吸收热量后变成气态蒸汽。由于筒体底壁的气压高于上盖处气压,因此两端形成压力差,驱动蒸汽从筒体底壁蒸发至上盖。蒸汽在上盖冷凝,释放出热量,热量通过上盖传递出去。由于蒸发的原因,筒体底壁的工质流体液面不断下降,工质流体液面在毛细结构作用下产生表面张力和毛细力,将上盖冷凝的工质通过毛细结构抽回到筒体的底壁,从而完成一个热循环。因此只要工质流体液面在毛细结构作用下产生的表面张力和毛细力大于一体式热导柱内的总压力,一体式热导柱就能循环往复正常工作。
25.在一种可能的实施例中,一种散热装置,包括导热基座和一体式热导柱,一体式热导柱安装于导热基座。
26.进一步的,一种散热装置解决了提升单个一体式热导柱热传递效率的问题,通过多个一体式热导柱的阵列排布,显着提升一体式热导柱集群的热传递效率。
附图说明
27.图1为本技术一实施例提供的一体式热导柱的立体示意图。
28.图2为本技术一实施例提供的图1沿
ⅱ‑ⅱ
方向的剖面图。
29.图3为本技术一实施例提供的一体式热导柱的部分立体示意图。
30.图4为本技术另一实施例提供的图1沿
ⅳ‑ⅳ
方向的剖面图。
31.图5为本技术一实施例提供的图2的
ⅴ
部放大图。
32.图6为本技术一实施例提供的一体式热导柱第一烧结层的毛细结构样式。
33.图7为本技术一实施例提供的散热装置的示意图。
34.主要元件符号说明
35.一体式热导柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
36.筒体单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
37.底壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
112
38.侧壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
113
39.环槽结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1131
40.容置腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
114
41.第一烧结层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
115
42.开口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
116
43.毛细结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
117
44.网状结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1171
45.直线结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1172
46.水纹结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1173
47.盖体单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
48.上盖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121
49.通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1211
50.钎焊层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1212
51.第二烧结层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
122
52.除气小管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
53.气道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
131
54.第一端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
132
55.第二端
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
133
56.工质
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
57.散热装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
58.基座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
59.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
60.以下描述将参考附图以更全面地描述本技术内容。附图中所示为本技术的示例性实施例。然而,本技术可以以许多不同的形式来实施,并且不应该被解释为限于在此阐述的示例性实施例。提供这些示例性实施例是为了使本技术透彻和完整,并且将本技术的范围充分地传达给本领域技术人员。类似的附图标记表示相同或类似的组件。
61.本文使用的术语仅用于描述特定示例性实施例的目的,而不以图限制本技术。如本文所使用的,除非上下文另外清楚地指出,否则单数形式“一”,“一个”和“该”旨在也包括复数形式。
62.除非另外定义,否则本文使用的所有术语(包括技术和科学术语)具有与本技术所属领域的普通技术人员通常理解的相同的含义。此外,除非文中明确定义,诸如在通用字典中定义的那些术语应该被解释为具有与其在相关技术和本技术内容中一致的含义,并且将
不被解释为理想化或过于正式的含义。
63.以下内容将结合附图对示例性实施例进行描述。须注意的是,参考附图中所描绘的组件不一定按比例显示;而相同或类似的组件将被赋予相同或相似的附图标记表示或类似的技术用语。
64.下面参照附图,对本技术的具体实施方式作进一步的详细描述。
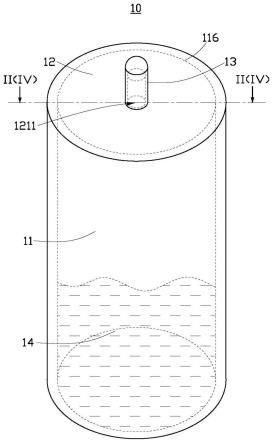
65.图1为本技术一实施例提供的一体式热导柱10的立体示意图,图2为本技术一实施例提供的图1沿
ⅱ‑ⅱ
方向的剖面图,由于图中部分结构被侧壁113包裹而存在遮挡,故将图1和图2结合进行说明。
66.一体式热导柱10包括:筒体单元11,盖体单元12,除气小管13和工质14。筒体单元11包括底壁112和侧壁113,底壁112和侧壁113连接,侧壁113与底壁112围合形成容置腔114。筒体单元11还包括第一烧结层115,第一烧结层115设于底壁112及侧壁113朝向容置腔114的表面。筒体单元11设有开口116,开口116与容置腔114连通。盖体单元12包括上盖121,上盖121与筒体单元11连接于开口116处,用于封闭容置腔114。
67.进一步的,筒体单元11的内表面未如传统结构一般设有除气通道,防止第一烧结层115断裂,也未如传统结构一般设有两个零件焊接成的筒体,防止第一烧结层115受焊痕影响而引起突变,从而能够做到第一烧结层115的表面连续。解决了工质14回流不畅的问题,提升了工质14回流的顺畅程度,进而提升一体式热导柱10的热传导效率。
68.在本实施例中,一体式热导柱10外形是圆柱体,制作一体式热导柱10的材料使用金属。一体成型采用一定的工艺,比如cnc加工:可以直接将一实心的坯料采用cnc加工成半封闭的一体式结构;旋缩加工:将空心的坯料固定在旋缩机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形,从而完成拉伸、翻遍、缩口等几何特征;所采用的技术手段包括但不限定以上两种。将金属底壁112和金属侧壁113部份制作成一个独立半封闭的一体式的筒体单元11结构,从而达到底壁112和侧壁113表面连续的效果。
69.在本实施例中,第一烧结层115是通过在筒体单元11的底壁112和侧壁113进行填粉烧结所得到。在填粉烧结时,第一烧结层115可以是连续的,比如筒体单元11没有除气通道,也没有其他连接结构;第一烧结层115也可以是部分连续,比如筒体单元11连接除气通道,第一烧结层115在除气通道处就会断开。第一烧结层115连续或者部分连续根据实际的工艺合理烧结。
70.在其他实施例中,一体式热导柱10外形可以是长方体、圆环、片体或者不同形体组合的复杂几何体。
71.一体式热导柱10的筒体单元11和盖体单元12也可以一体成型,本实施例优选的采用结构容易制造、满足导热效果的圆柱筒体一体成型。
72.一体式热导柱10可以用于与集成电路板、中央处理器等电子组件连接或接触,用于加快热量传导,即时降低电子组件工作时的温度。在本实施例中,制作一体式热导柱10的材料可以是铜、铝等金属或者金属合金。
73.于一实施例中,还包括除气小管13,除气小管13包括第一端132和第二端133,除气小管13设置有气道131,第一端132与第二端133通过气道131贯通,上盖121设有通孔1211,通孔1211贯穿上盖121并与容置腔114连通,第二端133与上盖121连接于通孔1211处,使除
气小管13的气道131与容置腔114连通。
74.进一步的,盖体单元12安装除气小管13,除气小管13形成与封闭容置腔114连通的通道,用于抽真空,起到排除封闭容置腔114杂质的作用,并且使封闭容置腔114保持一定的负压。同时除气小管13也用于注入热循环工质14。
75.在本实施例中,通孔1211设置在上盖121,通孔1211没有设置在筒体单元11,避免了对第一烧结层115的影响。
76.于一实施例中,还包括工质14,工质14置于容置腔114。
77.进一步的,通过除气小管13往容置腔114注入液体工质14,并通过除气小管13对容置腔114进行抽真空,液体工质14是流体混合挥发剂,比如乙醚为主要组成的混合挥发剂。液体工质14在底壁112吸收热量后蒸发变成蒸汽,蒸汽在容置腔114流向上盖121,蒸汽在上盖121内壁遇冷凝结为液体,液体顺着第一烧结层115回流至筒体单元11的底壁112,提高导热效率。
78.于一实施例中,除气小管13的第一端132通过钎焊层1212封口,除气小管13与上盖121连接处通过钎焊层1212实现密封,上盖121和侧壁113的连接处也通过钎焊层1212实现密封。
79.进一步的,通过钎焊层1212实现密封解决了一体式热导柱10的密封性问题,提升一体式热导柱10的密封性能。
80.在本实施例中,先通过除气小管13往容置腔114注入工质14,再通过除气小管13对容置腔114抽真空,然后除气小管13的第一端132通过钎焊层1212封口。最后在上盖121与筒体单元11的侧壁113连接处,以及在上盖121与除气小管13的连接处,均匀密实的涂焊料,并对其进行钎焊,形成钎焊层1212,从而保证容置腔114的密封性。
81.图3为本技术一实施例提供的一体式热导柱10的部分立体示意图。
82.于一实施例中,一体式热导柱10,还包括环槽结构1131,环槽结构1131设于侧壁113靠近开口116一侧的端部,上盖121设于环槽结构1131处并与侧壁113连接。在本实施例中,上盖121的形状及尺寸与环槽结构1131相匹配。
83.进一步的,环槽结构1131解决了装配匹配问题,利于上盖121与筒体单元11的安装,起到预定位和预密封的作用,便于后期的钎焊密封。
84.在本实施例中,环槽结构1131可以是在侧壁113靠近开口116一侧的端部加工出来的台阶、倒角等匹配结构,用于与上盖121进行匹配,起到上盖121与筒体单元11导向和预密封的作用,提升一体式热导柱10的密封性能。
85.图4为本技术另一实施例提供的图1沿
ⅳ‑ⅳ
方向的剖面图。
86.于一实施例中,在上盖121内壁还设置第二烧结层122,第二烧结层122设于上盖121朝向所述容置腔114的表面。
87.进一步的,上盖121内壁还设置第二烧结层122,从而在上盖121及筒体单元11两者都形成烧结层。工质14蒸汽在第二烧结层122冷凝,释放出热量,热量通过上盖121传递至盖体单元12外部。蒸汽易在第二烧结层122处凝结成液态进而通过第一烧结层115向底壁112回流,以加速一体式热导柱10内部的热循环,提升一体式热导柱10的导热效率。
88.图5为本技术一实施例提供的图2的
ⅴ
部放大图。图6为本技术一实施例提供的一体式热导柱10第一烧结层115的毛细结构117样式。由于图中部分结构需要放大显示,故将
图5和图6结合进行说明。
89.于一实施例中,第一烧结层115在筒体单元11朝向容置腔114的表面是连续的。
90.于一实施例中,第一烧结层115为毛细结构117,毛细结构117包括网状结构1171、直线结构1172和水纹结构1173中的至少一种。
91.于一实施例中,第二烧结层122亦可为上述毛细结构117,毛细结构117包括网状结构1171、直线结构1172和水纹结构1173中的至少一种。
92.在本实施例中,第一烧结层115及第二烧结层122为毛细结构117,跟据实际的需求,毛细结构117可以制作成网状结构1171、直线结构1172或者水纹结构1173,这些毛细结构117的形状是有利于工质14回流的各种结构,毛细结构117用于提供工质14流动的毛细力和表面张力。在底壁112设置水纹结构1173用于加快液体的流动,在侧壁113设置直线结构1172用于增大毛细力,在上盖121设置网状结构1171有利于蒸汽的凝结,毛细结构117的设置可以有不同的排列组合,以加快工质14循环,提升热流动循环效率。
93.使用时,热量传给一体式热导柱10的底壁112和工质14。工质14常温下是液态,停留在底壁112位置,工质14吸收热量后变成气态蒸汽。由于底壁112的压力高于上盖121处压力,因此两端形成压力差,驱动蒸汽从底壁112流向上盖121。蒸汽在温度更低的上盖121或筒体单元11远离底壁112的端部处冷凝,释放出热量,热量通过上盖121传递至一体式热导柱10外部。由于蒸发的原因,底壁112的工质14流体液面不断降低,在第一烧结层115的毛细作用下,工质14流体液面产生表面张力和毛细力,将冷凝于上盖121或筒体单元11远离底壁112的端部处的工质14通过第一烧结层115及第二烧结层122抽回至底壁112,从而完成一个热循环。因此只要工质14流体液面在第一烧结层115产生的表面张力和毛细力大于一体式热导柱10内的总压力,一体式热导柱10就能循环往复正常工作。
94.图7为本技术一实施例提供的散热装置20的示意图。
95.于一实施例中,散热装置20包括导热基座21和若干一体式热导柱10,一体式热导柱10安装于导热基座21。
96.本实施例中,一体式热导柱10间隔设置在导热基座21,留出散热空间。导热基座21可以是平面板,也可以是曲面板,一体式热导柱10随导热基座21形状分布,一体式热导柱10底壁112与导热基座21连接,一体式热导柱10带走导热基座21的热量,持续给导热基座21降温。
97.在其他实施例中,散热装置20可以加装风扇风冷,或者加装液体循环水冷却,从而加快带走散热装置20外部的热量,从而形成一体式热导柱10内循环导热和散热装置20外循环散热。
98.进一步的,导热基座21安装在电子组件或者中央处理器的表面,一体式热导柱10内循环导热和散热装置20外循环散热,从而起到规模散热的作用,提升散热装置20的导热效率。
99.上文中,参照附图描述了本技术的具体实施方式。但是,本领域中的普通技术人员能够理解,在不偏离本技术的精神和范围的情况下,还可以对本技术的具体实施方式作各种变更和替换。这些变更和替换都落在本技术所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。