1.本实用新型涉及薄膜制备技术领域,尤其是一种基板上粘贴的胶带的揭取机构。
背景技术:
2.当前,真空镀膜技术的应用日趋广泛,在工业生产和科学研究领域发挥着巨大作用。与此同时,由于自动化在降本增效方面的优势,市场对自动化真空镀膜设备的需求亦日益增加。
3.基片自动化搬送系统是自动化真空镀膜设备的重要组成部分,其又有真空自动化搬送机构和大气环境下自动化上下片机构之分。在基片的磁控溅射真空镀膜过程中,基片通常首先被附着在载体基板上,然后进入镀膜室进行真空镀膜。实际应用中,可利用胶带的粘结作用将基片附着在在载体基板上。在上述应用场景下,大气环境下的自动化下片工序主要包括自动揭基片和自动撕胶带两个工序。为了保证基片在镀膜时的稳定性,胶带一般选用较强粘性的双面胶带,该双面胶带粘结在基板和基片之间。目前,如何采用自动化机构将具有较强粘性的胶带从基板上揭取下来并且不损伤基板是自动撕胶带工序亟待解决的问题。
技术实现要素:
4.本实用新型的目的是根据上述现有技术的不足,提供了一种基板上粘贴的胶带的揭取机构,通过揭起机构和行走卷绕机构的配合,实现胶带的自动揭取及收集。
5.本实用新型目的实现由以下技术方案完成:
6.一种基板上粘贴的胶带的揭取机构,其特征在于:包括揭起机构和行走卷绕机构,所述揭起机构具有可受控开合的夹持部,所述夹持部可对胶带进行夹持,所述揭起机构的所述夹持部可沿所述胶带的剥离方向运动以揭起所述胶带,所述行走卷绕机构具有可旋转的卷绕轴,且所述卷绕轴可沿所述胶带的剥离方向运动以实现胶带的剥离和缠绕收集。
7.所述揭起机构包括夹手、第一驱动装置、第二驱动装置,其中所述第一驱动装置驱动所述夹手伸缩,所述第二驱动装置驱动所述夹手开合。
8.所述夹手上设置有至少一组夹指,所述夹指在所述第二驱动装置的驱动下开合以夹持或松开所述胶带。
9.所述夹手上设置有若干组所述夹指,若干组所述夹指分别一一对应于基板上的若干胶带。
10.所述行走卷绕机构包括所述卷绕轴、旋转驱动装置以及行走驱动装置,其中所述旋转驱动装置连接所述卷绕轴并可驱动其旋转,所述行走驱动装置可使所述行走卷绕机构沿所述胶带的粘贴方向运动。
11.所述卷绕轴与所述旋转驱动装置之间构成可拆卸式的连接固定。
12.所述揭起机构的夹持部与基板上的揭起槽相匹配,满足于所述夹持部可从所述揭起槽与所述胶带之间的间隙通过的要求。
13.本实用新型的优点是:实现基板上粘贴的胶带的全自动揭取,提高揭取效率和揭取质量,避免损伤基板;具有起头部的基板仍满足镀膜工艺的要求,不影响镀膜工艺的质量;结构简单合理,使用方便,适于推广。
附图说明
14.图1为本实用新型中基板及胶带的结构示意图;
15.图2为本实用新型中揭起机构的使用状态示意图;
16.图3为本实用新型中揭起机构的结构示意图;
17.图4为本实用新型中揭起机构的揭起动作示意图;
18.图5为本实用新型中行走卷绕机构的结构示意图;
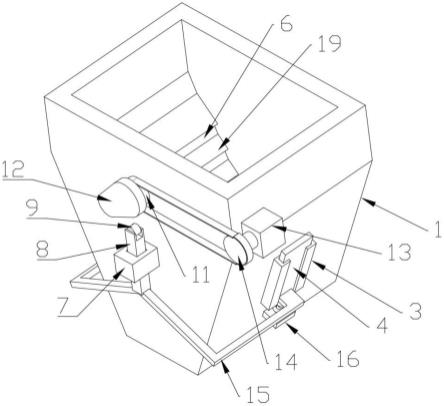
19.图6为本实用新型中揭起机构与行走卷绕机构的配合示意图;
20.图7为本实用新型中卷绕轴的安装结构示意图;
21.图8为本发明中粘贴结构的结构示意图;
22.图9为本发明中顶块的使用状态示意图。
具体实施方式
23.以下结合附图通过实施例对本实用新型特征及其它相关特征作进一步详细说明,以便于同行业技术人员的理解:
24.如图1-9所示,图中各标记1-16分别表示为:基板1、揭起槽2、胶带3、揭起机构4、夹手5、气缸6、气爪7、夹指8、行走卷绕机构9、卷绕轴10、卷绕电机11、行走电机12、夹紧螺母13、顶块14、驱动装置15、定位销16。
25.实施例:如图1所示,本实施例中基板上粘贴的胶带的揭取机构,用于对基板1上的粘贴的若干胶带3进行揭取,若干胶带3均用于将基片粘结在基板1上,以令基片承载于基板1上在成膜室内进行镀膜。
26.如图1所示,在基板1的每根胶带3的粘贴范围内均开设有一揭起槽2,该揭起槽2作为胶带3的起头部用于胶带揭取时的起头部位。揭起槽2为贯通基板1所设置的槽型结构,胶带3的粘贴范围至少覆盖揭起槽2的一部分,即胶带3的粘贴悬空跨越揭起槽2的至少一部分。
27.在本实施例中,揭起槽2位于基板1的成膜区域之外,以避免其对镀膜工艺产生不良影响。与此同时,该揭起槽2的槽体尺寸应尽可能小,以避免对单根胶带3的粘结强度产生不良影响,保证胶带3可稳定地将基片粘结在基板上。同时,揭起槽2的至少一部分布置于胶带3的粘贴范围内,在本实施例中,揭起槽2的槽体宽度略大于胶带3的宽度,以保证揭起槽2与胶带3之间留有一定间隙,以供揭起机构可通过该间隙对胶带3进行揭起。
28.结合图2和图3所示,本实施例中基板上粘贴的胶带的揭取机构,通过采用揭起机构4和行走卷绕机构9配合实现胶带3的揭取剥离及缠绕回收。
29.具体而言,该揭起机构4由夹手5、气缸6以及气爪7构成,其中气缸6作为第一驱动装置驱动夹手5伸出或收缩,气爪7则作为第二驱动装置驱动夹手5夹持或松开。
30.在本实施例中,夹手5具有与粘结在基板1上的胶带3的数量相对应的多组夹指8,每组夹指8均可在气爪7的驱动下进行夹持动作或松开动作。每组夹指8均可伸入对应的揭
起槽2与胶带3之间的间隙并对胶带3进行夹持。
31.本实施例中的揭起机构4具有如下执行流程:
32.气缸6伸出,驱动夹手5的各组夹指8分别进入对应的揭起槽2与胶带3之间的间隙;气爪7驱动各组夹指8闭合以夹持胶带3;在夹指8保持夹持胶带3的状态下,令气缸6缩回,夹手5的各组夹指8便可将各胶带3从各揭起槽2的位置揭起。
33.如图6所示,当揭起机构4将胶带3揭起后,通过采用行走卷绕机构9配合实现胶带3的缠绕回收。
34.如图5所示,行走卷绕机构9由卷绕轴10、卷绕电机11以及行走电机12构成,其中卷绕电机11可驱动卷绕轴10旋转,行走电机12则可控制行走卷绕机构9的机构位置使其沿胶带方向来回行走到位,并与揭起机构4构成配合动作。
35.具体而言,本实施例中的行走卷绕机构9具有如下执行流程:
36.结合图4和图6所示,当揭起机构4将胶带3夹持并揭起后,行走卷绕机构9通过其行走电机12行走到已揭起的胶带3的位置,使卷绕轴10与胶带3之间产生有效接触,此时胶带3与卷绕轴10因受力接触产生一定的粘结力,即胶带3粘结于卷绕轴10上。随后,揭起机构4的气爪7释放,夹手5的各组夹指8将胶带3松开,随后由行走卷绕机构9执行胶带3后续的整体剥离和缠绕收集。
37.具体地,当揭起机构4将胶带3释放且胶带3已粘结于卷绕轴10之后,卷绕电机11驱动卷绕轴10开始旋转,卷绕轴10开始卷绕胶带3并拉动胶带3实现剥离动作。同时,行走电机12驱动行走卷绕机构9沿胶带的剥离方向(图6所示的箭头方向)行走,直至胶带3整体从基板1上剥离下来。此时,整根胶带3均被缠绕在卷绕轴10上实现胶带3的收集。
38.在本实施例中,卷绕电机11可通过皮带驱动卷绕轴10旋转,在保证行走卷绕机构9持续地从基板1上剥离和收集废胶带3同时,能平衡调节卷绕轴10上胶带卷直径大小带来剥离胶带线速度的差异。例如,若卷绕轴10上的胶带卷直径比较大时,其线速度太快引起胶带剥离速度无法匹配,此时,卷绕轴10会受到胶带3拉力导致皮带打滑以调节卷绕线速度,避免因线速度差异而造成例如胶带断裂等剥离失败的情况发生。
39.如图7所示,本实施例中的卷绕轴10的两端采用夹紧螺母13固定。当卷绕轴10上的胶带卷达到一定直径时,可拧松夹紧螺母13以进行卷绕轴10的更换,安装新的卷绕轴10后,拧紧其两端的夹紧螺母13,即可继续进行自动化作业。
40.在本实施例中,揭起结构4仅用于胶带3在基板1上的起头,而行走卷绕机构9则用于胶带3起头揭起后的整体剥离和缠绕收集,其中胶带3的整体剥离是通过行走卷绕机构9的卷绕动作和行走动作协作完成;通过上述两机构的配合动作,在保证胶带揭取效果的同时避免损伤基板1。
41.本实施例在具体实施时:卷绕轴10可为耗材,选用具有经济性的材料制作,满卷后可直接废弃,方便操作。在卷绕轴10选材时,应考虑其与被揭取的胶带3之间的粘结性能,即保证被揭起的胶带3可有效粘结到卷绕轴10上,避免因两者之间缺乏粘结力而导致揭取失败。
42.因此,本实施例中的揭取方法还通过在揭起槽2的一侧位置设置粘贴结构。结合图8和图9所示,粘贴机构包括可升降的顶块14及其驱动装置15,该驱动装置15用于驱动顶块14进行位移,例如本实施例中的升降。在使用时,顶块14在自动粘贴胶带3的过程中上升并
部分填补揭起槽2的贯通部分以对压轮起到承托作用,此时,揭起槽2位置处所粘贴的胶带3的两侧分别被顶块14和压轮限位使其拉直,避免自动粘贴胶带失败,并进一步保证揭起槽2位置处所粘贴的胶带3的平整度。当完成胶带的自动粘贴后,顶块14在驱动装置15的驱动下通过其自身动力克服其与胶带之间所产生粘结力并直接下降回退。
43.在本实施例中,在粘贴机构的表面还设置有定位销16,该定位销16用于对粘贴机构进行定位,以保证粘贴机构在安装后,其各顶块14的位置与各揭起槽2的位置构成一一对应。
44.揭起槽2的槽体结构可为整体贯通基板1的槽体结构或局部贯通基板1的槽体结构。顶块14的结构形式与揭起槽2的贯通部分相吻合适配,即顶块14可穿过揭起槽2的贯通部分以在自动粘贴胶带3时进行承托。
45.在本实施例中,揭起槽2可为变径槽体,其上部开口大于下部开口且在变径衔接处形成有台阶。其中,上部开口相对较大以方便其与胶带3之间形成以供揭起胶带的执行机构所通过的间隙,而下部开口相对较小则是为了便于顶块14的定位,以保证顶块14可对粘贴胶带的压轮进行有效承托。
46.同时,顶块14的宽度以及其所适配的揭起槽2的宽度一般小于等于胶带3的宽度,这样一来,胶带3可以遮挡顶块14穿过的揭起槽2的贯通部分,使揭起槽2对成膜工艺的影响降到最低,尤其是避免漏膜,即膜料透过揭起槽2的贯通部分至基板1的表面。
47.揭起槽2后的胶带3的尾部长度应根据实际情况进行一定调整。若胶带3的尾部长度设置过长,会造成胶带揭取困难,并且胶带浪费严重;反之,若尾部长度过小粘结力小,则会出现顶块14下降时把胶带尾部带偏的风险。因此,胶带尾部的长度可通过调试得出。此外,在顶块14的顶面还可通过喷涂特氟龙涂层等用于减小顶块14与胶带3之间粘结力的涂层,从而使胶带3的尾部长度可以适当减小,能减少胶带的浪费。
48.除了本实施例中将揭起槽2作为胶带3的起头部之外,也可通过例如将基板1表面设置高低起伏的粘贴面,将粘贴面中的低部作为胶带3的起头部。
49.虽然以上实施例已经参照附图对本实用新型目的的构思和实施例做了详细说明,但本领域普通技术人员可以认识到,在没有脱离权利要求限定范围的前提条件下,仍然可以对本实用新型作出各种改进和变换,故在此不一一赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。