1.本实用新型涉及模具检测定位结构技术领域,具体为一种模具检测定位一体化结构。
背景技术:
2.目前,在汽车零配件生产的过程中,通过模具进行加工是其中较为重要的一步。而模具在安装使用时需要安装在指定位置,对于模具的安装位置大多需要进行检测定位,从而防止在加工时导致加工的汽车零配件损坏。但是现有的模具安装位置检测定位一般是采用人工肉眼判断调整,该种方式不仅存在偏差的同时需要人工多次调控,增加了人工负担,同时在模具定位在安装位置后不能对模具提供固定力,导致模具在模具在使用时会产生晃动,影响到加工成型的汽车零配件质量,从而增加了加工成本。
技术实现要素:
3.本实用新型的目的在于提供一种模具检测定位一体化结构,以解决上述背景技术中提出的无法对模具的安装位置进行定位以及避免其使用时晃动问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种模具检测定位一体化结构,包括模具主体,所述模具主体上设置有检测定位组件,所述检测定位组件包括:可拆卸设置在模具主体前后侧底部的定位块;
5.滑动设置在所述模具主体底部的支撑座;
6.以及设置在所述支撑座顶部的检测定位部;
7.其中,所述检测定位部包括:滑动设置在支撑座顶部且置于模具主体一侧的推板以及滑动设置在支撑座顶部且置于模具主体另一侧的定位板,所述定位板上设置有压固部,所述检测定位部用于对模具主体定位且在定位时通过所述压固部给予模具主体向下的固定力。
8.进一步改进在于,所述推板的底部通过一组t形滑块一与支撑座顶部中央的t形滑槽一配合滑动连接,且t形滑槽一内转动设置有螺柱一,t形滑块螺纹套设于螺柱一外壁,所述螺柱一的左端活动贯穿支撑座左侧壁。
9.进一步改进在于,所述定位板的底部通过两组t形滑块二与支撑座顶部的t形滑槽二配合滑动连接,t形滑槽一置于两组t形滑槽二内侧,t形滑槽二内转动设置有螺柱二,t形滑块螺纹套设于螺柱二外壁,所述螺柱二的右端活动贯穿支撑座右侧壁,所述支撑座右侧壁中部转动设置辅助杆,且辅助杆和两组螺柱二之间通过链轮传动组传动连接。
10.进一步改进在于,所述压固部包括:
11.分别设置在所述定位板外侧两端的两组压气装置一;
12.设置在所述定位板前后侧底部的支撑架;
13.设置在所述支撑架另一端的u形架;
14.通过安装架设置在u形架顶部的压气装置二;
15.以及滑动设置在u形架内与定位块配合的l形压块;
16.所述压气装置一和压气装置二的内腔通过气管相互连通,所述压气装置一和压气装置二结构相同,均包括密封筒、活动设置在密封筒内的活塞、与活塞一端连接的活塞杆、套设在活塞杆外壁的弹性件以及开设在密封筒一侧的通气口,所述l形压块置于模具主体外侧。
17.进一步改进在于,所述压气装置一中的活塞杆另一端活动贯穿密封筒以及定位板并连接有接触盘,所述压气装置二中的活塞杆另一端与l形压块顶部连接,所述接触盘在移动的模具主体推动下,所述压气装置一中的密封筒内部空气通过气管进入压气装置二中的密封筒内部。
18.进一步改进在于,所述u形架通过两侧内壁的滑块与l形压块两侧壁的竖向滑槽配合滑动连接,竖向滑槽顶部内壁连接有弹性复位件一端,所述弹性复位件另一端与滑块顶部连接。
19.进一步改进在于,所述模具主体底部前后侧均设置矩形滑块,且支撑座顶部开设有与矩形滑块适配的滑槽。
20.综上所述,本技术公开有一种模具检测定位一体化结构。
21.本技术方案通过使得该用于加工汽车零部件的模具主体滑动设置于支撑座上,通过螺柱二调整定位板确定模具主体的安装位置,通过转动螺柱一使得推板推动模具主体移动直至其与定位板的另一侧贴合即可将模具主体定位在安装位置,使用方便快捷的同时定位稳定性高,降低该用于加工汽车零部件的模具主体在使用时出现水平方向晃动,提高加工质量;
22.更进一步地,在上述结构设计的基础上,本技术还通过设置有压固部,推板推动模具主体移动时,使得用于加工汽车零部件的模具主体另一侧与接触盘接触,并且在该模具主体继续移动时将压气装置一中密封筒内的空气通过气管压入对应的压气装置二中密封筒,进而压气装置二压动l形压块向下,在模具主体与定位板一侧贴合时,l形压块接触定位块并给予其向下的压力,降低模具主体在使用时出现竖直方向晃动,提高加工质量。
附图说明
23.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
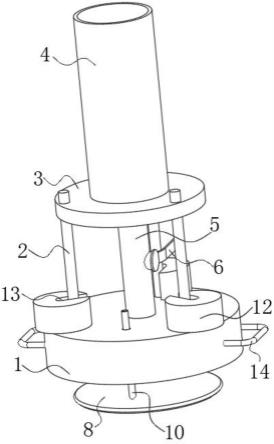
24.图1是本技术一种模具检测定位一体化结构立体图;
25.图2是本技术一种模具检测定位一体化结构中检测定位部立体图;
26.图3是本技术一种模具检测定位一体化结构中压固部立体图。
27.图中:1、模具主体;2、检测定位组件;21、定位块;22、支撑座;23、检测定位部;231、螺柱一;232、推板;233、定位板;234、驱动杆;235、链轮传动组;236、螺柱二;24、压固部;241、压气装置一;242、接触盘;243、气管;244、压气装置二;245、u形架;246、支撑架;247、l形压块;248、弹性复位件。
具体实施方式
28.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描
述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
29.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
30.实施例1
31.请参考图1,一种模具检测定位一体化结构,包括模具主体1,模具主体1上设置检测定位组件2,该检测定位组件2包括采用螺栓固定设置在模具主体1前后侧底部的定位块21以及设置在模具主体1底部的支撑座22,定位块21用于与下文会详细说明的压固部24配合,以避免在模具主体1使用时出现竖直方向的移动;
32.其中,模具主体1底部设置有两组滑块与支撑座22顶部开设的滑槽配合,滑块为矩形滑块,使得模具主体1可向上脱离支撑座22,模具主体1可通过滑块和滑槽在支撑座22顶部水平移动,在支撑座22的顶部设置检测定位部23,用于将模具主体1定位在指定的安装位置。该模具主体1为本领域中常规的加工汽车零部件的模具,在此不另做详述;
33.如图2所示,检测定位部23包括设置在模具主体1一侧的推板232,该推板232采用底部的一组t形滑块一与支撑座22顶部中部开设的t形滑槽一配合滑动连接,并且该t形滑块一螺纹套设在螺柱一231外壁,螺柱一231转动驱动t形滑块一在t形滑槽一内水平移动,螺柱一231水平设置在t形滑槽一内;
34.其中,螺柱一231的右端采用轴承与t形滑槽一右侧内壁转动连接,螺柱一231的左端活动贯穿支撑座22左侧壁后连接供使用人员手动转动的手轮。通过转动手轮,使得螺柱一231转动,进而推板232推动模具主体1移动至指定的安装位置。
35.实施例2
36.如图2所示,在支撑座22顶部且位于模具主体1另一侧的位置设置有定位板233,定位板233采用底部两侧的t形滑块二与支撑座22顶部开设的t形滑槽二配合滑动连接,t形滑槽二置于t形滑槽一外侧,定位板233可通过t形滑块二和t形滑槽二在支撑座22顶部水平移动,t形滑块二螺纹套设于螺柱二236外壁,螺柱二236转动使得过t形滑块二在t形滑槽二内移动,调整定位板233的位置,即对模具主体1的安装位置进行确定,在后续通过推板232推动模具主体1使模具主体1的另一侧与定位板233接触即可;
37.其中,螺柱二236转动设置在t形滑槽二内,并且螺柱二236的左端采用轴承与t形滑槽二的左侧内壁转动连接,螺柱二236的另一端均活动贯穿支撑座22右侧壁,在支撑座22的右侧壁且置于两组螺柱二236之间的位置转动设置有驱动杆234,驱动杆234和两组螺柱二236通过链轮传动组235传动连接;
38.需要说明的时,驱动杆234的另一端设置供使用人员手动转动的手轮。链轮传动组235属于现有技术,由链轮和链条组成,在转动驱动杆234时,通过链轮传动组235使得两组螺柱二236同步同方向移动,实现定位板233在支撑座22顶部的位置调节。
39.实施例1和实施例2中的推板232和定位块21相对一侧均设置柔性橡胶垫与模具主体1外壁接触,避免造成模具主体1外壁损伤。
40.实施例3
41.如图3所示,压固部包括设置在定位板233外侧壁的压气装置一241,压气装置一241为两组,两组压气装置一241分别设置在定位板233外侧壁两端,压气装置一241的内侧
设置与模具主体1另一侧配合的接触盘242,在定位板233的前后侧对称设置有l形的支撑架246,在支撑架246的另一端设置有u形架245,在u形架245内滑动插设有与定位块21配合的l形压块247,l形压块247置于模具主体1外侧与定位块21对应,在u形架245的顶部通过安装架设置有带动l形压块247上下移动的压气装置二244,压气装置二244内腔和压气装置一241内腔通过气管243互相连通;
42.其中,压气装置一241和压气装置二244结构相同,均包括一组密封筒、活动设置在密封筒内的活塞以及与活塞一端连接的活塞杆。压气装置一241中的活塞杆另一端活动贯穿密封筒一侧以及定位板233后连接接触盘242;压气装置二244中的活塞杆另一端活动贯穿密封筒一侧后与l形压块247顶部连接,在模具主体1被推板232推动逐渐向定位板233移动,会与接触盘242接触,同时通过压气装置一241中的活塞杆带动活塞在密封筒一内移动,此时,密封筒内的空气通过气管243进入压气装置二244中的密封筒,使得该密封筒内的活塞带动活塞杆,使得l形压块247向下接触定位块21,并给予模具主体1向下的压力,以避免在模具主体1使用时出现竖直方向的移动;
43.需要说明的是,从如图3可看出,气管243一端与压气装置二244中的密封筒顶部连通,气管243另一端与压气装置一241中的密封筒侧壁外端连通,同时在活塞杆外壁设置有弹性件,该弹性件为弹簧,用于密封筒内的活塞在后续复位。在密封筒的一侧还设置通气口(图中未示出),使得活塞可在密封筒内移动保证密封筒内外气压平衡;
44.更进一步的,l形压块247两侧壁通过竖向滑槽与u形架245内壁的滑块配合,初始时,如附图3,滑块置于竖向滑槽底部,使得l形压块247可在压气装置二244的作用下进行移动,在竖向滑槽的顶部内壁通过弹性复位件248与滑块顶部连接,用于在后续辅助l形压块247复位;
45.还可选择的,竖向滑槽顶部内壁连接有弹性复位件248一端,弹性复位件248另一端与滑块顶部连接,弹性复位件248为弹簧,用于辅助l形压块247后续复位。
46.综上所阐述,该模具检测定位一体化结构的工作原理如下:
47.通过手动转动驱动杆234一侧的手轮,通过链轮传动组235带动两组螺柱二236同步带动两组螺柱二236同步同方向转动,使得定位块21在支撑座22顶部移动,即对模具主体1的安装位置进行确定,通过转动螺柱一231一端的手轮使得推板232在支撑座22顶部移动,推板232接触模具主体1一侧后并推动模具主体1在支撑座22顶部移动,使得模具主体1另一侧与接触盘242接触,并且在其继续移动时将压气装置一241中密封筒内的空气通过气管243压入对应的压气装置二244中密封筒,进而压气装置二244压动l形压块247向下,在模具主体1与定位板233一侧贴合时,l形压块247接触定位块21并给予其向下的压力。
48.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。