1.本实用新型涉及斗拱制作安装技术领域,尤其涉及全尺寸古建配件模块化金属斗拱制作结构。
背景技术:
2.斗拱,是中国古代建筑上特有的构件,是由方形的斗、散斗、拱、翘、昂组成。现有的斗拱主要起到建筑装饰作用,斗拱又分为木质斗拱、混凝土斗拱和总装式金属斗拱。
3.木质斗拱因环保和防火原因很少应用。混凝土斗拱因尺寸固定,斗拱细节尺寸无法实现,不便安装,后期质量无保证,少量应用于单层建筑。金属斗拱为金属板片焊接构成的中空结构,各个金属板片安装复杂、且容易产生位置偏差导致后期无法装配,组成金属斗拱的各个部件拼装焊接为一体、尺寸较大,运输成本高风险大。
技术实现要素:
4.本实用新型为了解决金属斗拱制作时易产生位置偏差的问题,提供全尺寸古建配件模块化金属斗拱制作结构,通过在金属斗拱的各个金属板片上设计卡接结构,提高安装位置的准确性。
5.为实现上述目的,本实用新型所采用的技术方案是:
6.全尺寸古建配件模块化金属斗拱制作结构,包括坐斗、泥道拱、华拱、斗、散斗、慢拱、瓜子拱、令拱和耍头斜昂合体,所述坐斗、泥道拱、华拱、斗、散斗、慢拱、瓜子拱、令拱和耍头斜昂合体均包括相互卡接的多个板片,多个板片之间焊接固定形成中空结构;
7.所述坐斗上内嵌有所述泥道拱和华拱,泥道拱和华拱插接呈“t”形,所述泥道拱中部和华拱上设置所述斗,泥道拱两端设置所述散斗,泥道拱和华拱上的斗之间内嵌有所述耍头斜昂合体,耍头斜昂合体为耍头和昂一体成型的中空结构;
8.所述泥道拱上的斗和散斗之间内嵌有所述慢拱,所述华拱上的斗上内嵌有所述瓜子拱,瓜子拱与耍头斜昂合体插接,所述耍头斜昂合体两侧插接有斗,耍头斜昂合体上的一个斗内嵌有令拱、另一个斗内嵌有慢拱,所述令拱和慢拱均和耍头斜昂合体插接。
9.进一步地,所述坐斗包括围设呈矩形的四个坐斗板片一和布设在坐斗上方四角处的四个坐斗板片二;相邻的两个坐斗板片一之间设置有卡槽卡块相互卡接,坐斗板片一和坐斗板片二之间设置有卡槽卡块相互卡接。
10.进一步地,所述华拱包括对称设置的两个华拱板片一、覆盖在两个华拱板片一上方之间的华拱板片二和覆盖在两个华拱板片一下方之间的弧形华拱板片三;所述华拱板片一和华拱板片二、华拱板片一和华拱板片三之间均设置有卡槽卡块相互卡接,每个所述华拱板片一端部设置有插块。
11.进一步地,所述泥道拱包括对称设置的两个泥道拱板片一、覆盖在两个泥道拱板片一上方两侧的泥道拱板片二和覆盖在两个泥道拱板片一下方两侧的弧形泥道拱板片二;所述泥道拱板片一和泥道拱板片二、泥道拱板片一和泥道拱板片三之间均设置有卡槽卡块
相互卡接,每个所述泥道拱板片一上开设有两个插槽,所述插块插入所述插槽内。
12.进一步地,所述斗包括围设呈矩形的四个斗板片一和布设在斗四角处的四个斗板片二;相邻的两个斗板片一设置有卡槽卡块相互卡接,斗板片一和斗板片二之间设置有卡槽卡块相互卡接。
13.进一步地,所述散斗包括围设呈矩形的四个散斗板片一和对称布设在散斗两侧的两个散斗板片二,相邻的两个散斗板片一之间设置有卡槽卡块相互卡接,散斗板片一和散斗板片二之间设置有卡槽卡块相互卡接。
14.进一步地,所述慢拱为对称布设的两段式结构,每段所述慢拱对称插接在所述耍头斜昂合体两侧,每段慢拱包括对称设置的两个慢拱板片一、覆盖在两个慢拱板片一上方之间的慢拱板片二和覆盖在两个慢拱拱板片一下方之间的弧形慢拱板片三;所述慢拱板片一和慢拱板片二、慢拱板片一和慢拱板片三之间均设置有卡槽卡块相互卡接,每个所述慢拱板片一端部设置有插块,所述耍头斜昂合体上开设有插槽以匹配所述插块。
15.进一步地,所述慢拱、瓜子拱和令拱结构相同,瓜子拱和令拱均为对称布设的两段式结构;所述耍头斜昂合体两侧插接的斗也为对称布设的两段式结构,便于和耍头斜昂合体插接定位安装。
16.通过上述技术方案,本实用新型的有益效果是:
17.本实用新型斗拱各个构件的制作原料均为平整的板片,构件均采用多个板片制成,相应构件的多个板片之间采用卡槽卡块的定位结构进行定位焊接,形成一个装配式的构件产品,焊接无变形扭曲,尺寸误差小。卡槽卡块的定位结构使得构件的板片之间相互契合,定位安装便捷,可避免焊接时的不稳定,也可防止焊接位置的偏差,实现构件标准化制作,避免后期装配的误差。各个构件制作成型后可统一运输,采用散装运输,运抵至现场后将各个构件按照设计图纸再拼装,用冷焊机焊接成相应造型的斗拱,现场安装快速高效。
附图说明
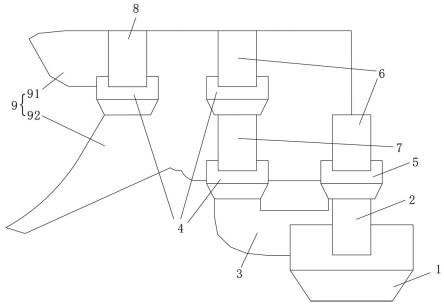
18.图1是本实用新型全尺寸古建配件模块化金属斗拱制作结构的斗拱造型示意图。
19.图2是本实用新型全尺寸古建配件模块化金属斗拱制作结构的坐斗示意图。
20.图3是本实用新型全尺寸古建配件模块化金属斗拱制作结构的坐斗爆炸视图。
21.图4是本实用新型全尺寸古建配件模块化金属斗拱制作结构的华拱示意图。
22.图5是本实用新型全尺寸古建配件模块化金属斗拱制作结构的华拱爆炸视图。
23.图6是本实用新型全尺寸古建配件模块化金属斗拱制作结构的泥道拱示意图。
24.图7是本实用新型全尺寸古建配件模块化金属斗拱制作结构的泥道拱爆炸视图。
25.图8是本实用新型全尺寸古建配件模块化金属斗拱制作结构的斗示意图。
26.图9是本实用新型全尺寸古建配件模块化金属斗拱制作结构的斗爆炸视图。
27.图10是本实用新型全尺寸古建配件模块化金属斗拱制作结构的散斗示意图。
28.图11是本实用新型全尺寸古建配件模块化金属斗拱制作结构的散斗爆炸视图。
29.图12是本实用新型全尺寸古建配件模块化金属斗拱制作结构的慢拱示意图。
30.图13是本实用新型全尺寸古建配件模块化金属斗拱制作结构的慢拱爆炸视图。
31.图14是本实用新型全尺寸古建配件模块化金属斗拱制作结构的耍头斜昂合体上插接的斗示意图。
32.附图中标号为:1为坐斗,11为坐斗板片一,12为坐斗板片二,2为泥道拱,21为泥道拱板片一,22为泥道拱板片二,23为泥道拱板片三,3为华拱,31为华拱板片一,32为华拱板片二,33为华拱板片三,4为斗,41为斗板片一,42为斗板片二,5为散斗,51为散斗板片一,52为散斗板片二,6为慢拱,61为慢拱板片一,62为慢拱板片二,63为慢拱板片三,7为瓜子拱,8为令拱,9为耍头斜昂合体,91为耍头,92为昂,10为卡块,20为卡槽,30为插块,40为插槽。
具体实施方式
33.下面结合附图对本实用新型的具体实施方式做详细描述:
34.如图1~图14所示,全尺寸古建配件模块化金属斗拱制作结构,包括坐斗1、泥道拱2、华拱3、斗4、散斗5、慢拱6、瓜子拱7、令拱8和耍头斜昂合体9,上述的各个构件是斗拱的构成部分。
35.斗拱在制作时,所述坐斗1、泥道拱2、华拱3、斗4、散斗5、慢拱6、瓜子拱7、令拱8和耍头斜昂合体9均包括相互卡接的多个板片,多个板片之间焊接固定形成中空结构,即斗拱的各个构件均采用板片制作,板片之间先卡接定位、而后焊接固定,形成相应的中空结构的构件。
36.在通过上述构件制作斗拱时,各个构件之间采用拼装焊接固定的方式进行组合,根据设置不同数量的上述构件,可制作出不同的斗拱造型。
37.本实施例中给出一种斗拱造型如图1所示:在所述坐斗1上内嵌有所述泥道拱2和华拱3,泥道拱2和华拱3插接,插接后的泥道拱2和华拱3呈“t”形排布。在所述泥道拱2中部和相对应的华拱3上设置所述斗4,泥道拱2和华拱3上的斗4之间内嵌有所述耍头斜昂合体9,耍头斜昂合体9为耍头91和昂92一体成型的中空结构。
38.在所述泥道拱2两端设置所述散斗5,所述泥道拱2上的斗4和散斗5之间内嵌有所述慢拱6,所述华拱3上的斗4上内嵌有所述瓜子拱7,瓜子拱7与耍头斜昂合体9插接,在所述耍头斜昂合体9两侧插接有斗4,耍头斜昂合体9上的一个斗4内嵌有令拱8、另一个斗4内嵌有慢拱6,所述令拱8和慢拱6均和耍头斜昂合体9插接。
39.根据图1所示的斗拱造型,各个构件的制作结构如下:
40.如图2~图3所示,坐斗1在制作时,所述坐斗1包括围设呈矩形的四个坐斗板片一11和布设在坐斗1上方四角处的四个矩形坐斗板片二12,相邻的两个坐斗板片一11之间设置有卡槽20卡块10相互卡接,坐斗板片一11和坐斗板片二12之间设置有卡槽20卡块10相互卡接。
41.根据设计图纸采用激光切割机加工出坐斗板片一11和坐斗板片二12,加工时预留有相应的卡槽20和卡块10以便于后续定位焊接,加工出来的坐斗板片一11为平整的板片结构,安装时,坐斗板片一11下端向内弯折。
42.如图4~图5所示,华拱3在制作时,所述华拱3包括对称设置的两个华拱板片一31、覆盖在两个华拱板片一31上方之间的华拱板片二32和覆盖在两个华拱板片一31下方之间的弧形华拱板片三33,所述华拱板片一31和华拱板片二32、华拱板片一31和华拱板片三33之间均设置有卡槽20卡块10相互卡接,每个所述华拱板片一31端部设置有插块30。
43.根据设计图纸采用激光切割机加工出华拱板片一31、华拱板片二32和华拱板片三33,加工时预留有相应的卡槽20和卡块10以便于后续定位焊接,同时也预留有插块30以便
于后续和泥道拱2插接;加工出来的华拱板片二32和华拱板片三33均为平整的板片结构,安装时,华拱板片二32两端对称向上弯折,华拱板片三33弧形弯折和华拱板片一31底边轮廓相适配。
44.如图6~图7所示,所述泥道拱2包括对称设置的两个泥道拱板片一21、覆盖在两个泥道拱板片一21上方两侧的泥道拱板片二22和覆盖在两个泥道拱板片一21下方两侧的弧形泥道拱板片二22,所述泥道拱板片一21和泥道拱板片二22、泥道拱板片一21和泥道拱板片三23之间均设置有卡槽20卡块10相互卡接。
45.每个所述泥道拱板片一21上开设有两个平行布设的插槽40,所述插块30插入所述插槽40内,实现华拱3和泥道拱2的定位安装。
46.根据设计图纸采用激光切割机加工出泥道拱板片一21、泥道拱板片二22和泥道拱板片三23,加工时预留有相应的卡槽20和卡块10以便于后续定位焊接,同时也预留有插槽40以便于和华拱3上的插块30插接;加工出来的泥道拱板片二22和泥道拱板片三23均为平整的板片结构,安装时,泥道拱板片二22两端对称向上弯折,泥道拱板片三23弧形弯折和泥道拱板片一21底边轮廓相适配。
47.如图8~图9所示,所述斗4包括围设呈矩形的四个斗板片一41和布设在斗4四角处的四个斗板片二42,相邻的两个斗板片一41设置有卡槽20卡块10相互卡接,斗板片一41和斗板片二42之间设置有卡槽20卡块10相互卡接。
48.根据设计图纸采用激光切割机加工出斗板片一41和斗板片二42,加工时预留有相应的卡槽20和卡块10以便于后续定位焊接,加工出来的斗板片一41为平整的板片结构,安装时,斗板片一41下端向内弯折。
49.如图10~图11所示,所述散斗5包括围设呈矩形的四个散斗板片一51和对称布设在散斗5两侧的两个散斗板片二52,相邻的两个散斗板片一51之间设置有卡槽20卡块10相互卡接,散斗板片一51和散斗板片二52之间设置有卡槽20卡块10相互卡接。
50.根据设计图纸采用激光切割机加工出散斗板片一51和散斗板片二52,加工时预留有相应的卡槽20和卡块10以便于后续定位焊接,加工出来的散斗板片一51为平整的板片结构,安装时,散斗板片一51下端向内弯折。
51.如图12~图13所示,所述慢拱6为对称布设的两段式结构,每段所述慢拱6对称插接在所述耍头斜昂合体9两侧,每段慢拱6的结构和华拱3相同,每段慢拱6包括对称设置的两个慢拱板片一61、覆盖在两个慢拱板片一61上方之间的慢拱板片二62和覆盖在两个慢拱6拱板片一下方之间的弧形慢拱板片三63。
52.所述慢拱板片一61和慢拱板片二62、慢拱板片一61和慢拱板片三63之间均设置有卡槽20卡块10相互卡接,每个所述慢拱板片一61端部设置有插块30,所述耍头斜昂合体9上开设有插槽40以匹配所述插块30,实现慢拱6和耍头斜昂合体9的定位安装。
53.根据设计图纸采用激光切割机加工出慢拱板片一61、慢拱板片二62和慢拱板片三63,加工时预留有相应的卡槽20和卡块10以便于后续定位焊接,同时也预留有插块30以便于后续和耍头斜昂合体9插接。加工出来的慢拱板片二62和慢拱板片三63均为平整的板片结构,安装时,慢拱板片二62两端对称向上弯折,慢拱板片三63弧形弯折和慢拱板片一61底边轮廓相适配。
54.本实施例中,所述慢拱6、瓜子拱7和令拱8结构相同,即慢拱6、瓜子拱7和令拱8具
有相同的结构造型,慢拱6、瓜子拱7和令拱8宽度相同,长度不同。所述慢拱6、瓜子拱7和令拱8均为对称布设的两段式结构,也都采用插接的方式和耍头斜昂合体9定位安装,此处不再赘述。
55.如图14所示,所述耍头斜昂合体9两侧插接的斗4也为对称布设的两段式结构,相较于常规的斗4不同的是,根据设计图纸采用激光切割机加工出的其中两个斗板片一41中间切开形成两段式结构,斗板片一41切开时预留有插块30以便于后续和耍头斜昂合体9定位安装。
56.需要说明的是:1、耍头斜昂合体9也为多个板片制成,其包括对称布设的两个耍头斜昂合体板片一、覆盖在两个耍头斜昂合体板片一上方的耍头斜昂合体板片二和覆盖在两个耍头斜昂合体板片一下方的耍头斜昂合体板片三,耍头斜昂合体9的加工制作也采用卡槽20卡块10相互卡接的定位结构,此处不再赘述。2、卡块10的凸出高度和卡槽20的下凹深度均为构件的板片厚度,例如构件的多个板片采用2mm不锈钢板,则在加工时卡块10的凸出高度和卡槽20的下凹深度均为2mm。3、插块30的凸出高度为构件的板片厚度的两倍,例如构件的多个板片采用2mm不锈钢板,则在加工时插块30的凸出高度为4mm。
57.以上所述之实施例,只是本实用新型的较佳实施例而已,并非限制本实用新型的实施范围,故凡依本实用新型专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。