1.本发明涉及圆柱型电池技术领域,尤其涉及一种圆柱型电池盖板组件、电池及制备方法。
背景技术:
2.随着锂离子电池技术的迅速发展,如今的锂电池都具有高容量、高安全性的特点,被广泛运用在汽车、航空航天和消费类电子产品等领域。
3.现在锂电池大概分为三个方向:软包电池、方形电池和圆柱型电池。随着4680电池的发布,又成功将圆柱电池推向了另一个高度。专利cn213401445u揭示了一种常见的大圆柱铝壳电池结构,其采用正、负电极分别在圆柱型壳体两端对称布置的结构,在盖板内外两侧分别设置两个正极柱或者两个负极柱,两个正极柱或者两个负极柱与盖板之间分别设置绝缘垫,再通过铆钉对盖板及其两侧的两个极柱及进行固定,最后将盖板与圆柱型壳体焊接密封。以上结构非常复杂,且高度方向的空间利用率低,电池在长期使用的过程中也非常不稳定,极柱容易出现松动甚至脱落的现象,这样很容易导致电池断路甚至是爆炸。
4.专利cn112151732a揭示了一种圆形锂电池及其制备方法,其直接省略了极柱,用正极盖板代替,同时,将正极盖板部分包埋在密封体内并将二者一体浇注成型,最后,将密封体与圆柱型壳体开口处密封固定。采用以上结构,密封体与圆柱型壳体开口处密封的工艺相比于现有技术中,直接将盖板与圆柱型壳体开口处焊接的方式,其工艺复杂性要高,密封可靠性也更低。因此,有必要对其加以改善。
5.谈到浇注成型工艺,专利cn216085075u揭示了一种常见的方形硬壳锂离子电池极柱盖板组件,其在盖板上注塑成型一塑胶件,塑胶件分别与盖板和极柱之间形成榫卯结构,从而将盖板和极柱固定在一起,并配合密封圈,对盖板和极柱之间进行密封。但是,以上结构用于方形硬壳锂离子,对于圆柱型锂离子电池,其体积较小,采用以上厚度的极柱将降低能量密度,更重要的是,由于极柱较厚,无法被焊透,只能现有的焊接方式:先从集流盘一侧焊接集流盘和极柱,而集流盘事先已经和卷芯上的箔材揉平端面焊接,那么就需要集流盘上引出折弯片,用于与极柱焊接后折弯。集流盘折弯片的设置让结构复杂化,占用内部空间又容易引发短路。
6.因此,有必要对现有的圆柱型电池盖板及极柱的密封结构加以改进,防止电池在长期使用的过程中极柱出现松动、脱落。
技术实现要素:
7.有鉴于此,本发明提出了一种圆柱型电池盖板组件、电池及制备方法。
8.本发明的技术方案是这样实现的:一方面,本发明提供了一种圆柱型电池盖板组件,其包括盖板和极柱,其中,盖板,表面开设有第一通孔;极柱,包括连续的极柱中间部和极柱边缘部,极柱边缘部设置于极柱中间部周围;
极柱中间部正对第一通孔设置,极柱边缘部设置于盖板下方;还包括密封圈和塑胶件,其中,密封圈,设置于极柱边缘部和盖板之间;塑胶件,连续填充于盖板下表面、密封圈和极柱之间,盖板、极柱与塑胶件通过一体注塑成型固定,部分塑胶件延伸至盖板最低高度以下。
9.在以上技术方案的基础上,优选的,塑胶件连续填充于盖板下表面、密封圈和极柱之间,部分塑胶件延伸至盖板最低高度以下。
10.在以上技术方案的基础上,优选的,所述盖板包括盖板本体和第二限位部,第二限位部设置于盖板本体下表面;所述极柱上设置有第五限位部,所述塑胶件连续填充于第二限位部和第五限位部表面。
11.进一步优选的,所述第二限位部呈环状并与盖板本体底面围合成第一沉孔,第一沉孔开口处尺寸小于底部尺寸,塑胶件填充于第一沉孔内。
12.更进一步优选的,所述第一沉孔与第一通孔同轴设置,且第一沉孔底部边缘与密封圈外圈边缘之间的距离为3~7mm。
13.进一步优选的,所述极柱边缘部外周即第五限位部,第五限位部插入塑胶件内并与之一体注塑成型。
14.在以上技术方案的基础上,优选的,所述盖板包括盖板本体和第一限位部,所述盖板本体上开设有第一通孔,盖板本体靠近第一通孔边缘处向下延伸形成第一限位部,密封圈设置于盖板本体和极柱边缘部之间且与第一限位部相抵持。
15.在以上技术方案的基础上,优选的,塑胶件连续填充于盖板上表面、密封圈和极柱之间。
16.进一步优选的,所述极柱中间部上设置有第三限位部,所述盖板上设置有第四限位部,所述塑胶件连续填充于第三限位部和第四限位部表面。
17.更进一步优选的,所述塑胶件包括相互分离的上塑胶部和下塑胶部,上塑胶部连续填充于盖板上表面、密封圈和极柱之间,下塑胶部填充于盖板下表面。
18.第二方面,本发明提供了一种圆柱型电池,其包括圆柱型壳体,所述圆柱型壳体至少一端开口,包括本发明第一方面所述的圆柱型电池盖板组件,盖板设置于圆柱型壳体至少一个开口处并与之焊接密封。
19.在以上技术方案的基础上,优选的,其包括卷芯和第一集流盘,所述卷芯一端包括若干圈正极箔材,另一端包括若干圈负极箔材,所述箔材端面揉平,第一集流盘底面与箔材端面抵持并焊接,第一集流盘与极柱电性连接。
20.进一步优选的,部分塑胶件上下两端分别与盖板底面和第一集流盘上表面相抵持。
21.进一步优选的,所述第一集流盘上表面与极柱中间部底面相互抵持,且从电池外侧焊接固定。
22.更进一步优选的,所述极柱中间部的厚度为0.5~0.8mm。
23.更进一步优选的,所述极柱中间部相对于极柱边缘部向上凸起,极柱中间部底部形成开放的空腔,第一集流盘伸入极柱中间部底部空腔内并相互抵持、焊接。
24.更进一步优选的,包括连续的集流盘中间部和集流盘边缘部,集流盘边缘部由集
流盘中间部水平延伸而成且与箔材端面抵持并焊接,集流盘中间部相对于集流盘边缘部向上凸起,塑胶件上开设有第二通孔,第二通孔正对第一通孔设置,集流盘中间部穿过第二通孔且上表面与极柱底面相互抵持,集流盘中间部与极柱从电池外侧焊接固定。
25.更进一步优选的,所述第一集流盘上表面与极柱中间部底面之间采用紧配合。
26.更进一步优选的,圆柱型壳体一端开口且另一端为底板,还包括第二集流盘,所述第二集流盘上下表面分别与箔材端面和圆柱型壳体底板内表面抵持并焊接。
27.第三方面,本发明提供了本发明第一方面所述的圆柱型电池盖板组件的制备方法,包括以下步骤,将盖板、密封圈和极柱按照位置关系摆好并放入注塑模具型腔内,盖板待注塑的一侧表面朝上;合模,注塑模具压住极柱,极柱在压力的作用下压紧密封圈;最后一体注塑成型得到塑胶件。
28.本发明的圆柱型电池盖板组件、电池及制备方法相对于现有技术具有以下有益效果:(1)通过设置密封圈,对盖板和连接处起到密封作用,配合塑胶件一体注塑成型,将盖板、极柱与塑胶件固定在一起,密封圈的密封性能好,装配工艺简单;此外,采用以上工艺的盖板,只需与圆柱型壳体焊接密封即可,焊接完成后,极柱与壳体之间绝缘;第三,采用以上工艺的盖板,可以在保证密封性能的同时,将极柱做薄,从而方便从电池外部焊接极柱与集流盘,进而省略集流盘折弯片的设计;(2)本发明提供了两种关键塑胶件结构,一种设置于盖板下表面,部分塑胶件延伸至盖板最低高度以下,隔离集流盘和盖板,起到绝缘作用,一次注塑成型,得到的塑胶件同时起到固定和绝缘作用;另一种设置于盖板上表面,其优点是极柱固定处强度较高,也能起到固定作用,但是需要额外设置下塑胶件,隔离集流盘和盖板,需要两次注塑成型;(3)极柱中间部相对于极柱边缘部向上凸起,使得其与第一集流盘的焊接位置远离卷芯,由于该焊接位置采用连续的激光焊,发热量相对较大,可以防止热量聚集损伤隔离膜;(4)第一集流盘上表面与极柱中间部底面之间采用紧配合,在二者没有压紧的前提下,无法盖上并焊接盖板,这样可以防止出现虚焊;(5)本发明的圆柱型电池,一端采用改进的盖板组件,极柱与圆柱型壳体绝缘;另一端就可以采用简易设计,并将集流盘与圆柱型壳体焊接并电性连接,使得圆柱型壳体带电,省略极柱和盖板,成本低,装配效率高。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
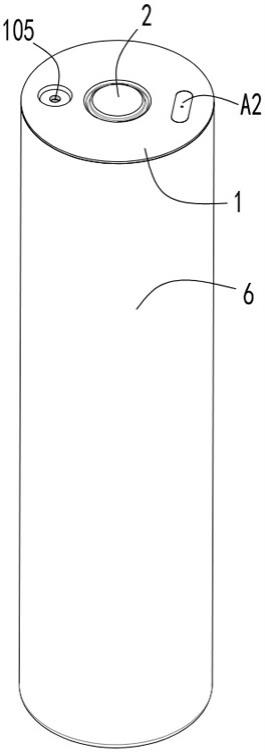
30.图1为实施例2的圆柱型电池的立体图;图2为实施例2的圆柱型电池的俯视图;图3为图2中a-a面的剖面图;图4为图3中椭圆区域的放大图;
图5为实施例1中盖板的立体图;图6为实施例1中极柱的立体图;图7为实施例1中塑胶件的立体图;图8为实施例1中第一集流盘的立体图;图9为实施例1中第二集流盘的立体图;图10为实施例3的圆柱型电池盖板组件的正剖视图。
具体实施方式
31.下面将结合本发明实施方式,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
32.实施例1如图1~4所示,本发明的圆柱型电池盖板组件,其包括盖板1、极柱2、密封圈4和塑胶件5。本发明的圆柱型电池,其还包括圆柱型壳体6、卷芯7、第一集流盘8和第二集流盘9。
33.其中,如图5所示,盖板1,一般采用金属导电材质,便于焊接,且具有强度高的优点。具体的,盖板1上开设有注液孔105,用于灌注电解液。具体的,盖板1上开设有防爆阀孔104,用于安放防爆阀a1。具体的,还包括防爆阀贴膜a2,贴在防爆阀孔104表面,保护防爆阀a1免受外力破坏。
34.盖板1与圆柱型壳体6开口处一般采用焊接的密封方式,工艺简单,且密封牢靠。但是,正如本发明背景部分所介绍的,如果采用盖板1与圆柱型壳体6焊接的密封方式,那么盖板1与圆柱型壳体6必然会形成电性连接,如此,正、负极中至少一个极柱2必须采用与盖板1相互绝缘。为了达到以上绝缘的效果,本发明通过将盖板1与极柱2分开,在盖板1上开孔,并将极柱2穿过盖板上的开孔并做密封处理。
35.具体的,本发明在盖板1,表面开设有第一通孔101,用于安装极柱2。
36.如图6所示,极柱2,包括连续的极柱中间部21和极柱边缘部22,其中:极柱边缘部22设置于极柱中间部21周围,极柱边缘部22设置于盖板1下方,极柱边缘部22和盖板1共同压紧密封圈4,防止漏液;极柱边缘部22也能用于与塑胶件5卡接固定;极柱中间部21正对第一通孔101设置,对内电性连接卷芯7,对外作为电极引出端子。顾名思义,极柱边缘部22设置于极柱中间部21周围,优选的,所述极柱边缘部22可设置为环形,以支撑密封圈4,防止漏液。优选的,所述极柱边缘部22或者极柱中间部21上可以设置一些限制其水平转动的凹槽或者凸起,与塑胶件5配合,防止极柱2在水平面内转动。
37.密封圈4,设置于极柱边缘部22和盖板1之间。一方面,可以起到绝缘作用,防止极柱边缘部22和盖板1电接触;另一方面,可以起到密封作用。
38.如图7所示,塑胶件5,连续填充于盖板1、密封圈4和极柱2之间,盖板1、极柱2与塑胶件5通过一体注塑成型固定。如此,能快速固定并组装盖板1、极柱2与密封圈4,无需螺钉连接或者焊接,成本低,且密封圈4的密封效果很好。
39.所述塑胶件5填充于盖板1上表面或者下表面,都能起到快速固定的作用,本实施例采用的是塑胶件5填充于盖板1下表面的方式,与之相对的,实施例3采用的是塑胶件5填
充于盖板1上表面的方式。
40.具体的,塑胶件5连续填充于盖板1下表面、密封圈4和极柱2之间,部分塑胶件5延伸至盖板1最低高度以下。如此,通过一次注塑成型,得到的塑胶件5延伸至盖板1最低高度以下,从而可以隔离盖板1和卷芯7,防止盖板1碰到卷芯7上的极耳或者集流盘,导致短路。优选的,塑胶件5尽量覆盖满盖板1底面,以防止误接触或者挤压变形导致的短路。
41.塑胶件5注塑成型后,需要与盖板1和极柱2之间形成类似榫卯的结构,从而达到固定的效果。具体的,所述盖板1包括盖板本体11和第二限位部13,第二限位部13设置于盖板本体11下表面;所述极柱2上设置有第五限位部220,所述塑胶件5连续填充于第二限位部13和第五限位部220表面。具体的,第二限位部13对塑胶件5提供向上的限位支撑,与盖板1下表面一起,防止二者出现上下相对位移;第二限位部13也对塑胶件5提供水平方向的限位支撑,防止二者出现水平面内的相对位移。
42.所述第二限位部13可以设计成任意形状,只需要与盖板本体11下表面配合,对塑胶件5提供限位即可。具体的,作为第二限位部13的可选的实现方式,所述第二限位部13呈环状并与盖板本体11底面围合成第一沉孔102,第一沉孔102开口处尺寸小于底部尺寸,塑胶件5填充于第一沉孔102内。设计成锥形结构的第一沉孔102,在水平各向上受力更加均衡一些,防脱效果更好。具体的,所述第一沉孔102与第一通孔101同轴设置,如此,当第一通孔101内的极柱2受到竖直方向的力时,第一沉孔102内的塑胶件5可对其提供各向相等的支撑力,提高整体在竖直方向的受力强度。所述第一沉孔102底部边缘可远离极柱2设置,也可以靠近极柱2设置,考虑到塑胶件5的受力强度有限,如果采用第一沉孔102底部边缘远离极柱2设置的设计,那么,极柱2受到竖直向下的压力时,第一沉孔102与塑胶件5接触面密封性将很差,因此,第一沉孔102底部边缘靠近极柱2为好,具体的,第一沉孔102底部边缘与密封圈4外圈边缘之间的距离为3~7mm。
43.所述第五限位部220可以设计成任意形状,只需要与塑胶件5配合,实现极柱2与塑胶件5的相互限位即可。具体的,所述极柱边缘部22外周即第五限位部220,第五限位部220插入塑胶件5内并与之一体注塑成型。
44.为了防止密封圈4脱出,所述盖板1包括盖板本体11和第一限位部12,所述盖板本体11上开设有第一通孔101,盖板本体11靠近第一通孔101边缘处向下延伸形成第一限位部12,密封圈4设置于盖板本体11和极柱边缘部22之间且与第一限位部12相抵持。具体的,对于本实施例中塑胶件5设置于盖板本体11下表面的设计,所述第一限位部12与密封圈4内圈面相互抵持;对于实施例3中塑胶件5设置于盖板本体11上表面的设计,所述第一限位部12与密封圈4外圈面相互抵持。
45.以下介绍本实施例的圆柱型电池盖板组件的制备方法,包括以下步骤:先将盖板1、密封圈4和极柱2按照位置关系摆好并放入注塑模具型腔内,盖板1待注塑的一侧表面朝上,密封圈4嵌套在第一限位部12外侧且端面与极柱边缘部22贴紧;合模,注塑模具压住极柱2,极柱2在压力的作用下压紧密封圈4,达到密封效果;最后倒入热熔的注塑浆料,使得注塑浆料漫过盖板1最低高度(即底面朝上后的最高高度)表面,并经冷却成型得到塑胶件5。
46.实施例2以下介绍本实施例的圆柱型电池,采用本发明实施例1的圆柱型电池盖板组件。
47.圆柱型壳体6,一般采用金属导电材质,便于焊接,且具有强度高的优点。其至少一端开口,用于塞入卷芯7,盖板1设置于圆柱型壳体6至少一个开口处并与之焊接密封。具体的,所述圆柱型壳体6可以设计成两端开口的结构,这种设计往往针对正、负极与圆柱型壳体6绝缘的电池;在本实施例中,所述圆柱型壳体6设计成一端开口,另一端为底板的筒体结构,即圆柱型壳体6与正、负极其中一个电性连接并与另外一个绝缘。
48.本发明实施例1的圆柱型电池盖板组件可以匹配单极耳、多极耳或者全极耳的卷芯,由于目前动力电池的主流设计是多极耳,因此在本实施例中采用多极耳卷芯为例进行介绍。
49.具体的,卷芯7一端包括若干圈正极箔材,另一端包括若干圈负极箔材,所述箔材端面揉平。以上为全极耳圆柱型电池的现有技术,在此不再赘述。
50.如图8所示,第一集流盘8,底面与箔材端面抵持并焊接,并与极柱2电性连接。具体的,第一集流盘8也可以采用现有的带折弯片的集流盘,但是,作为一种优选实施方式,所述第一集流盘8上表面与极柱中间部21底面相互抵持,且从电池外侧焊接固定。如此,可以从电池外部焊接,相比于从电池内部焊接的方式,本发明的第一集流盘8无需设置折弯片,节省材料和工序,且能减少折弯片在高度方向的占用,电池能量密度更高。
51.由于需要从外部焊接极柱中间部21与第一集流盘8,极柱中间部21就不能太厚,否则无法焊透,优选的,所述极柱中间部21的厚度为0.5~0.8mm。
52.相对于第一集流盘8与箔材端面一般采用激光脉冲焊的方式,其短时间内发热量相对较少。极柱中间部21与第一集流盘8一般需要采用激光连续焊,其短时间内发热量大,就容易损坏卷芯7内部的隔离膜。因此,作为一种优选实施方式,所述极柱中间部21相对于极柱边缘部22向上凸起,极柱中间部21底部形成开放的空腔,第一集流盘8伸入极柱中间部21底部空腔内并相互抵持、焊接。如此,向上凸起的极柱中间部21将远离卷芯7,防止焊接过程中损坏卷芯7内部的隔离膜。
53.基于同样的考虑,第一集流盘8最好也设置为向上凸起的结构,具体的,第一集流盘8包括连续的集流盘中间部81和集流盘边缘部82,集流盘边缘部82由集流盘中间部81水平延伸而成且与箔材端面抵持并焊接,集流盘中间部81相对于集流盘边缘部82向上凸起,塑胶件5上开设有第二通孔502,第二通孔502正对第一通孔101设置,集流盘中间部81穿过第二通孔502且上表面与极柱2底面相互抵持,集流盘中间部81与极柱2从电池外侧焊接固定。如此,在将集流盘中间部81与极柱中间部21焊接的过程中,防止损坏卷芯7内部的隔离膜。
54.具体的,所述极柱中间部21上部为平板,侧部为环形或者中空的圆台形,极柱边缘部22为环形,以上结构便于成型。具体的,所述集流盘中间部81也可以采用与极柱中间部21相同的结构,便于嵌套在一起并焊接。
55.由于集流盘中间部81与极柱中间部21在外部进行焊接,由于无法观察到焊接面,容易出现虚焊,作为一种优选实施方式,所述第一集流盘8上表面与极柱中间部21底面之间采用紧配合。具体的,当盖上盖板1后,只有当集流盘中间部81与极柱中间部21压紧,才能对盖板1与圆柱型壳体6进行焊接;否则,将无法装配盖板1与圆柱型壳体6。如此,可保证集流盘中间部81与极柱中间部21压紧,在此基础上进行焊接,就能降低虚焊的几率,提高良品率。
56.考虑到第一集流盘8与盖板1之间需要做绝缘处理,部分塑胶件5上下两端分别与盖板1底面和第一集流盘8上表面相抵持。具体的,塑胶件5尽量覆盖满盖板1底面,以防止误接触或者挤压变形导致的短路。
57.本发明的圆柱型电池,正、负极都可以采用本发明实施例1的圆柱型电池盖板组件。
58.但是,考虑到有更简单、低成本且高能量密度的结构,本实施例优选采用以下结构:如图9所示,圆柱型壳体6一端开口且另一端为底板,还包括第二集流盘9,所述第二集流盘9上下表面分别与箔材端面和圆柱型壳体6底板内表面抵持并焊接。
59.如此,第二集流盘9对应的箔材将直接与圆柱型壳体6电性连接,使壳体带电。
60.具体的,所述采用本发明实施例1的圆柱型电池盖板组件的一端为电池负极,第二集流盘9对应的一端为电池正极,圆柱型壳体6带正电。
61.以下介绍本实施例的圆柱型电池的装配步骤:卷绕好的卷芯7与第一集流盘8、第二集流盘9分别焊接到一起;焊接好集流盘的装配体与106圆柱型壳体6,将第二集流盘9圆柱型壳体6的底板焊接,再将盖板1盖在圆柱型壳体6开口处,并压紧,焊接密封;焊接完成后,在电池外侧将极柱中间部21与第一集流盘8焊接固定。
62.实施例3本实施例与实施例1基本相同,不同之处在于:塑胶件5连续填充于盖板1上表面、密封圈4和极柱2之间。
63.塑胶件5注塑成型后,需要与盖板1和极柱2之间形成类似榫卯的结构,从而达到固定的效果。具体的,所述极柱中间部21上设置有第三限位部210,所述盖板1上设置有第四限位部103,所述塑胶件5连续填充于第三限位部210和第四限位部103表面。
64.具体的,所述第四限位部103可以是开设在盖板1表面,并与极柱2同轴心的凸起环或者环槽,通过填充塑胶件5在第四限位部103表面,可限制盖板1相对于塑胶件5在水平面内移动。
65.具体的,所述第三限位部210可以是开设在极柱中间部21上的凸起环或者环槽,通过填充塑胶件5在第三限位部210表面,可限制盖板1相对于塑胶件5在水平面内移动。第三限位部210和第四限位部103共同作用,可以防止塑胶件5相对于盖板1和极柱2在竖直方向移动,进而将三者固定在一起。
66.具体的,为了防止塑胶件5转动,可在盖板1表面或者极柱2表面设置止转槽,填充塑胶件5后,即可以防止三者在水平面内转动。
67.在本实施例中,为了方便灌注塑胶件5并防止密封圈4脱落,所述第一限位部12与密封圈4外圈面相互抵持。
68.考虑到盖板1和卷芯7之间需要进行绝缘处理,防止盖板1碰到卷芯7上的极耳或者集流盘,导致短路。本实施例的所述塑胶件5包括相互分离的上塑胶部51和下塑胶部52,上塑胶部51连续填充于盖板1上表面、密封圈4和极柱2之间,下塑胶部52填充于盖板1下表面。如此,分两次注塑成型塑胶件5,上塑胶部51可以起到密封并固定盖板1、密封圈4和极柱2的作用;下塑胶部52可以起到隔离盖板1和卷芯7的作用。
69.以下介绍本实施例的圆柱型电池盖板组件的制备方法,包括以下步骤:先成型上塑胶部51。
70.先将盖板1、密封圈4和极柱2按照位置关系摆好并放入注塑模具型腔内,盖板1上表面朝上,密封圈4置于第一限位部12内且端面与极柱边缘部22贴紧;合模,注塑模具从底部抵持住极柱2,同时,注塑模具压住盖板1,盖板1在压力的作用下压紧密封圈4,达到密封效果;最后倒入热熔的注塑浆料,并经冷却成型得到上塑胶部51。
71.再成型下塑胶部52。
72.将盖板1底面朝上,并放入注塑模具型腔内,倒入热熔的注塑浆料,使得注塑浆料漫过盖板1最低高度(即底面朝上后的最高高度)表面,并经冷却成型得到下塑胶部52。
73.以上所述仅为本发明的较佳实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
