pur热胶生产线
技术领域
1.本实用新型涉及板材加工技术领域,特别涉及了一种提高生产效率的pur热胶生产线。
背景技术:
2.目前的板材平贴生产线中,对于需要进行加工的板材需先进行修边,但是一般修边工序与生产线都是独立的,等板材修边完后还需要将板材搬运至生产线上料;在板材上料至生产线上进行涂胶时,由于有些板材板面不平,对于一次涂胶会导致涂胶质量不佳,从而导致产品质量缺陷。
3.申请号cn201620311173.x公开了一种新型的pur胶平贴生产线,包括依次相接的进板输送排、除尘机、烘道输送排、涂胶机、烘道放料输送排、贴合机和出板输送排;涂胶机上设置的控胶钢辊、涂胶辊、扫平辊内设有加热管,使胶水的受热均匀;扫平辊在胶水涂布时,逆向转动,刮平因涂布时产生的拉丝,保持胶面的均匀平滑,涂胶机上还设有挡胶板,防止胶水泄露。本实用新型虽说加热方式均匀安全可靠,涂胶均匀平滑,杜绝了胶水的泄露,降低了企业的生产成本,减少了工人的清洁工作和环境污染;但是对于板材前序的修边工序没有衔接起来,板材在修边后还需经过搬运才能到达生产线上,此途中费时费力,降低工作效率,并且对于有些板面不平的板材,只经过一次涂胶并不能完全使涂胶后的板面保持平整。
4.本技术所要解决的技术问题为:设计一款将修边工序结合一体、并且适用于各种板面板材涂胶的pur热胶生产线。
技术实现要素:
5.为了克服现有技术的不足,本实用新型的目的在于提供提高工作效率的pur热胶生产线。
6.本实用新型所采用的技术方案为:pur热胶生产线,包括自动上料机和自动下料机,自动上料机后设有用于对板材进行加工的功能性设备,功能性设备包括八面修边装置、砂光机、静电除尘机、预热烘箱、涂胶设备、贴合机、自动切膜机、翻板机,自动上料机包括机架,机架上设有用于搬运板材的上料装置,八面修边装置包括输送装置,输送装置包括横向输送组和纵向输送组,横向输送组和纵向输送组正交设置,横向输送组设于机架正下方,上料装置位于横向输送组上方且能移动上料,涂胶设备用于对板材进行二次或多次涂胶,涂胶设备设有与之配合供胶的熔胶机,自动上料机后通过上料装置直接将板材搬运至八面修边装置,使得板材经过修边前序工作后直接进入后续设备,无需经过搬运,减少周转时间,并且横向输送装置和纵向输送装置正交设置,使得设备无需经过停机即可完成对板材的八面修边,提高工作效率,涂胶设备对板材经过两次涂胶,避免有些板材表面不平整经过一次涂胶后仍存有凹陷,提高涂胶后的板材质量,并且涂胶设备都配有相应的熔胶机,保证在涂胶时热熔胶水的供应。
7.在一些实施方式中,八面修边装置包括修边装置,修边装置包括横向修边机构和纵向修边机构,纵向输送组包括与横向输送组正交形成的过渡段,过渡段包括纵向输送辊和上下升降的转角输送排。
8.在一些实施方式中,八面修边装置包括第一机架,第一机架上设有与之固定安装的托板,托板上设有与之限位滑动的第一滑动板,横向修边机构和纵向修边机构分别与第一滑动板固定安装,本方案限定了横向修边机构和纵向修边机构与第一滑动板的安装方式。
9.在一些实施方式中,横向修边机构和纵向修边机构均包括上修边机构和下修边机构,上修边机构与下修边机构均设有支撑座,支撑座与第一滑动板固定安装,本方案限定了上修边机构和下修边机构与支撑座的安装方式。
10.在一些实施方式中,支撑座侧面设有与之横向固定安装的滑块,滑块设有与之限位滑动配合的安装板,安装板表面设有与之纵向固定安装的第二滑块,第二滑块设有与之限位滑动配合的第二滑动板,第二滑动板表面设有与之限位滑动配合的修边轮机构,修边轮机构与驱动杆传动连接,修边轮机构在第二滑动板表面倾斜滑动,修边轮机构包括对板材直接修边的砂轮,本方案限定了滑块与安装板、第二滑块与第二滑动板和第二滑动板与修边轮机构的连接方式。
11.在一些实施方式中,上修边机构与下修边机构的修边轮机构成水平镜像设置,本方案限定了上修边机构和下修边机构内部结构的设置方式。
12.在一些实施方式中,涂胶设备包括涂胶机,涂胶机设有两个且相邻设置,两个涂胶机用于对板材的二次涂胶,进行二次涂胶能够使涂胶更加均匀。
13.在一些实施方式中,涂胶机包括上胶装置,上胶装置包括驱动结构和胶辊结构,胶辊结构包括用于控制胶水胶量的控胶辊、用于将胶水涂覆在板材上的涂胶辊和用于将板材上胶水涂抹均匀的扫平辊,控胶辊上方设有相向移动供胶的游动胶枪,游动胶枪与熔胶机连通,扫平辊上方设有与之固定安装用于清理扫平辊上胶水的刮胶刀,游动胶枪用于持续供胶于控胶辊上,控胶辊用于控制胶水的稀稠度,涂胶辊用于将胶水均匀涂抹在板材上,扫平辊用于将板材上的胶水滚压均匀,并且扫平辊上设有刮胶刀,用于将扫平辊上面附着的胶水刮除干净,避免二次滚压时将附着的胶水再次涂抹在板材导致涂胶不均匀。
14.在一些实施方式中,涂胶机包括第二机架,第二机架上设有与控胶辊传动连接的控胶辊间隙调节阀,第二机架上设有与扫平辊传动连接的扫平辊间隙调节阀,驱动结构设有与胶辊结构传动连接的三辊升降马达,控胶辊间隙调节阀用于调节控胶辊和涂胶辊之间的间隙,保证胶层的厚度;扫平辊间隙调节阀用于调节扫平辊与涂胶辊之间的间隙,三辊升降马达用于控制扫平辊、涂胶辊和控胶辊与板材之间的间隙。
15.在一些实施方式中,涂胶机包括输送辊,输送辊包括分别与第二机架固定安装的前过渡辊和后过渡辊,前过渡辊和后过渡辊分别设有与之传动连接的前过渡升降气缸和后过渡升降气缸。
16.本实用新型的有益效果在于:
17.该pur热胶生产线通过将自动上料机直接连接八面修边装置,自动上料机的上料装置直接将板材搬运至横向输送组,使得板材经过前序修边工序即可进入后续生产线,无需经过搬运周转,减少周转时间,提高工作效率,并且生产线内设有两个涂胶机且相邻设
置,避免个别板材表面高低不平一次涂胶后仍会存有凹陷,提高板材的涂胶质量,并且每个涂胶机都相应配有熔胶机,保证每个涂胶机热熔胶水的供应,整个生产线通过将必要工序结合在一起,实现板材修边、涂胶以及贴合一体自动化,大大提高工作效率,提升产量。
附图说明
18.图1为本实用新型pur热胶生产线的结构示意图;
19.图2为本实用新型pur热胶生产线的自动上料机与八面修边装置装配结构示意图;
20.图3为本实用新型pur热胶生产线的八面修边装置俯视图结构示意图;
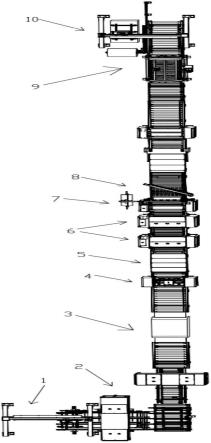
21.图4为本实用新型pur热胶生产线的整体结构示意图;
22.图5为本实用新型pur热胶生产线的内部结构示意图;
23.图6为本实用新型pur热胶生产线的八面修边装置局部a结构示意图;
24.图7为本实用新型pur热胶生产线的八面修边装置上修边机构结构示意图;
25.图8为本实用新型pur热胶生产线的八面修边装置下修边机构结构示意图;
26.图9为本实用新型pur热胶生产线的涂胶机结构示意图。
27.图中的标号与名称对应如下:1、自动上料机;2、八面修边装置;3、砂光机;4、静电除尘机;5、预热烘箱;6、涂胶设备;7、贴合机;8、自动切膜机;9、翻板机;10、自动下料机;201、横向输送组;202、纵向输送组;203、横向修边机构;204、纵向修边机构;205、过渡段;206、转角输送排;207、纵向输送辊;208、托板;209、第一滑动板;210、上修边机构;211、下修边机构;212、支撑座;213、安装板;214、第二滑动板;215、修边轮机构;601、上胶装置;602、驱动结构;603、胶辊结构;604、控胶辊;605、涂胶辊;606、扫平辊;607、游动胶枪;608、刮胶刀;609、第二机架;610、控胶辊间隙调节阀;611、扫平辊间隙调节阀;612、三辊升降马达;613、输送辊;614、前过渡辊;615、后过渡辊;616、前过渡升降气缸;617、后过渡升降气缸。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.请参阅图1-9,本实用新型提供一种技术方案:一种pur热胶生产线,包括自动上料机1和自动下料机10,在自动上料机1后连接有八面修边装置2,八面修边装置2包括输送装置和修边装置,自动上料机1包括机架101,机架101上设有用于搬运板材的上料装置,输送装置包括横向输送组201和纵向输送组202,横向输送组201设于机架101正下方,上料装置可在机架101上移动并升降,且上料装置在搬运板材时可移动至横向输送组201上方放下板材,再由横向输送组201将板材输送进修边装置进行修边,并且横向输送组201和纵向输送组202成正交设置,成正交设置即可保证板材在进行修边的时候不停机完成对板材的八面修边,修边装置包括横向修边机构203和纵向修边机构204,横向修边机构203负责板材在横向输送组201上运输时修边,纵向修边机构204负责板材在纵向输送组202上运输时修边,纵向输送组202包括与横向输送组201正交形成的过渡段205,过渡段205包括转角输送排206和纵向输送辊207,转角输送排206可上下升降,当板材从横向输送组201输送过来至转角输
送排206时,转角输送排206下降将板材过渡至纵向输送辊207上,接着由纵向输送组202上继续向前运输并进行修边,为保证有些表面存有凹陷的板材涂胶均匀并且使涂胶后的板材表面保持平整性,涂胶设备6包括两个涂胶机,并且两个涂胶机相邻设置,并且涂胶机设有与之配合供胶的熔胶机,保证每个涂胶机涂胶时胶水的供应。
30.八面修边装置2还包括第一机架,在第一机架上设有与之固定安装的托板208,托板208表面设有限位滑块,托板208上设有与之限位滑动的第一滑动板209,第一滑动板209依靠限位滑块在托板208上滑动,横向修边机构203和纵向修边机构204分别与第一滑动板209固定安装,进而实现横向修边机构203和纵向修边机构204在托板208上移动。
31.横向修边机构203和纵向修边机构204均包括上修边机构210和下修边机构211,上修边机构210和下修边机构211均设有支撑座212,支撑座212通过螺钉与第一滑动板209固定安装,支撑座212侧面设有与之横向固定安装的滑块,滑块设有与之限位滑动配合的安装板213,安装板213表面设有与之纵向固定安装的第二滑块,第二滑块设有与之限位滑动配合的第二滑动板214,第二滑动板214表面设有与之限位滑动配合的修边轮机构215,修边轮机构215与驱动杆传动连接,修边轮机构215在第二滑动板214表面倾斜滑动,修边轮机构215包括对板材直接修边的砂轮,上修边机构210与下修边机构211的修边轮机构215成水平镜像设置,上修边机构210与下修边机构211的结构相同,但是设计为相互交错设置,在输送装置两侧设有多个定位轮,定位轮能对进行输送修边的板材进行定位,以免发生位置的偏移导致修边精度错误,上修边机构210和下修边机构211对应设有用于装载修边产生的碎屑的载料桶,保证设备的清洁。
32.涂胶设备6包括涂胶机,并且涂胶机设有两个且相邻设置,两个涂胶机主要用于对板材的二次涂胶,涂胶机包括上胶装置601,上胶装置601包括驱动结构602和胶辊结构603,胶辊结构603包括用于控制胶水胶量的控胶辊604、用于将胶水涂覆在板材上的涂胶辊605和用于将板材上胶水涂抹均匀的扫平辊606,涂胶机包括第二机架609,控胶辊609、涂胶辊605和扫平辊606均固定安装于第二机架609上,在控胶辊609上方设有一根圆辊,在圆辊上装有两把相向移动的游动胶枪607,游动胶枪607与熔胶机连通,熔胶机将胶水热熔之后通过专用胶管供给给游动胶枪607,由游动胶枪607供给于涂胶辊605上,扫平辊606上方设有与之固定安装用于清理扫平辊606上胶水的刮胶刀608,扫平辊606主要用于将板材上的胶水涂抹均匀,扫平辊606上的刮胶刀608与扫平辊606相互接触,在扫平辊606转动时可将附着在扫平辊606上的胶水刮除干净,避免胶水滴漏在板材上影响板材工艺,驱动结构602包括与控胶辊604传动连接的控胶辊马达、涂胶辊605传动连接的涂胶辊马达和扫平辊606传动连接的扫平辊马达,控胶辊马达、涂胶辊马达和扫平辊马达分别用于调节控胶辊604、涂胶辊605和扫平辊606的传动以及与板材之间距离的升降。
33.第二机架609上设有与控胶辊604传动连接的控胶辊间隙调节阀610,第二机架609上设有与扫平辊606传动连接的扫平辊间隙调节阀611,驱动结构602设有与胶辊结构603传动连接的三辊升降马达612,控胶辊间隙调节阀611可以调节控胶辊604和涂胶辊605之间的间隙来控制涂胶量,扫平辊间隙调节阀611用于调节扫平辊606和涂胶辊605之间的间隙。
34.涂胶机包括输送辊613,输送辊613包括分别与第二机架609固定安装的前过渡辊614和后过渡辊615,前过渡辊614和后过渡辊615分别设有与之传动连接的前过渡升降气缸616和后过渡升降气缸617,输送辊613用于输送板材进上胶装置601进行上胶,前过渡升降
气缸616和后过渡升降气缸617用于调节过渡辊的高度使不同厚度板材在进行涂胶时能够顺利进入上胶装置601。
35.八面修边装置2后通过输送台连接有砂光机3,输送台上设有若干用于输送板材的圆辊,圆辊全部固定安装在输送台上,由一根传动轴连接并带动旋转为板材运输提供传动力,板材经八面修边装置2修边后通过输送台输送至砂光机3,由砂光机3对板材表面进行去毛刺、打磨,使板材表面变得精细,能够继续下一步工序的进行;板材经砂光机3打磨后继续由输送台运输至静电除尘机4进行除尘,为避免板材除尘后由于静电二次吸尘,在静电除尘机4上装有静电水装置负责将静电水喷洒在除尘毛刷上,由除尘毛刷对板材除尘时将静电水涂覆在板材上,防止板材二次静电;预热烘箱5包括第一输送辊,第一输送辊与输送台相互衔接,便于从静电除尘机4经过静电除尘后的板材运输至预热烘箱5上,在第一输送辊上方设有红外线灯管和保温箱,使用红外线灯管对板材板面进行加热,使板面温度快速上升至适合贴膜工艺所需的温度,使得板材在后续涂胶贴膜时更加牢固且不易起泡。
36.本实用新型的工作原理及使用流程:板材经自动上料机1的上料装置搬运至八面修边装置2的横向输送组201上,由横向输送组201将板材运输,横向修边机构203对板材的上下横边进行修边,此时板材在横向输送组201上边运输边修边,当板材运输至过渡段205时,转角输送排206下降,使板材从转角输送排206上过渡至纵向输送辊207上,由纵向输送组202继续向前运输,此时纵向修边机构204对板材的上下纵边进行修边,当板材纵向修边完成后就从八面修边装置2上由输送台输送至砂光机3上,由砂光机3对板材的表面进行去毛刺和打磨,使板面变得光滑平整,以便下一步工序的进行,经过打磨之后板材由输送台输送至静电除尘机4,由静电除尘机4对刚经过打磨的板面进行除尘,并且在静电除尘机4上增加设有静电水装置,可将静电水喷洒在除尘毛刷上,由除尘毛刷将静电水涂覆在板面上,避免因为静电二次吸尘,板材经静电除尘后再运输至预热烘箱5上,通过加热使板材板面升温,使板材在贴膜和涂胶时更加牢固也不易起泡,经过加热后再进行涂胶处理,为适用于有些板面不平的板材涂胶平整,涂胶机相邻设有两个,并且每个涂胶机都设有与之配合供胶的熔胶机,保证涂胶时胶水的供应,板材经过涂胶后由输送台运输至贴合机7进行贴合处理,再由运输台输送至自动切膜机8对板面贴合的薄膜进行追踪切割,最后由输送台输送至翻板机9,对板材进行翻板处理,最后由自动下料机10进行搬运下料完成整个生产工序。
37.最后应说明的是:以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。