1.本发明涉及卷烟滤棒技术领域,尤其涉及一种无包纸异形同轴芯卷烟滤棒及其成型方法。
背景技术:
2.同轴芯滤棒因滤芯与外层的滤棒对烟气的透过性和过滤性显著不同,获得独特的烟气截留和滤棒端面颜色不一的效果,对提升卷烟滤棒的新奇性和降低卷烟烟气的危害性起到一定作用。
3.同轴芯卷烟滤棒的滤芯大多采用普通成型工艺实现普通醋纤滤棒芯(即有包纸滤芯),再在小圆周普通醋纤滤棒外采用普通成型方式包裹一层同轴的环形丝束,即使有无包纸同轴芯滤棒,也仍然以圆形滤芯居多如申请号为201810406303.1的中国专利公开了一种圆形无包纸同轴芯滤棒的成型工艺;另外异形同轴芯滤棒的异形滤芯有不少是采用现成的固件,如申请号为201810312110.x的中国专利公开了一种内芯为高分子固件材料的异形同轴芯滤棒及制作方法。
4.综合来看,当前的同轴芯滤棒存在滤芯形状单一(局限于圆形)、异形滤芯选材要求高、异形固件滤芯与外围的二醋酸纤维丝束层贴合不紧密、过滤效果较差、成型技术较复杂等缺点。
技术实现要素:
5.本发明解决的技术问题在于提供一种无包纸异形同轴芯滤棒,本技术提供的同轴芯滤棒具有滤芯异形且滤芯和中间层之间无包纸且可实现紧密贴合的特点。
6.有鉴于此,本技术提供了一种无包纸异形同轴芯卷烟滤棒,由包裹层、中间层和同轴滤芯组成,所述中间层和所述同轴滤芯之间无成形纸,所述同轴滤芯的形状为异形。
7.优选的,所述同轴滤芯和所述中间层的材质均为二醋酸纤维,所述同轴滤芯的密度高于中间层的密度。
8.优选的,所述中间层中还包括热敏材料。
9.优选的,所述同轴滤芯的形状为钻石形、五角星形、三角形、皇冠形、梅花形或其他不规则多边形,所述同轴滤芯和所述中间层的颜色不同。
10.本技术还提供了一种无包纸异形同轴芯卷烟滤棒的成型方法,包括以下步骤:
11.通道异形且内壁带有蒸汽孔的高温蒸汽烟枪对施加有三醋酸甘油酯的醋酸纤维丝束喷洒高温蒸汽并将其加热至玻璃化塑形,然后将得到的初成型滤芯进入冷却装置进行冷却硬化定型,得到滤芯;
12.在所述滤芯的外表面包覆中间层丝束,再在中间层丝束表面包裹成形纸,成型,得到无包纸异形同轴芯卷烟滤棒。
13.优选的,得到无包纸异形同轴芯卷烟滤棒的步骤中,所述成型的过程中还包括:
14.将所述滤芯采用居中度调节器调节其在滤棒截面的居中度,以使所述滤芯在所述
滤棒中居中,成为同轴滤芯。
15.优选的,所述居中度调节器由套管、套管固定座、高精度调节块和底座组成,所述套管被固定在所述套管固定座上,所述套管固定座被固定在所述高精度调节块上,所述高精度调节块与所述底座通过滑动导轨相连;所述套管由所述高精度调节块通过相互垂直的两个旋转螺杆实现水平和竖直两个方向的位移,以此调节和控制异形同轴滤芯在滤棒中的居中度。
16.优选的,所述高温蒸汽烟枪的长度为10~15cm,所述高温蒸汽烟枪的通道壁上设置有蒸汽输出孔,所述蒸汽输出孔的直径为1~2mm,所述高温蒸汽烟枪的蒸汽温度为170~250℃;所述冷却装置的通道壁上设置有输出压缩空气的孔道,所述孔道的直径为1~2mm。
17.优选的,所述中间层丝束中还包括热敏材料,所述热敏材料通过热敏材料添加装置投放到所述中间层丝束上。
18.优选的,所述热敏材料添加装置由依次设置料仓、投料口和投料皮带组成,所述投料口和所述投料皮带通过电控系统控制。
19.本技术提供了一种无包纸异形同轴芯滤棒,其由包裹层、中间层和同轴滤芯组成,所述中间层和所述同轴滤芯之间无成形纸,所述同轴滤芯的形状为异形。本技术提供的无包纸异形同轴芯滤棒的中间层和同轴滤芯之间无成形纸,且紧密贴合,满足了改善滤棒对卷烟烟气过滤效果和大大提升滤棒满足卷烟外观新颖性和多样化的能力。
20.同时,本技术还提供了无包纸异形同轴芯滤棒的制备方法,其中同轴滤芯是在高温蒸汽烟枪中形成,其在烟枪通道中填充量大且受挤压程度高,因此其丝束密度相对于中间层丝束密度高很多,且滤棒最终成型前异形滤芯被松散的中间层丝束紧密环绕包裹、之后再被外包裹层包裹成型,由此实现了三者的紧密贴合。进一步的,本技术进一步调整了同轴滤芯在滤棒中的居中度,由此使得同轴滤芯居中度精度高。
附图说明
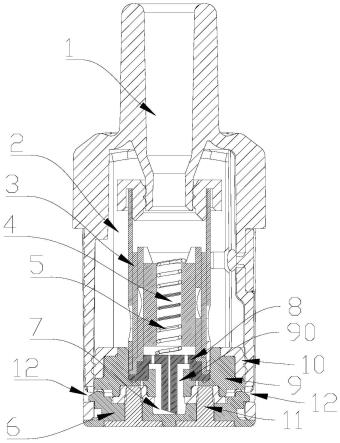
21.图1显示为本发明的产品结构示意图;
22.图2显示为图1的截面示意图(滤芯为五角星形结构);
23.图3显示为图1的改造截面示意图(滤芯为钻石形结构);
24.图4显示为图1的改造截面示意图(滤芯为皇冠形结构);
25.图5是无包纸异形同轴芯滤棒与空腔料棒复合后的复合滤棒(同轴芯段为近唇端)结构示意图;
26.图6是无包纸异形同轴芯滤棒与醋纤滤棒复合后的复合滤棒(同轴芯段为近唇端)结构示意图;
27.图7是无包纸异形同轴芯滤棒(以五角星同轴芯滤棒为例)与大空管料棒复合后的异形同轴芯复合滤棒(空腔段为近唇端)结构示意图;
28.图8是为本发明图1的异形同轴芯滤棒的烟气流动方向示意图;
29.图9显示为本发明图5的异形同轴芯空管复合滤棒烟气流动方向示意图;
30.图10显示为本发明图6的异形同轴芯醋纤复合滤棒烟气流动方向示意图;
31.图11显示为本发明图7的异形同轴芯大空管复合滤棒烟气流动方向示意图;
32.图12显示为本发明的蒸汽烟枪和冷却装置;
33.图13显示为本发明的滤芯居中度调节装置;
34.图14显示为本发明的热敏材料添加装置。
具体实施方式
35.为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制。
36.鉴于现有技术中同轴芯滤棒存在的滤芯形状单一、异形固件滤芯和中间层贴合不紧密等问题,本技术提供了一种无包纸异形同轴芯卷烟滤棒,其滤棒中各部分的设置以及成型方法的调整,实现了采用烟用二醋酸纤维丝束制备无包纸异形同轴滤芯且形状轮廓规正、滤芯与中间层贴合紧密的目的,无包纸同轴滤芯与中间层贴合紧密,满足了改善滤棒对卷烟烟气过滤效果和大大提升滤棒满足卷烟外观新颖性和多样化的能力。具体的,本发明实施例公开了一种无包纸异形同轴芯卷烟滤棒,由包裹层、中间层和同轴滤芯组成,所述中间层和所述同轴滤芯之间无成形纸,所述同轴滤芯的形状为异形。
37.在本技术提供的无包纸异形同轴芯卷烟滤棒中,中间层包裹在同轴滤芯外,包裹层包裹在中间层外,由此形成了环环相套的同轴结构。
38.在本发明中,所述同轴滤芯和所述中间层的材质均为二醋酸纤维,且所述同轴滤芯的密度高于中间层的密度。所述同轴滤芯还可采用颜色与中间层不同的二醋酸纤维,且同轴滤芯的端面具有不同的形状,可以为钻石形、五角星形、三角形、皇冠形、笑脸形或其他不规则多边形等异形形状。
39.所述中间层中还可添加热敏材料,其受到持续的高温烟气时发生颜色变化或其他物态变化,使中间层与滤芯出现显著差异,以此提升抽吸者的抽吸感和新奇体验感。在本技术中,所述热敏材料为本领域技术人员熟知的热敏材料,对此本技术没有特别的限制。
40.本技术提供的无包纸异形同轴芯滤棒可与醋纤滤棒或中空滤棒复合制备异形同轴芯复合滤棒,具体如图5、图6和图7所示,其中异形同轴芯段可为近唇端,也可为接烟端,大大提升无包纸异形同轴芯滤棒在满足卷烟个性化和多样化需求的能力;烟气流动方向具体如图8~图10所示。
41.本技术还提供了一种无包纸异形同轴芯卷烟滤棒的成型方法,包括以下步骤:
42.通过内孔异形且带蒸汽通道的高温蒸汽烟枪对施加有三醋酸甘油酯的纤维素丝束加热至玻璃化塑形,将得到的初成型滤芯进入冷却装置进行冷却定型,得到同轴滤芯;
43.在所述同轴滤芯的外表面包覆中间层丝束,再在中间层丝束表面包裹成形纸,成型,得到无包纸异形同轴芯卷烟滤棒。
44.在本技术中,为了实现无包纸异形同轴芯卷烟滤棒的性能优势,本技术的成型方法优选包括同轴滤芯的成型技术、滤芯居中度调节技术和热敏材料添加技术。
45.首先,本技术所述滤芯的制备具体在图12所示的装置中制备,其包括依次连接的pt喷嘴4、高温蒸汽烟枪5和冷却装置6,其中高温蒸汽烟枪5长度在10~15cm之间,高温蒸汽烟枪5和冷却装置6的通道大小根据异形同轴滤芯的大小决定。
46.所述高温蒸汽烟枪5通道壁上分布有蒸汽输出孔,小孔直径为1~2mm之间。所述高温蒸汽烟枪5内所通蒸汽的温度介于二醋酸纤维的玻璃化转变温度(180℃左右)至熔融终
止温度(300℃(低于醋酸纤维熔点))之间,二醋酸纤维并未完全融化,因此滤芯丝束间仍然保持孔隙但孔道较普通醋纤滤棒的更细小、丝束密度更大、丝束相互粘结更紧密,吸附能力更强,对烟气过滤效果比有包纸二醋酸纤维滤芯要好得多。滤芯通过高温蒸汽烟枪5成型后进入冷却装置6冷却固化定型,冷却装置6通道壁上分布有输出压缩空气的小孔,孔直径为1~2mm。
47.所述高温蒸汽烟枪5的通道形状可根据异形同轴滤芯的形状要求灵活选择,如钻石形、皇冠形、圆形、五角星形等多边形,另外配合使用芯棒还可将实心异形同轴滤芯由切换为空心异形滤芯。
48.本技术同轴滤芯的制备具体为:通过内孔异形且带蒸汽通道的高温蒸汽烟枪对施加有三醋酸甘油酯的纤维素丝束加热至玻璃化塑形,将得到的初成型滤芯进入冷却装置进行冷却定型。同轴滤芯因丝束在内孔异形的烟枪通道中填充量大且受挤压程度高,固化后滤芯密实度较中间层的丝束密实度高很多。
49.本发明在制备同轴滤芯的制备过程中利用高温蒸汽烟枪和冷却装置结合的成型技术可使烟用醋酸丝束制备外形异形(圆形与非圆形均可)滤芯(蒸汽烟枪在此既是成型装置又是塑造滤芯轮廓的模具,冷却装置内通有常温压缩空气、其效果可等同于巩固滤芯外形轮廓的模具)。
50.在同轴滤芯制备完成后,此时滤芯已具有较高硬度,因此不需要通过成形纸包裹,本技术再在其外表面包覆施加了三醋酸甘油酯的中间层丝束、再在中间层丝束表面包裹成形纸,成型,即得到无包纸异形同轴芯卷烟滤纸。上述成型方法按照本领域技术人员熟知的方法进行即可,对此本技术没有特别的限制。
51.为了保证同轴滤芯在滤棒中的居中度,使两者同轴,本技术在成型的过程中将得到的滤芯在图13所示的居中度调节器中进行了滤芯居中度调节技术,以使同轴滤芯设置于滤棒的中心位置。
52.所述居中度调节器由套管7、套管固定座8、高精度调节块9和底座10组成,套管7被固定在套管固定座8上,套管7由高精度调节块9通过互相垂直的两个类似千分尺螺杆11实现水平和竖直两个方向的位移,以此调节和控制异形同轴滤芯在滤棒中的居中度;套管固定座8被固定在高精度调节块9上,高精度调节块9与底座10通过滑动导轨相连。所述套管7进口处采用喇叭嘴形式,套管7直径较滤芯外接圆直径大1.5mm,套管整体长度在8~10cm之间,套管出口端与pt喷嘴入口处的水平距离在2~4cm之间。
53.上述滤芯居中度调节技术具体为:滤芯穿过套管后与中间层丝束一同进入pt喷嘴(此pt喷嘴为滤芯和中间层丝束共同穿过、经成形纸包裹并在普通烟枪作用下成为无包纸异形同轴芯滤棒时的pt喷嘴;异形滤芯成型时的pt喷嘴仅仅只有滤芯丝束通过,也就是说本技术中的无包纸异形同轴芯滤棒需要经过两道成型技术、两道pt喷嘴),套管被固定在滤芯居中度调节器上,调节器通过调节水平和竖直两个类似千分尺螺杆来精确控制圆环套在空间的位置,调节精度为0.1mm,以此控制滤芯与同轴芯滤棒保持在同一几何轴线。
54.根据同轴滤芯卷烟棒的特殊需求,所述中间层中还包括由热敏材料,热敏材料通过图14所示热敏材料添加装置投放至中间层的丝束上,所述热敏材料添加装置由料仓12、投料口13和投料皮带14组成,投料量和投料均匀性由下料口13和投料皮带14通过电控系统控制。热敏材料在在受热后发生颜色或物态变化,以此改善烟气香味或增加卷烟滤嘴端面
颜色变化的特点。
55.本技术提供的无包纸异形同轴芯卷烟滤棒及其成型方法实现了采用烟用二醋酸纤维丝束制备无包纸异形同轴滤芯且形状轮廓规正、滤芯与中间层贴合紧密的目的,无包纸同轴滤芯与中间层贴合紧密,满足了改善滤棒对卷烟烟气过滤效果和大大提升滤棒满足卷烟外观新颖性和多样化的能力。
56.为了进一步理解本发明,下面结合实施例对本发明提供的无包纸异形同轴芯卷烟滤棒及其成形方法进行详细说明,本发明的保护范围不受以下实施例的限制。
57.实施例1一种无包纸五角星形同轴芯滤棒
58.如图1所示,一种无包纸五角星形同轴芯卷烟滤嘴棒,包括外包裹层1、中间层2和被其包裹在内的无包纸五角星形同轴滤芯3,五角星形滤芯3与外围的丝束层2之间没有成形纸。首先施加有三醋酸甘油酯的松散二醋酸纤维丝束(7.3y36500)通过pt喷嘴4的收拢后再通过通有高温蒸汽(200~250℃)的成型装置(图12)的蒸汽烟枪5时被剧烈挤压和快速固化,导致松散的丝束变成体积更小、外形为五角星形且具有较大硬度的滤芯,初始成型的滤芯再经过成型装置的冷却装置6继续固化外形轮廓,即形成较完好的五角星形滤芯3,高温蒸汽成型装置中5和冷却装置6的内孔形状为五角星形;五角星形滤芯3穿过居中度调节装置(图13)后被施加有增塑剂的中间层2的丝束(4.8y22000)环形紧密包裹并通过普通成型烟枪的pt喷嘴,然后再在成形纸的包裹下进入普通成型烟枪形成无包纸五角星形同轴芯滤棒,五角星形滤芯3通过居中度调节装置(图13)的螺杆11控制其在水平和竖直两个方向的空间位置,以此精准控制五角星形滤芯3在滤棒端面的整体居中度。经滤棒检测仪器检测采用本案例制备的100mm*24.0mm的无包纸五角星形同轴芯滤棒吸阻在2800pa~3000pa之间,吸阻极差小且滤棒端面滤芯和环形包裹的丝束无间隙。
59.五角星形滤芯3的材质既可以为与中间层颜色一致的二醋酸纤维丝束,亦可为与中间层不同颜色的二醋酸纤维丝束,另外根据需要本案例中的五角星形滤芯还可通过改变成型装置12中的蒸汽烟枪5和冷却装置6的内孔形状实现钻石形(图3)、皇冠形(图4)、梅花形等异形滤芯。
60.实施例2一种无包纸异形同轴芯复合卷烟滤嘴棒
61.如图5、图6、图7所示,一种无包纸异形同轴芯复合卷烟滤嘴棒,包括料段一和料段二,料段一为无包纸异形同轴芯滤棒,料段二为普通醋纤滤棒,无包纸异形同轴芯复合卷烟滤嘴棒中料段一和料段二的段长比为18:7且料段一为近唇端。制备无包纸异形同轴滤芯复合滤棒时首先需要制备料段一和料段二对应的料棒,即无包纸异形同轴芯料棒和醋纤料棒,其长度分别为108mm和84mm,其中无包纸异形同轴芯料棒的成型方式可按实施例1实现,醋纤料棒可通过本领域的常规成型方式实现;两种料棒经二元复合成型机生成无包纸异形同轴芯复合滤棒。料段一中的异形同轴滤芯3可为正五角星形、钻石形、皇冠形等异形形状,异形同轴滤芯3的材质即可与中间层的丝束规格一致,亦可采用颜色不同的二醋酸纤维丝束,中间层2材质可为二醋酸纤维丝束,亦可为添加了热敏材料等特殊材料的醋纤丝束;料段二还可选用中空滤棒、纸滤棒等其他特性滤棒,具体选择可根据卷烟对滤嘴棒的烟气过滤、外观等特殊要求确定。
62.实施例3
63.一种添加有热敏变色材料的无包纸异形同轴芯卷烟滤嘴棒,如图2所示,包括外包
裹层1、中间层2和被包裹在内的无包纸五角星形同轴滤芯3,五角星形同轴滤芯3与外围的丝束层2之间没有成形纸,五角星形同轴滤芯3的材质既可为与中间层颜色一致的二醋酸纤维丝束,亦可为与中间层不同颜色的二醋酸纤维丝束。施加三醋酸甘油酯后的滤芯丝束(7.3y36500)在通过蒸汽烟枪时,在蒸汽烟枪内的高温蒸汽(200~250℃)作用下快速固化、塑形,初始成型后再经过冷却装置继续固化滤芯外形轮廓,形成具有较高强度的异形滤芯3;将最大直径为0.3mm的球形热敏变色材料添加到植入装置图14的料仓12里,待中间层2的丝束(4.8y22000)开松均匀后再启动图14装置,根据添加量大小设置料仓底螺旋下料器滚动速度、下料口13的开合度和皮带14转速,料仓里的热敏变色材料通过料仓底下的螺旋下料器转动投放到下料口、并经下料口垂直落入水平匀速滚动的皮带14上,移动的中间层2丝束穿过输出辊后接住位于正上方的皮带落下的热敏材料,然后中间层2丝束环形紧密包裹异形滤芯并同时进入普通成型装置的pt喷嘴、再在包裹层成形纸的包裹下进入普通烟枪形成有热敏变色材料的无包纸异形同轴芯滤棒,异形滤芯。
64.本案例中的五角星形滤芯的截面轮廓可通过更换蒸汽烟枪的内孔形状实现钻石型(图3)、皇冠形(图4)等异形结构。
65.以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
66.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。