1.本实用新型涉及智能终端产品的制造设备,尤其涉及一种手机固化用生产线。
背景技术:
2.在手机、笔记本、平板电脑、耳机、智能手表及智能手环等智能终端产品的生产加工过程中,常常需要通过点胶对上述产品的组件进行粘接,点胶后,在将产品输送至下一工站之前,为了确保粘接的牢固度,还需要将粘接而成的产品的半成品或成品静置一定时间以等待胶水固化。现阶段,通常是通过人工将点胶完成的半成品或成品逐一放置在货架上进行静置,当下一工站需要取用时,再人工将其取出并放至下一工站,人工作业效率低、耗时长且人工成本高。并且,如由手机屏幕与手机主体粘接而成的手机在点胶后,往往需要2-3小时的常温静置,胶水方能固化,而在固化过程中,为了防止尚未粘牢的手机屏幕与手机主体间移位,常常需要载具对二者进行保压固定,因而还涉及到载具的开合与手机半产品的装入及取出,从而进一步影响人工装卸效率,且对装卸的准确度具有一定要求,其中,为了节约空间,往往还需要对载有产品的载具进行码垛,则又涉及到码垛效率及精度的问题。
3.因此,亟需一种能够实现自动化流水作业、结构紧凑、取放精度高且高效的手机固化用生产线来克服上述问题。
技术实现要素:
4.本实用新型的目的是提供一种能够实现自动化流水作业、结构紧凑、取放精度高且高效的手机固化用生产线。
5.为了实现上述目的,本实用新型公开了一种手机固化用生产线,其包括顺次对接的上料机、固化机与下料机,以及布置于所述上料机、所述固化机及所述下料机三者的下侧方的回流线,还包括于所述上料机、所述固化机、所述下料机及所述回流线之间循环传送的若干载具,所述固化机具有呈上下平行布置的上输送带与下输送带,所述载具包括底座与可拆卸地连接于所述底座上的上盖,所述上料机用于承接所述回流线所传送的空的所述载具及所述载具之上盖与底座的分离与组接,以便将手机固定于所述底座与所述上盖之间,并将载有手机的所述载具传送并码垛于所述上输送带或所述下输送带上,所述固化机将码垛于所述上输送带及所述下输送带上的所述载具按照放入的先后顺序向着所述下料机的方向传送,所述下料机用于承接所述固化机所传送的载具及所述载具之上盖与底座的分离与组接,以便将所述手机从所述载具上取下并移送出料,并将空的所述载具向下移送到所述回流线上,由所述回流线将空的所述载具由所述下料机传送至所述上料机中。
6.较佳地,所述下输送带的长度尺寸大于所述上输送带的长度尺寸,并小于所述回流线的长度尺寸。
7.较佳地,所述上料机包括顺次对接的进料输送带、前衔接装置与上料输送带,以及架设于所述进料输送带上方的拆装装置与架设于所述上料输送带上方的前搬运装置,所述前衔接装置用于沿z轴方向直线移动,以将空的所述载具由所述回流线承接并传送至所述
进料输送带上,并将载有手机的所述载具由所述进料输送带承接并传送至所述上料输送带上,所述进料输送带用于将空的所述载具由所述前衔接装置向着所述拆装装置的方向反向传送,并将载有手机的所述载具由所述拆装装置向着所述前衔接装置的方向正向回传,所述拆装装置用于沿z轴方向直线移动,以将空的所述载具的上盖从所述底座上取下,以便待固化的手机的装载,还将取下的所述上盖放回至载有手机的所述底座上,所述前搬运装置往返于所述上料输送带与所述固化机之间,用于将所述上料输送带上的所述载具选择性地码垛于所述上输送带或所述下输送带上。
8.较佳地,所述进料输送带包括以一定间距并列设置的两环形带、布置于所述两环形带之前且位于二者的相对下侧方的顶推件、呈对称地布置于所述两环形带的外侧端的两定位件及呈对称地布置于所述两环形带的外侧端的两解锁件,所述两环形带相配合用于传送托载于二者上的所述载具,所述顶推件沿z轴方向呈可移动地布置,用于将所述载具顶推至脱离所述两环形带或放回至所述两环形带上,所述两定位件与所述两解锁件分别沿y轴方向相向移动或背向移动,所述两定位件用于从所述载具的左右两侧固定所述载具的底座,所述两解锁件用于驱使所述载具上的扣接件转动,从而解除或恢复所述上盖与所述底座间的连接。
9.较佳地,所述前衔接装置包括z轴直线模组及呈平行且间隔开地连接于所述z轴直线模组的输出端的上层传送带与下层传送带,所述下层传送带与所述上层传送带二者在所述z轴直线模组的驱使下沿z轴方向直线移动,分别用于空载具的传送与载有手机的载具的传送,且所述二者的传送方向相反。
10.较佳地,所述拆装装置包括呈对称布置的两拆装夹爪与一一对应地穿置于两所述拆装夹爪上的两压头,两所述拆装夹爪用于沿z轴方向直线移动及沿y轴方向相向运动或背向运动,以夹紧或松开位于二者间的所述载具之上盖,并将所述上盖夹取至脱离所述底座或放回至所述底座上,两所述压头用于相对两所述拆装夹爪沿z轴方向直线移动,以抵压放回至所述底座上的所述上盖。
11.较佳地,所述前搬运装置包括驱动机构及连接于所述驱动机构的输出端的两上料夹爪,所述驱动机构用于驱使两所述上料夹爪沿x轴方向、y轴方向及z轴方向直线运动,还用于驱使所述两上料夹爪相向移动或背向移动,使得所述两上料夹爪得以将所述上料输送带上的所述载具选择性地码垛于所述上输送带或所述下输送带上。
12.较佳地,所述下料机包括顺次排布的后搬运装置、定位装置、下料装置、后衔接装置与下料输送带,所述后搬运装置往返于所述固化机、所述定位装置及所述后衔接装置之间,用于将固化机中的所述载具移送到所述定位装置上,并在所述定位装置对所述底座进行固定的作用下将所述载具的上盖从所述底座上取下,还将取下的所述上盖放回至手机已取走的所述底座上,并将空的所述载具移送至所述后衔接装置上,所述下料装置用于将所述手机由所述底座取送至所述下料输送带上,所述下料输送带对所述手机进行传送以出料,所述后衔接装置用于沿z轴方向直线移动,以将空的所述载具向下移送至所述回流线上。
13.较佳地,所述后搬运装置包括驱动机构与连接于所述驱动机构的输出端的两下料夹爪及两压头,所述两下料夹爪沿x轴方向呈对称地布置,所述两压头沿y轴方向呈对称地布置,所述驱动机构用于驱使所述两下料夹爪及所述两压头沿x轴方向、y轴方向及z轴方向
直线运动,并用于驱使所述两下料夹爪相向移动或背向移动,还用于驱使两所述压头相对所述两下料夹爪沿z轴方向直线运动,使得所述两下料夹爪相配合以夹取或松开所述载具或所述载具之上盖,使得所述两压头与放回至所述底座上的所述上盖相抵接或分离。
14.较佳地,所述回流线上沿其传送方向顺次设有移除装置与供料装置,所述移除装置用于对所述载具之上盖与底座是否对位组接进行检测,并将检测不合格的所述载具从所述回流线上移除,所述供料装置用于所述回流线上空的所述载具的上料传送及缺失的所述载具的补充传送。
15.与现有技术相比,本实用新型手机固化用生产线包括顺次对接的上料机、固化机与下料机,由于载具包括可拆卸地连接的底座与上盖,则通过上料机自动实现载具之上盖与底座的分离与组接,以便将手机固定于底座与上盖之间,并将载有手机的载具自动码垛于固化机中,结合固化机包括上下平行布置的上输送带与下输送带上,从而有效提高固化机中载有手机的载具的存放量,进而提高固化效率;并且,固化机还自动将码垛于上输送带及下输送带上的载具按照放入的先后顺序向着下料机的方向传送,从而实现先进先出的传送,有效控制固化时间,结合下料机自动实现载具之上盖与底座的分离与组接,以便将固化后的手机从载具取出以出料,并将空载具移送到设于上料机、固化机与下料机三者的下侧方的回流线上,从而自动实现各载具于上料机、固化机、下料机及回流线中的循环传送,进一步提高固化效率,且有效提高载具的使用率。本实用新型手机固化用生产线可实现自动化流水作业,结构紧凑、布局合理、取放精度高且自动化程度高,省略了人工转运,有效降低了制造成本。
附图说明
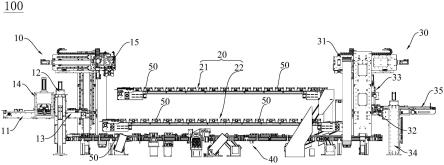
16.图1是本实用新型手机固化用生产线的结构图。
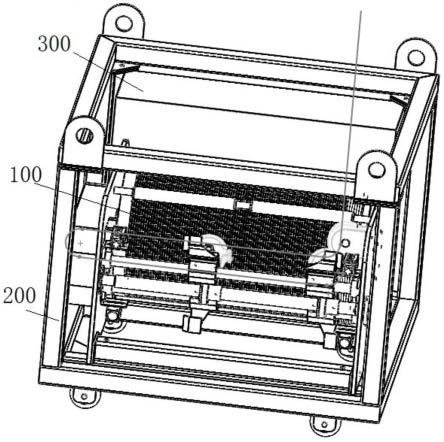
17.图2是本实用新型手机固化用生产线隐藏了机壳的结构图。
18.图3是本实用新型的载具的分解图。
19.图4是本实用新型的载具的立体图。
20.图5是本实用新型的进料输送带的立体结构图。
21.图6是本实用新型的前衔接装置的立体结构图。
22.图7是本实用新型的拆装装置的平面结构图。
23.图8是本实用新型的前搬运装置的立体结构图。
24.图9是本实用新型的下料机的平面结构图。
25.图10是本实用新型的后搬运装置的立体结构图。
26.图11是本实用新型的定位装置的立体结构图。
27.图12是本实用新型的下料装置的立体结构图。
28.图13是本实用新型的回流线的平面结构图。
29.图14是本实用新型的载具移除装置的立体结构图。
具体实施方式
30.为详细说明本实用新型的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
31.先参阅图1至图4,本实用新型涉及手机、笔记本、平板电脑、耳机、智能手表及智能手环等智能终端产品,尤其是制程中涉及胶水组接及胶水固化的智能终端产品,于本技术中,智能终端产品具体为手机200,其手机屏幕与手机主体之间对位组接后通过胶水进行固定,因而需要等待胶水固化而实现牢固组接。本实用新型提供了一种手机固化用生产线100,主要用于对涉及胶水组接的手机200进行常温静置固化,从而实现手机屏幕与手机主体间的牢固组接。整体而言,本实用新型优选实施例所提供的手机固化用生产线100包括顺次对接的上料机10、固化机20与下料机30以及布置于上料机10、固化机20及下料机30三者的下侧方的回流线40,还包括于上料机10、固化机20、下料机30及回流线40之间循环传送的若干载具50。其中,固化机20具有呈上下平行布置的上输送带21与下输送带22,载具50包括底座51与可拆卸地连接于底座51上的上盖52。上料机10用于承接回流线40所传送的空载具50及所承接的载具50之上盖52与底座51的分离与组接,以便将手机200固定于底座51与上盖52之间,还用于将载有手机200的载具50传送并码垛于上输送带21或下输送带22上,固化机30用于将码垛于上输送带21及下输送带22上的载具50按照放入的先后顺序向着下料机30的方向传送,下料机30用于承接固化机20所传送的载有手机200的载具50,并用于所承接的载具50之上盖52与底座51的分离与组接,以便将手机200从载具50上取下并移送出料,并将空载具50向下移送至回流线40上,由回流线40将空载具50由下料机30传送至上料机10中。
32.需要说明的是,本实用新型的手机固化用生产线100还包括控制系统,控制系统与上料机10、固化机20、下料机30及回流线40四者电性连接,用于控制所述四者间的协调动作,其中,控制系统为现有的控制系统,其结构及控制原理均为本领域的公知,故在此不再对其进行详细的描述。
33.参阅图3和图4,具体地,载具50为塑胶件,底座51包括设于其相对中心位置处的安置卡位51a及呈对称地枢接于底座51的左右两相对侧的两扣接件511,安置卡位51a的形状与手机200的外轮廓的形状相对应,从而便于手机200的安置,上盖52通过两扣接件511锁扣于所述底座51上,从而将手机200安全且牢固的固定于二者之间。其中,上盖52的外形尺寸略小于底座51的外形尺寸,从而不仅便于二者间的组接,且便于载具50间的叠置。具体地,上盖52的左右相对侧处设有与两扣接件511呈一一对应地布置的两凹陷槽52a,扣接件511的相对下端枢接于底座51上而形成枢接端,扣接件511的相对上端可绕着枢接端转动至与上盖52的对应侧的凹陷槽52a的槽壁相扣接或分离,从而将上盖52锁扣于底座51上或解除对上盖52的锁扣。优选地,底座51上还设有布置于安置卡位51a的左右两相对侧的定位柱512与导向柱513,上盖52上对应设有与定位柱512及导向柱513相匹配的定位孔(图中未示出)及导向槽52b,从而通过定位柱512与定位孔的插接配合及导向柱513与导向槽52b的限位配合,高效且便捷地实现上盖52与底座51间的组接。进一步地,定位柱512与导向柱513的数量均为两个,两个定位柱512与两个导向柱513分别以对应侧的扣接件511为中心呈对称地布置。
34.以下,参阅图1、图2、图5至图8,对上料机10的结构及工作原理进行说明:
35.先参阅图1和图2,整体而言,上料机10包括顺次对接的进料输送带11、前衔接装置12与上料输送带13、架设于进料输送带11上方的拆装装置14以及架设于上料输送带13上方的前搬运装置15。具体地,前衔接装置12用于相对回流线40沿z轴方向直线移动,以将空载
具50由回流线40承接并传送至进料输送带11上,还将载有手机200的载具50由进料输送带11承接并传送至上料输送带13上。进料输送带11用于将空载具50由前衔接装置12向着拆装装置14的方向反向传送,还用于将载有手机200的载具50由拆装装置14向着前衔接装置12的方向正向回传,即进料输送带11先反向传送实现载具50中手机200的装载,再正向传送实现对载有手机200的载具50的移送。拆装装置14用于相对进料输送带11沿z轴方向直线移动,以将空载具50的上盖52从底座51上取下,以便待固化的手机200的装载,并将取下的上盖52放回至载有手机200的底座51上,从而固定手机200。前搬运装置15往返于上料输送带13与固化机20之间,用于将上料输送带13上的载具200选择性地码垛于上输送带21或下输送带22上。
36.具体地,在一些实施例中,为了便于手机200的装载,进料输送带11的相对前侧端位于上料机10的机体的外部,即未罩设于机壳之中,从而便于在上料机10的外部通过人工或机械手将手机200安置于底座51中。进一步地,上料机10的外部还设有识别组件16,用于对手机200是否安置到位及手机200的条码信息进行扫码识别,并将识别信息反馈给控制系统。具体地,识别组件16包括间隔开地布置于进料输送带11的上侧方的测高仪与扫码枪,分别对手机200是否安置到位及手机200的条码信息进行扫码识别及反馈。
37.结合图2和图5,具体地,进料输送带11包括以一定间距并列设置的两环形带111、布置于两环形带111之间且位于二者的相对下侧方的顶推件112、呈对称地布置于两环形带111的外侧端的两定位件113及呈对称地布置于两环形带111的外侧端的两解锁件114,两环形带111相配合用于传送托载于二者上的载具50,具体沿x轴方向传送载具50,顶推件112沿z轴方向呈可移动地布置,用于将载具50顶推至脱离两环形带111或放回至两环形带111上,两定位件113用于沿y轴方向相向移动或背向移动,以从载具50的左右两侧固定载具50的底座51,两解锁件114用于沿y轴方向相向移动或背向移动,以驱使底座51上的两扣接件512转动,从而解除或恢复上盖52与底座51间的连接。优选地,定位件113的数量为四个,四个定位件113两两对称地布置于两环形带111的外侧端,从而进一步提高定位的稳定性。
38.具体工作时,两环形带111在与之连接的步进电机115的驱使下同步转动,以将载具50由后向前地传送至顶推件112的上方,即拆装装置14的正下方,顶推件112随之在与之连接的顶推气缸116的驱使下沿z轴方向直线上移,从而将载具50顶推至脱离两环形带111的传送,使得载具50的底座51处于与定位件113及解锁件114相对平齐的位置,然后,两定位件113在与之一一对应地连接的定位气缸117的驱使下沿y轴方向直线移动而相对靠近,对应与底座51的左右两侧壁相抵接,从而固定底座51,最后,两解锁件114在与之一一对应地连接的解锁气缸118的驱使下沿y轴方向直线移动而相对靠近,从而驱使底座51的左右两相对侧的两扣接件511转动,以解除上盖52与底座51间的锁扣连接,便于拆装装置14将上盖52于底座51上拆下,以便手机200的装载;随后,两环形带111继续将载具50由后向前地传送到本机的外部,由人工或机械手将手机200装入底座51后,两环形带111改变传送方向,将载有手机200的载具50从前至后地传送到拆装装置14的下方,由拆装装置14将之前拆下的上盖52放回至底座51上,解锁件114随之反向动作,从而将手机200固定于上盖52与底座51之间,之后,定位件113及顶推件112依次反向动作,即可将载有手机200的载具50放回至两环形带111上,最后,两环形带111将载有手机200的载具50由拆装装置14向着前衔接装置12的方向传送。
39.结合图2和图6,具体地,前衔接装置12包括安设于支架121上的z轴直线模组122及呈平行且间隔开地连接于z轴直线模组122的输出端的上层传送带123与下层传送带124,下层传送带124与上层传送带123二者在z轴直线模组122的驱使下沿z轴直线移动,分别用于空载具50的承接及传送与载有手机200的载具50的承接及传送,二者的传送方向相反,从而通过上层传送带123与下层传送带124的上下移动,对位准确且高效地实现载具50的不间断供料。其中,上层传送带123与下层传送带124分别通过呈平行且间隔开地布置的两环形皮带125传送载具50。具体地,上料输送带13也是通过间隔布置的两环形皮带传送载具50,与进料输送带11的结构的主要不同之处在于因无需拆装上盖52而省略了顶推件112、定位件113及解锁件114,对应也省略了顶推气缸116、定位气缸117与解锁气缸118。
40.具体地,于初始位,上层传送带123与进料输送带11及上料输送带13相平齐,三者顺次对接,而下层传送带124与回流线40的输出端相平齐。工作时,下层传送带124先动作,以承接回流线40所传送的空载具50,然后,上层传送带123与下层传送带124在z轴直线模组122的驱使下,沿z轴方向上移,使得载有空载具50的下层传送带124上移至与进料输送带11相对接,从而将空载具50传送到进料输送带11上,而当上盖52锁扣于载有手机200的底座51上后,上层传送带123与下层传送带124在z轴直线模组122的驱使下,沿z轴方向下移,使得上层传送带123恢复到与进料输送带11及上料输送带13相平齐的位置,从而将载具50由进料输送带11承接并传送至上料输送带13,由上料输送带13将载具50传送至便于前搬运装置15取送的位置。
41.结合图2和图7,具体地,拆装装置14包括呈对称布置的两拆装夹爪141与一一对应地穿置于两拆装夹爪141上的两压头142,两拆装夹爪141用于沿z轴方向直线移动及沿y轴方向相向运动或背向运动,以夹紧或松开位于二者间的载具50之上盖52,并将上盖52夹取至脱离底座51或放回至底座51上,两压头142用于相对两拆装夹爪141沿z轴方向直线移动,以抵压放回至底座51上的上盖52。具体地,于本实施例中,拆装装置14还包括支撑架143、升降气缸144、连接板145、夹取气缸146及两压合气缸147,升降气缸144安设于支撑架143的顶侧端的中心位置处,连接板145滑设于支撑架143的直线导轨1431上,且与升降气缸144的输出端连接,夹取气缸146安设于连接板145的相对底侧端的中心位置处,两压合气缸147以夹取气缸146为中心呈对称地安设于连接板145的相对底侧端的两相对侧,两拆装夹爪141沿y轴方向呈对称地连接于夹取气缸146的输出端,两压头142的相对上端穿过连接板145上对应的穿置孔后与两压合气缸147一一对应地连接,两压头142的相对下端呈对称地悬置于两拆装夹爪141之间,且位于两拆装夹爪141的相对上方。
42.当进料输送带11将空的载具50传送到拆装装置14的下方时,两拆装夹爪141与两压头142先在升降气缸144的驱使下,沿z轴方向同步下移以靠近载具50,两拆装夹爪141随之在夹取气缸146的驱使下,沿y轴方向相向运动,从而夹紧载具50的上盖52,最后在升降气缸144的驱使下,沿z轴方向同步上移以远离底座51,从而将上盖52从底座51上拆下;当将手机200放入到底座51中后,两拆装夹爪141与两压头142先在升降气缸144的驱使下,沿z轴方向同步下移以靠近底座51,使得上盖52与底座51相抵接,两拆装夹爪141随之在夹取气缸146的驱使下,沿y轴方向背向运动,从而松开上盖52,使其扣合在底座51上,之后,两压头142在对应的压合气缸147的驱使下,沿z轴方向同步下移,从而使得上盖52紧密扣合于底座51上,最后,压合气缸147与升降气缸144上移复位,由进料输送带11上的解锁件114解除对
扣接件512的抵推,扣接件512复位,将上盖52锁扣于底座51上。
43.结合图2和图8,具体地,前搬运装置15包括驱动机构151及连接于驱动机构151的输出端的两上料夹爪152,驱动机构151用于驱使两上料夹爪152沿x轴方向、y轴方向及z轴方向直线运动,还用于驱使两上料夹爪152相向移动或背向移动,使得两上料夹爪152得以将上料输送带13上的固定有手机200的载具50选择性地码垛于上输送带21或下输送带22上。其中,驱动机构151包括z轴直线模组1511、连接于z轴直线模组1511的输出端的y轴直线模组1512、连接于y轴直线模组1512的输出端的x轴直线模组1513及连接于x轴直线模组1513的输出端的夹取气缸1514,两上料夹爪152呈对称地连接于夹取气缸1514的输出端,z轴直线模组1511、y轴直线模组1512及x轴直线模组1513分别用于驱使两上料夹爪152沿x轴方向、y轴方向及z轴方向直线运动,夹取气缸1514用于驱使两上料夹爪152相向移动或背向移动。
44.具体地,于一些实施例中,前搬运装置15还包括两辅助件153,两辅助件153沿z轴方向可移动地连接于驱动机构151的输出端,且一一对应地布置于两上料夹爪152的相对外侧,用于在对应连接的辅助气缸154的驱使下相对两上料夹爪152沿z轴方向直线运动,从而相配合地从对角处对叠置的载具50进行整形对位。具体地,辅助件153具体为可转动地连接于辅助气缸154的输出端的两滚轮1531,每一辅助件153中的两滚轮1531呈90
°
夹角的布置,从而与载具50的相邻的两侧壁对应抵接,以从外侧滚动地对叠置的载具50进行整形,使得各载具50对位准确的叠置,便于取送。
45.回到图2,具体地,下输送带22的长度尺寸大于上输送带21的长度尺寸,并小于回流线40的长度尺寸,从而形成错位,便于上料机10对载具50于上输送带21与下输送带22上的码垛上料以及下料机30对上输送带21与下输送带22上的载具50的取送。其中,上输送带21与下输送带22分别通过皮带承接及传送载具50。优选地,为了提高固化机20中载具50的存放量,载具50于上输送带21与下输送带22上分别呈矩阵排布。具体地,上输送带21上可承接3排16列个载具50,上料时,当每列的3个载具50都安置到位后,上输送带21才会向后移动一步以送料,同时下料也是将同列的3个载具50都取走后,才发出信号,使得上输送带21继续送料,从而实现先进先出。对应地,下输送带22上可承接3排21列个载具50。在一些实施例中,为了进一步提供载具50的存放量,还可向上叠置载具50,则上输送带21上可承接3排16列且6层个载具50,下输送带22上可承接3排21列且6层个载具50,按照同列及逐层的方式取放即可,从而更大范围的提高载具50的存放量。
46.以下参阅图2、图9至图12,对下料机30的各装置的结构及工作原理进行说明:
47.先参阅图2和图9,整体而言,下料机30包括顺次排布的后搬运装置31、定位装置32、下料装置33、后衔接装置34与下料输送带35,后搬运装置31往返于固化机20、定位装置32及后衔接装置34之间,用于将固化机20的输出端处的载具50取放到定位装置32上,并在定位装置32对底座51进行固定的作用下将载具50的上盖51从底座51上取下,还将取下的上盖52放回至手机200已取走的底座51上,并在定位装置32解除对底座51的固定的作用下,将空载具50移送至后衔接装置34上,下料装置33用于将手机200由底座51取送至下料输送带35上,下料输送带35用于对手机200进行传送,从而传出本机以出料,后衔接装置34用于沿z轴方向直线移动,以将空载具50向下移送至回流线40上。
48.参阅图10,具体地,后搬运装置31包括驱动机构311及间隔开地连接于驱动机构
311的输出端的两下料夹爪312与两压头313,两下料夹爪312沿x轴方向呈对称地布置,两压头313沿y轴方向呈对称地布置,驱动机构311用于驱使两下料夹爪312及两压头313沿x轴方向、y轴方向及z轴方向同步运动,并用于驱使两下料夹爪312相向移动或背向移动,还用于驱使两压头313相对两下料夹爪312沿z轴方向直线运动,使得两下料夹爪312相配合以夹取或松开载具50或载具50之上盖52,使得两压头313与放回至底座51上的上盖52相抵接或分离。其中,驱动机构311包括z轴直线模组3111、连接于z轴直线模组3111的输出端的x轴直线模组3112、连接于x轴直线模组3112的输出端的y轴直线模组3113、连接于y轴直线模组3113的输出端的夹取气缸3114与两压合气缸3115,两下料夹爪312呈对称地连接于夹取气缸3114的输出端,两压头313一一对应地连接于两压合气缸3115的输出端。z轴直线模组3111、x轴直线模组3112及y轴直线模组3113分别用于驱使两下料夹爪312沿z轴方向、x轴方向及y轴方向直线运动,夹取气缸3114用于驱使两下料夹爪312相向移动或背向移动,压合气缸3115用于驱使压头313相对下料夹爪312上下移动。
49.参阅图11,具体地,定位装置32包括u形架321、一一对应地布置于u形架321的两侧架上的固定块322与活动块323、呈对称地布置于两侧架上的两驱动块324,活动块323在与之对应连接的定位气缸325的驱使下,沿y轴方向直线移动,以靠近或远离固定块322,从而与固定块322相配合夹紧位于二者间的载具50的底座51,两驱动块324在一一对应地连接的顶推气缸326的驱使下,沿y轴方向相向移动或背向移动,以驱使载具50上的两扣接件511转动,从而解除或恢复上盖52与底座51间的连接。
50.参阅图12,具体地,下料装置33包括移送机构331及连接于移送机构331的输出端的两取料夹爪332与吸盘333,吸盘333位于两取料夹爪332之间,移送机构331用于驱使取料夹爪332与吸盘333沿x轴方向及z轴方向直线移动,从而往返于定位装置32与下料输送带35之间,使得取料夹爪332在与之连接的取料气缸334的驱使下相向移动或背向移动,以从外侧夹紧或松开载具50,吸盘333在与之连接的真空设备的驱使下,从顶侧吸取或松开载具50,从而在取料夹爪332与吸盘333的夹持力及吸附力的双重作用下,实现安全且准确的送料。
51.下料机30的工作原理为:在控制系统的指示下,后搬运装置31动作,将固化机20上的载具50取放到定位装置32上,由定位装置32对载具50的底座51进行固定,并解除底座51上的扣接件511对上盖52的锁扣;然后,后搬运装置31再将上盖52从底座51上取走;接着,下料装置33动作,将底座51上的手机200取放到下料输送带35上,由下料输送带35将手机200传出本机以出料与此同时,与此同时,驱动机构311将上盖52放回至底座51上,并将扣接后的载具50移送到后衔接装置34上;最后,后衔接装置34将空的载具50向下移送到回流线40上。
52.以下结合图2、图13和图14,对回流线40的结构及工作原理进行说明:
53.具体地,回流线40通过分段式的皮带传送载具50,回流线40的相对中段位置上沿其传送方向顺次设有移除装置41与供料装置42,移除装置41用于对载具50之上盖52与底座51是否对位组接进行检测,并将检测不合格的载具50从回流线40上移除,供料装置42用于回流线40上空载具50的上料传送及缺失的载具50的补充传送。
54.参阅图14,具体地,移除装置41包括至少一接料平台411、沿x轴方向布置于接料平台411的两相对侧的工业相机412与推送机构413,接料平台411沿y轴方向呈倾斜地搭接于
回流线40的边缘处,用于承接检测不合格的载具50,工业相机412用于对回流线40上所传送的空载具50进行识别,具体对载具50之底座51上是否装有上盖52及上盖52与底座51是否对位组接进行识别,并将识别结果反馈给控制系统,推送机构413根据控制系统的指示,将检测不合格的载具50推送至接料平台411上以移除。更具体地,推送机构413包括架设于回流线40的上方的安装板4131、安设于安装板4131上的旋转电机4132、沿y轴方向布置于安装板4131上的直线导轨4133、绕设于安装板4131上且与旋转电机4132的输出端相连接的同步带4134、套设于同步带4134上的转接件4135、滑设于直线导轨4133上且与转接件4135固接的推送架4136。工作时,同步带4134在旋转电机4132的驱使下转动,转接件4135随之移动,从而带动推送架4136于直线导轨4133上滑动,从而将不合格的载具50由回流线40上推送到接料平台411上以出料。
55.与现有技术相比,本实用新型手机固化用生产线100包括顺次对接的上料机10、固化机20与下料机30,由于载具50包括可拆卸地连接的底座51与上盖52,则通过上料机10自动实现载具50之上盖52与底座51的分离与组接,以便将手机200固定于底座51与上盖52之间,并将载有手机200的载具50自动码垛于固化机20中,结合固化机20包括上下平行布置的上输送带21与下输送带22上,从而有效提高固化机20中载有手机200的载具50的存放量,进而提高固化效率;并且,固化机20还自动将码垛于上输送带21及下输送带22上的载具50按照放入的先后顺序向着下料机30的方向传送,从而实现先进先出的传送,有效控制固化时间,结合下料机30自动实现载具50之上盖52与底座51的分离与组接,以便将固化后的手机200从载具50中取出以出料,并将空载具50移送到设于上料机10、固化机20与下料机30三者的下侧方的回流线40上,从而自动实现各载具50于上料机10、固化机20、下料机30及回流线40中的循环传送,进一步提高固化效率,且有效提高载具50的使用率。本实用新型手机固化用生产线100可实现自动化流水作业,结构紧凑、布局合理、取放精度高且自动化程度高,省略了人工转运,有效降低了制造成本。
56.以上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。