一种基于spc检测的工业生产数据处理方法及系统
技术领域
1.本技术涉及数据处理领域,尤其涉及一种基于spc检测的工业生产数据处理方法及系统。
背景技术:
2.随着经济和科学技术的发展,工业生产的质量要求越来越高。在市场竞争加剧的情况下,研究如何提高生产质量,控制生产质量稳定,对于我国工业生产的长期稳定发展有着重要意义。
3.目前,大多企业都有一套完整的质量保证系统和质量管理制度,通常采用先进的测量仪器、仪表来提高质量检测精度,从而来控制产品质量,通过生产出成品后进行检验,分析检验数据,再反馈回生产阶段,从而来保证产品质量。
4.然而,由于对于从仪器、仪表中获得的大量数据,缺乏系统的准确的统计分析方法,无法及时汇总反馈,进而往往是生产出产品后发现问题再去改正,反馈周期长,进而导致产品淘汰率高,成本增加,无法长期稳定的控制质量。存在生产中信息反馈滞后,质量控制手段落后,导致生产质量无法稳定控制,生产成本高的技术问题。
技术实现要素:
5.本技术的目的是提供一种基于spc检测的工业生产数据处理方法及系统,用以解决现有技术中存在生产中信息反馈滞后,质量控制手段落后,导致生产质量无法稳定控制,生产成本高的技术问题。
6.鉴于上述问题,本技术提供了一种基于spc检测的工业生产数据处理方法及系统。
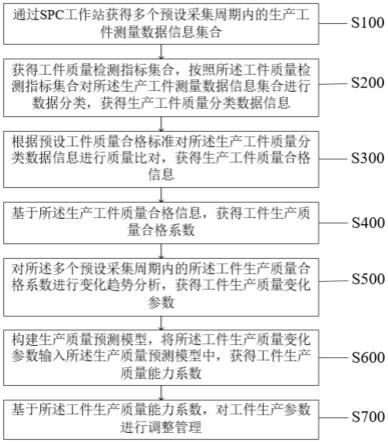
7.第一方面,本技术提供了一种基于spc检测的工业生产数据处理方法,所述方法通过一种基于spc检测的工业生产数据处理系统实现,其中,所述方法包括:通过spc工作站获得多个预设采集周期内的生产工件测量数据信息集合;获得工件质量检测指标集合,按照所述工件质量检测指标集合对所述生产工件测量数据信息集合进行数据分类,获得生产工件质量分类数据信息;根据预设工件质量合格标准对所述生产工件质量分类数据信息进行质量比对,获得生产工件质量合格信息;基于所述生产工件质量合格信息,获得工件生产质量合格系数;对所述多个预设采集周期内的所述工件生产质量合格系数进行变化趋势分析,获得工件生产质量变化参数;构建生产质量预测模型,将所述工件生产质量变化参数输入所述生产质量预测模型中,获得工件生产质量能力系数;基于所述工件生产质量能力系数,对工件生产参数进行调整管理。
8.另一方面,本技术还提供了一种基于spc检测的工业生产数据处理系统,用于执行如第一方面所述的一种基于spc检测的工业生产数据处理方法,其中,所述系统包括:通过第一获得单元,所述第一获得单元用于通过spc工作站获得多个预设采集周期内的生产工件测量数据信息集合;第二获得单元,所述第二获得单元用于获得工件质量检测指标集合,按照所述工件质量检测指标集合对所述生产工件测量数据信息集合进行数据分类,获得生
产工件质量分类数据信息;第三获得单元,所述第三获得单元用于根据预设工件质量合格标准对所述生产工件质量分类数据信息进行质量比对,获得生产工件质量合格信息;第四获得单元,所述第四获得单元用于基于所述生产工件质量合格信息,获得工件生产质量合格系数;第五获得单元,所述第五获得单元用于对所述多个预设采集周期内的所述工件生产质量合格系数进行变化趋势分析,获得工件生产质量变化参数;第六获得单元,所述第六获得单元用于构建生产质量预测模型,将所述工件生产质量变化参数输入所述生产质量预测模型中,获得工件生产质量能力系数;第一调整单元,所述第一调整单元用于基于所述工件生产质量能力系数,对工件生产参数进行调整管理。
9.第三方面,本技术还提供了一种基于spc检测的工业生产数据处理系统,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其中,所述处理器执行所述程序时实现上述第一方面所述方法的步骤。
10.第四方面,一种计算机可读存储介质,该存储介质上存储有计算机程序,该计算机程序被处理器执行时实现上述第一方面中任一项所述的方法。
11.本技术中提供的一个或多个技术方案,至少具有如下技术效果或优点:
12.本技术通过spc工作站获得多个预设采集周期内的生产工件测量数据信息集合,按照工件质量检测指标集合,获得生产工件质量分类数据信息,按照预设标准对分类数据进行质量比对,获得工件生产质量变化参数,将工件生产质量变化参数输入所述生产质量预测模型中,获得工件生产质量能力系数,对工件生产参数进行调整管理。达到了准确预测当前生产质量,精准的对工件生产参数进行调整,提高生产质量的稳定性的技术效果。
13.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
附图说明
14.为了更清楚地说明本技术或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
15.图1为本技术一种基于spc检测的工业生产数据处理方法的流程示意图;
16.图2为本技术一种基于spc检测的工业生产数据处理方法中获得生产工件质量分类数据信息的流程示意图;
17.图3为本技术一种基于spc检测的工业生产数据处理方法中对所述工件生产质量变化参数进行修正的流程示意图;
18.图4为本技术一种基于spc检测的工业生产数据处理方法中对所述未达标生产工件质量信息进行质量多维度评价,获得所述未达标生产工件质量信息的生产合格度集合的流程示意图;
19.图5为本技术一种基于spc检测的工业生产数据处理系统的结构示意图;
20.图6为本技术示例性电子设备的结构示意图。
21.附图标记说明:第一获得单元11,第二获得单元12,第三获得单元13,第四获得单
元14,第五获得单元15,第六获得单元16,第一调整单元17,电子设备300,存储器301,处理器302,通信接口303,总线架构304。
具体实施方式
22.本技术通过提供一种基于spc检测的工业生产数据处理方法及系统,解决了现有技术中存在生产中信息反馈滞后,质量控制手段落后,导致生产质量无法稳定控制,生产成本高的技术问题。达到了准确预测当前生产质量,精准的对工件生产参数进行调整,提高生产质量的稳定性的技术效果。
23.本技术技术方案中对数据的获取、存储、使用、处理等均符合国家法律法规的相关规定。
24.下面,将参考附图对本技术中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术的一部分实施例,而不是本技术的全部实施例,应理解,本技术不受这里描述的示例实施例的限制。基于本技术的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。另外还需要说明的是,为了便于描述,附图中仅示出了与本技术相关的部分而非全部。
25.本技术提供了一种基于spc检测的工业生产数据处理方法,所述方法应用于一种基于spc检测的工业生产数据处理系统,其中,所述方法包括:通过spc工作站获得多个预设采集周期内的生产工件测量数据信息集合;获得工件质量检测指标集合,按照所述工件质量检测指标集合对所述生产工件测量数据信息集合进行数据分类,获得生产工件质量分类数据信息;根据预设工件质量合格标准对所述生产工件质量分类数据信息进行质量比对,获得生产工件质量合格信息;基于所述生产工件质量合格信息,获得工件生产质量合格系数;对所述多个预设采集周期内的所述工件生产质量合格系数进行变化趋势分析,获得工件生产质量变化参数;构建生产质量预测模型,将所述工件生产质量变化参数输入所述生产质量预测模型中,获得工件生产质量能力系数;基于所述工件生产质量能力系数,对工件生产参数进行调整管理。
26.在介绍了本技术基本原理后,下面将结合说明书附图来具体介绍本技术的各种非限制性的实施方式。
27.实施例一
28.如图1所示,本技术提供了一种基于spc检测的工业生产数据处理方法,其中,所述方法应用于一种基于spc检测的工业生产数据处理系统,所述方法具体包括如下步骤:
29.步骤s100:通过spc工作站获得多个预设采集周期内的生产工件测量数据信息集合;
30.具体而言,所述spc工作站是一种基于spc进行工作的高端通用微型计算机。其中所述spc(statistical process control)是一种借助数理统计方法的过程控制工具,通过应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,并采取措施消除其影响,通过将生产过程位置在仅受随机波动因素影响的状态,来提高和控制产品质量。所述预设采集周期是预先设定一个时间段,在这个时间段内对于生产过程中的工件数据信息进行采集。优选的,所述预设采集周期可以是3个工作日。具体的,由工作人员自行设定,在此不做限制。通过多个所述预设采集周期可以获得不同时
间段内的生产情况,使得获得生产情况更加完善。
31.具体的,所述生产工件测量数据信息集合是指表征工件质量的相关数据信息的汇总集合。其中,所述生产工件测量数据信息包括:工件的尺寸信息、形状信息、表面间的相互位置信息、表面质量信息、热处理质量信息。由此,获得工件在不同采集周期内的测量数据信息,为后续对于工件的质量分析评价提供基础数据的技术效果,进而为后续调整管理奠定了基础。
32.步骤s200:获得工件质量检测指标集合,按照所述工件质量检测指标集合对所述生产工件测量数据信息集合进行数据分类,获得生产工件质量分类数据信息;
33.具体而言,所述工件质量检测指标集合是表征对工件进行质量检测的项目的指标集合。可选的,所述工件质量检测指标包括:尺寸合格率、形状合格率、相互位置合格率、表面质量合格率、热处理质量合格率等。进而将所述生产工件测量数据信息集合按照指标进行数据分类,对分类信息进行汇总,获得分类后的所述生产工件质量分类数据信息。其中,所述生产工件质量分类数据信息是按照所述指标进行分门别类,有序的信息数据。由此,实现了提高后续对工件生产质量进行是否合格判断的效率,简化比对操作,提高处理的准确度,为后续准确分析生产质量情况做了铺垫的技术效果。
34.步骤s300:根据预设工件质量合格标准对所述生产工件质量分类数据信息进行质量比对,获得生产工件质量合格信息;
35.具体而言,所述预设工件质量合格标准是用来评判所述生产工件质量是否合格的标准,是根据企业根据国家、行业对工件的生产制造标准的产品制定的。通过将所述生产工件质量分类数据信息与标准进行对比,可以获得合格的产品信息。其中,所述生产工件质量合格信息是包含生产工件产品是否合格的信息。从而为后续对于工件的生产质量、生产能力的评估提供基础数据的技术效果。
36.步骤s400:基于所述生产工件质量合格信息,获得工件生产质量合格系数;
37.具体而言,所述工件生产质量合格系数是表征在一个预设采集周期内的工件合格率的一个系数,是所述生产工件质量合格的产品数与所述生产工件的总产品数的比值。由此,可以直观清晰的看出该预设采集周期内工件的合格率情况,从而实现了对工件质量情况的直观判断的技术效果。
38.示例性的,在3天内生产的工件总数为350件,其中质量合格的产品数为200件,则所述工件生产质量合格系数为57.12%。
39.步骤s500:对所述多个预设采集周期内的所述工件生产质量合格系数进行变化趋势分析,获得工件生产质量变化参数;
40.具体而言,通过对所述多个预设采集周期内的所述工件生产质量合格系数的变化情况进行分析,其中,所述变化趋势是指所述工件生产质量合格系数在不同采集周期的波动情况。所述工件生产质量变化参数是用来表征工件生产质量波动情况的参数。由此,实现了对工件生产的质量情况的预测,从而控制生产质量,提高生产质量稳定性的技术效果。
41.步骤s600:构建生产质量预测模型,将所述工件生产质量变化参数输入所述生产质量预测模型中,获得工件生产质量能力系数;
42.具体而言,所述将所述工件生产质量变化参数输入所述生产质量预测模型中,可以实现预测当前生产质量的情况,进而获得所述工件生产质量能力系数。其中,所述生产质
量预测模型的构件是通过将所述工件生产质量变化参数作为输入数据进行数据训练得到的数学模型,可以对生产质量进行预测。进一步的,所述生产质量预测模型还是以神经网络模型为基础构建的数学逻辑模型,能够利用数学数据不断收敛的特性进行分析,进而基于机器学习输出收敛后的信息,即模拟结果输出所述工件生产质量能力系数。达到了智能预测生产质量,提高调整的准确性的技术效果。
43.步骤s700:基于所述工件生产质量能力系数,对工件生产参数进行调整管理。
44.具体而言,在获得所述工件生产质量能力系数后,基于当前的生产质量情况,对于工件生产参数进行调整,从而优化当前的生产情况,实现提高生产质量的稳定性的技术效果。其中,所述工件生产参数包括:机床转速、热处理温度、刀具对准精度、角度等。
45.进一步的,如图2所示,所述获得生产工件质量分类数据信息中,本技术步骤s200还包括:
46.步骤s210:对所述生产工件测量数据信息集合进行归一化处理,获得初始工件测量数据信息集合;
47.步骤s220:将所述初始工件测量数据信息集合按照预定位数格式进行数据转换,获得标准工件测量数据信息集合;
48.步骤s230:根据所述工件质量检测指标集合,构建预定质量信息标签库;
49.步骤s240:基于所述预定质量信息标签库对所述标准工件测量数据信息集合进行分类标记,获得所述生产工件质量分类数据信息。
50.具体而言,所述归一化处理是一种是把有量纲表达式变为无量纲表达式的方法,即把所述生产工件测量数据信息统一映射到0~1范围之内的处理方法,可以实现数据分析更加清晰直观。其中,所述初始工件测量数据信息集合为经过归一化处理将工件数据信息都转化为无量纲后的数据信息集合。
51.具体的,所述按照预定位数格式进行数据转换,是经过归一化处理后的初始工件测量数据信息中小数点后的位数比较多,不便于计算,通过限定小数点后的位数,可以在保证数据精确度的基础上进行简化计算。可选的,所述预定位数为小数点后两位。其中,所述标准工件测量数据信息集合是将所述初始工件测量数据信息集合进行标准化,数据在一个特定区间的数据信息集合。所述预定质量信息标签库是包含所有工件质量检测指标的标识性标签的集合。进而根据标签库里的标签对所述标准工件测量数据信息集合进行分类,其中,所述生产工件质量分类数据信息是对所述工件测量数据按照检测指标进行分类处理后的数据,由于经过标记,实现了方便后续进行数据对比分析,使纷繁复杂的数据更加清楚明了,提高数据处理效率和准确度的技术效果。
52.进一步的,如图3所示,所述获得工件生产质量变化参数中,本技术实施例步骤s500还包括:
53.步骤s510:根据所述生产工件质量合格信息,获得未达标生产工件质量信息;
54.步骤s520:对所述未达标生产工件质量信息进行质量多维度评价,获得所述未达标生产工件质量信息的生产合格度集合;
55.步骤s530:对所述生产合格度集合进行均值处理,获得工件生产质量修正系数;
56.步骤s540:根据所述工件生产质量修正系数,对所述工件生产质量变化参数进行修正。
57.具体而言,所述未达标生产工件质量信息是生产工件质量不符合合格标准的质量信息。通过对未达标生产工件质量信息进行多维度评价,可以更进一步的分析出质量合格的相关信息。其中,所述生产合格度信息集合是包含所述生产合格度是由未达标生产工件质量信息中合格的质量信息除以总质量信息得到的数值的集合。通过对集合进行均值处理,可以更加全面的反映出质量信息的情况。所述工件生产质量修正系数是表征对当前生产质量中波动情况的进行修正的系数。进一步的,根据所述修正参数对所述工作生产质量变化参数进行修正,可以实现使变化参数更加准确,从而及时调整生产质量要求和生产条件,提升生产质量的技术效果。
58.进一步的,如图4所示,所述对所述未达标生产工件质量信息进行质量多维度评价,获得所述未达标生产工件质量信息的生产合格度集合,本技术实施例步骤s520还包括:
59.步骤s521:对所述未达标生产工件质量信息进行质量多维度评价,获得未达标生产工件质量评分矩阵;
60.步骤s522:构建工件质量评分网状图,将所述未达标生产工件质量评分矩阵中的元素值投影至所述工件质量评分网状图,获得未达标工件质量评分网状图;
61.步骤s523:基于所述未达标工件质量评分网状图的面积值,获得所述未达标生产工件质量信息的生产合格度集合。
62.具体而言,通过对未达标生产工件质量信息进行多角度分析评价,并对其转化为评分网状图,将评价可视化和量化,从而可以获得未达标生产工件质量信息中符合生产合格的质量信息。
63.具体的,所述质量多维度评价是对未达标生产工件质量信息进一步细化分解,从不同的维度得到不合格的质量信息和合格的质量信息。所述未达标生产工件质量评分矩阵是用来表征对未达标生产工件质量信息的评价结果的矩阵。其中,所述工件质量评分网状图,基于不同的维度来建立。然后以评分网状图为架构,将得到的质量评分矩阵中的元素值投影到网状图中。其中,所述面积值是工件质量信息在各个维度上的评分值组成的区域面积。所述生产合格度集合是包含未达标生产工件质量信息中合格的质量信息占总质量信息情况集合,其中,所述生产合格度是由未达标生产工件质量信息中合格的质量信息除以总质量信息得到的数值。从而可以对生产质量情况进行进一步的分析,提高数据分析的准确性的技术效果。
64.示例性的,所述工件质量评分网状图可以是雷达图,以不同的维度来作为雷达图的顶点。通过尺寸信息、形状信息、表面间的相互位置信息、表面质量信息、热处理质量五个维度来对未达标生产工件质量信息进行评价,将评分结果投影至工件质量评分网状图中,得到一个由各个维度组成的面积值,然后获得未达标工件生产质量信息中合格的质量信息的程度。
65.进一步的,所述获得工件生产质量能力系数中,本技术实施例步骤s600还包括:
66.步骤s610:构建工件生产方案坐标系,所述工件生产方案坐标系以时间紧急性为横坐标,以生产复杂度为纵坐标;
67.步骤s620:将生产工件订单信息输入所述工件生产方案坐标系中,获得工件生产初始区域信息;
68.步骤s630:将所述工件生产质量能力系数作为坐标轴逻辑分割线;
69.步骤s640:基于所述坐标轴逻辑分割线对所述工件生产初始区域信息进行区域分割,确定工件生产划分区域信息,并将所述工件生产划分区域信息的面积值作为工件生产方案优化值。
70.具体而言,通过将以时间紧急性和生产复杂度对所述工件生产订单信息进行可视化处理,进而以所述工件生产质量能力系数来对订单信息进行划分,得到符合工件生产质量能力范围内的工件生产方案,进而对生产质量要求和生产工件参数进行调整,从而可以起到保证生产质量的技术效果。
71.具体的,所述工件生产方案坐标系是通过以时间紧急性为横坐标,以生产复杂度为横坐标,可以表征工件生产的时间和难度两个维度的信息。其中,所述时间紧急性是对所述方案的时间紧急程度进行评估后得到的数值,可选的,以距离订单完成时间的剩余时间的长短为标准,来进行评判时间紧急程度。所述生产复杂度是对所述方案的工艺数量、工艺难度综合评判后得到的数值。
72.具体的,所述生产工件订单信息是获得的生产方案。其中,所述工件生产初始区域信息是订单中的所有工件生产坐标系中可视化的区域信息,包含了订单方案的时间紧急程度和生产复杂程度信息。进一步的,所述将所述工件生产质量能力系数作为坐标轴逻辑分割线指的是以当前工件生产质量能力情况为区分,将所述订单方案,得到在当前生产情况可以保证生产质量的方案。其中,所述工件划分区域信息,为以所述工件生产质量能力系数为坐标轴逻辑分割线得到与所述工件生产初始区域的交点,上述交点与坐标轴围起来的区域。其中,区域的面积值可以用来表征当前工件生产对订单信息的生产质量情况,可以基于面积值来对实际的工件生产方案进行优化。实现提高工业生产质量的技术效果。
73.进一步的,所述获得通过spc工作站获得多个预设采集周期内的生产工件测量数据信息集合中,本技术实施例步骤s100还包括:
74.步骤s110:根据生产工件敏感性系数,确定数据脱敏等级;
75.步骤s120:基于脱敏算法和所述数据脱敏系数等级,对所述生产工件测量数据信息集合进行数据脱敏,获得生产工件脱敏数据信息集合;
76.步骤s130:对所述生产工件脱敏数据信息集合进行加密存储。
77.具体而言,在生产加工过程中,不同工件的生产数据信息需要保密的程度不同,从生产任务中获取到工件的敏感性系数。进而根据敏感程度确定需要进行数据脱敏的等级,通过脱敏算法进行脱敏,从而获得脱敏后的生产工件脱敏数据信息集合,进一步的加密存储。通过对生产工件数据信息的去隐私化,将敏感数据进行转换或修改,起到了保证了生产数据不外泄,提高工件信息安全性的技术效果。
78.具体的,所述生产工件敏感性系数是表征生产工件需要保密的程度的系数,可选的,保密程度越高,所述生产工件敏感性系数越高。所述数据脱敏等级是指对基于敏感性系数确定的需要对数据进行脱敏处理的程度等级。可选的,所述数据脱敏等级可以是一级、二级、三级,一级的脱敏程度最低。
79.具体的,所述脱敏算法是可以保持数据原始特性,将敏感数据进行转换或修改的算法。所述对所述生产工件测量数据信息集合进行数据脱敏,即将数据信息中的敏感数据进行转换和修改。可选的,数据脱敏的方式有静态数据脱敏和动态数据脱敏。其中,所述生产工件脱敏数据信息集合是经过脱敏处理后的工件数据信息集合。进一步的,为了保证数
据安全性,对数据信息集合进行加密存储。可选的,所述加密存储的方式有:主机软件加密、加密存储安全交换机、嵌入式专门加密设备和基于存储层的存储设备,具体的可根据情况进行选择,在此不做限制。
80.进一步的,所述构建生产质量预测模型中,本技术实施例步骤s600还包括:
81.步骤s650:对所述生产质量预测模型进行预测效果评估,获得生产质量预测准确度;
82.步骤s660:如果所述生产质量预测准确度未达到预设预测准确度,基于所述生产质量预测准确度和所述预设预测准确度的差值,获得生产质量预测优化系数;
83.步骤s670:基于模型优化算法和所述生产质量预测优化系数,对所述生产质量预测模型进行优化更新。
84.具体而言,对所述生产质量预测模型的输出结果,即,预测的工件生产质量情况与实际的工件生产质量情况对比分析,评估模型的预测准确情况。进一步的,如果预测效果没有达到预期目标,可以基于所述生产质量预测准确度和所述预设预测准确度的差值,得到对模型优化的参数。然后根据模型优化算法和所述生产质量预测优化系数来对生产质量预测模型进行优化并更新,使所述生产质量预测模型更加准确,能够基于准确的模型来对当前的生产质量情况进行准确预测,从而实现提高调整工件参数的准确性,提高生产质量和效率的技术效果。
85.具体的,所述生产质量预测准确度是对所述生产质量模型进行评估后得到的数值,可以用来表征模型的预测情况。其中,所述预设预测准确度为预先设定该模型的精度,具体的,可以由工作人员自行设置,在此不做限制。所述生产质量预测优化系数是用来调整模型的数据,可以对模型进行优化。其中,所述模型优化算法是一种可以将模型不断优化找到输出准确度最高的模型的算法。
86.综上所述,本技术所提供的一种基于spc检测的工业生产数据处理方法具有如下技术效果:
87.1.本技术通过spc工作站获得多个预设采集周期内的生产工件测量数据信息集合,按照工件质量检测指标集合,获得生产工件质量分类数据信息,按照预设标准对分类数据进行质量比对,获得工件生产质量变化参数,将工件生产质量变化参数输入所述生产质量预测模型中,获得工件生产质量能力系数,对工件生产参数进行调整管理。实现了分析不同时间周期内工件生产质量的变化趋势,基于模型分析预测生产质量,根据订单要求调整生产质量要求和生产工件参数,提高生产质量的技术效果。
88.2.通过对所述生产工件测量数据信息集合进行归一化处理,获得初始工件测量数据信息集合,进一步对其标准化,基于所述预定质量信息标签库对所述标准工件测量数据信息集合进行分类标记,获得所述生产工件质量分类数据信息。实现了方便后续进行数据对比分析,使纷繁复杂的数据更加清楚明了,提高数据处理效率和准确度的技术效果。
89.3.通过对所述多个预设采集周期内的所述工件生产质量合格系数的变化情况进行分析,根据所述修正参数对所述工作生产质量变化参数进行修正,实现对工件生产的质量情况的预测,从而控制生产质量,提高生产质量稳定性的技术效果。
90.实施例二
91.基于与前述实施例中一种基于spc检测的工业生产数据处理方法同样的发明构
思,如图5所示,本技术还提供了一种基于spc检测的工业生产数据处理系统,所述系统包括:
92.第一获得单元11,所述第一获得单元11用于通过spc工作站获得多个预设采集周期内的生产工件测量数据信息集合;
93.第二获得单元12,所述第二获得单元12用于获得工件质量检测指标集合,按照所述工件质量检测指标集合对所述生产工件测量数据信息集合进行数据分类,获得生产工件质量分类数据信息;
94.第三获得单元13,所述第三获得单元13用于根据预设工件质量合格标准对所述生产工件质量分类数据信息进行质量比对,获得生产工件质量合格信息;
95.第四获得单元14,所述第四获得单元14用于基于所述生产工件质量合格信息,获得工件生产质量合格系数;
96.第五获得单元15,所述第五获得单元15用于对所述多个预设采集周期内的所述工件生产质量合格系数进行变化趋势分析,获得工件生产质量变化参数;
97.第六获得单元16,所述第六获得单元16用于构建生产质量预测模型,将所述工件生产质量变化参数输入所述生产质量预测模型中,获得工件生产质量能力系数;
98.第一调整单元17,所述第一调整单元17用于基于所述工件生产质量能力系数,对工件生产参数进行调整管理。
99.进一步的,所述系统还包括:
100.第七获得单元,所述第七获得单元用于对所述生产工件测量数据信息集合进行归一化处理,获得初始工件测量数据信息集合;
101.第八获得单元,所述第八获得单元用于将所述初始工件测量数据信息集合按照预定位数格式进行数据转换,获得标准工件测量数据信息集合;
102.第一构建单元,所述第一构建单元用于根据所述工件质量检测指标集合,构建预定质量信息标签库;
103.第九获得单元,所述第九获得单元用于基于所述预定质量信息标签库对所述标准工件测量数据信息集合进行分类标记,获得所述生产工件质量分类数据信息。
104.进一步的,所述系统还包括:
105.第十获得单元,所述第十获得单元用于根据所述生产工件质量合格信息,获得未达标生产工件质量信息;
106.第十一获得单元,所述第十一获得单元用于对所述未达标生产工件质量信息进行质量多维度评价,获得所述未达标生产工件质量信息的生产合格度集合;
107.第十二获得单元,所述第十二获得单元用于对所述生产合格度集合进行均值处理,获得工件生产质量修正系数;
108.第一修正单元,所述第一修正单元用于根据所述工件生产质量修正系数,对所述工件生产质量变化参数进行修正。
109.进一步的,所述系统还包括:
110.第十三获得单元,所述第十三获得单元用于对所述未达标生产工件质量信息进行质量多维度评价,获得未达标生产工件质量评分矩阵;
111.第二构建单元,所述第二构建单元用于构建工件质量评分网状图,将所述未达标
生产工件质量评分矩阵中的元素值投影至所述工件质量评分网状图,获得未达标工件质量评分网状图;
112.第十四获得单元,所述第十四获得单元用于基于所述未达标工件质量评分网状图的面积值,获得所述未达标生产工件质量信息的生产合格度集合。
113.进一步的,所述系统还包括:
114.第三构建单元,所述第三构建单元用于构建工件生产方案坐标系,所述工件生产方案坐标系以时间紧急性为横坐标,以生产复杂度为纵坐标;
115.第十五获得单元,所述第十五获得单元用于将生产工件订单信息输入所述工件生产方案坐标系中,获得工件生产初始区域信息;
116.第一设定单元,所述第一设定单元用于将所述工件生产质量能力系数作为坐标轴逻辑分割线;
117.第二设定单元,所述第二设定单元用于基于所述坐标轴逻辑分割线对所述工件生产初始区域信息进行区域分割,确定工件生产划分区域信息,并将所述工件生产划分区域信息的面积值作为工件生产方案优化值。
118.进一步的,所述系统还包括:
119.第一确定单元,所述第一确定单元用于根据生产工件敏感性系数,确定数据脱敏等级;
120.第十六获得单元,所述第十六获得单元用于基于脱敏算法和所述数据脱敏系数等级,对所述生产工件测量数据信息集合进行数据脱敏,获得生产工件脱敏数据信息集合;
121.第一存储单元,所述第一存储单元用于对所述生产工件脱敏数据信息集合进行加密存储。
122.进一步的,所述系统还包括:
123.第十七获得单元,所述第十七获得单元用于对所述生产质量预测模型进行预测效果评估,获得生产质量预测准确度;
124.第十八获得单元,所述第十八获得单元用于如果所述生产质量预测准确度未达到预设预测准确度,基于所述生产质量预测准确度和所述预设预测准确度的差值,获得生产质量预测优化系数;
125.第一优化单元,所述第一优化单元用于基于模型优化算法和所述生产质量预测优化系数,对所述生产质量预测模型进行优化更新。
126.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,前述图1实施例一中的一种基于spc检测的工业生产数据处理方法和具体实例同样适用于本实施例的一种基于spc检测的工业生产数据处理系统,通过前述对一种基于spc检测的工业生产数据处理方法的详细描述,本领域技术人员可以清楚的知道本实施例中一种基于spc检测的工业生产数据处理系统,所以为了说明书的简洁,在此不再详述。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
127.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本技术。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术
将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
128.实施例三
129.基于与前述实施例中一种基于spc检测的工业生产数据处理方法相同的发明构思,本技术还提供了一种计算机可读存储介质,所述存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如实施例一的方法。
130.示例性电子设备
131.下面参考图6来描述本技术的电子设备,
132.基于与前述实施例中一种基于spc检测的工业生产数据处理方法相同的发明构思,本技术还提供了一种基于spc检测的工业生产数据处理系统,包括:处理器,所述处理器与存储器耦合,所述存储器用于存储程序,当所述程序被所述处理器执行时,使得系统以执行实施例一所述方法的步骤。
133.该电子设备300包括:处理器302、通信接口303、存储器301。可选的,电子设备300还可以包括总线架构304。其中,通信接口303、处理器302以及存储器301可以通过总线架构304相互连接;总线架构304可以是外设部件互连标(peripheral component interconnect,简称pci)总线或扩展工业标准结构(extended industry standard architecture,简称eisa)总线等。所述总线架构304可以分为地址总线、数据总线、控制总线等。为便于表示,图6中仅用一条粗线表示,但并不表示仅有一根总线或一种类型的总线。
134.处理器302可以是一个cpu,微处理器,asic,或一个或多个用于控制本技术方案程序执行的集成电路。
135.通信接口303,使用任何收发器一类的装置,用于与其他设备或通信网络通信,如以太网,无线接入网(radio access network,ran),无线局域网(wireless local area networks,wlan),有线接入网等。
136.存储器301可以是rom或可存储静态信息和指令的其他类型的静态存储设备,ram或者可存储信息和指令的其他类型的动态存储设备,也可以是电可擦可编程只读存储器(electrically erasable programmable read-only memory,eeprom)、只读光盘(compact discread-only memory,cd-rom)或其他光盘存储、光碟存储(包括压缩光碟、激光碟、光碟、数字通用光碟、蓝光光碟等)、磁盘存储介质或者其他磁存储设备、或者能够用于携带或存储具有指令或数据结构形式的期望的程序代码并能够由计算机存取的任何其他介质,但不限于此。存储器可以是独立存在,通过总线架构304与处理器相连接。存储器也可以和处理器集成在一起。
137.其中,存储器301用于存储执行本技术方案的计算机执行指令,并由处理器302来控制执行。处理器302用于执行存储器301中存储的计算机执行指令,从而实现本技术上述实施例提供的一种基于spc检测的工业生产数据处理方法。
138.本领域普通技术人员可以理解:本技术中涉及的第一、第二等各种数字编号仅为描述方便进行的区分,并不用来限制本技术的范围,也不表示先后顺序。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。“至少一个”是指一个或者多个。至少两个是指两个或者多个。“至少一个”、“任意一个”或其类似表
达,是指的这些项中的任意组合,包括单项(个)或复数项(个)的任意组合。例如,a,b,或c中的至少一项(个、种),可以表示:a,b,c,a-b,a-c,b-c,或a-b-c,其中a,b,c可以是单个,也可以是多个。
139.在上述实施例中,可以全部或部分地通过软件、硬件、固件或者其任意组合来实现。当使用软件实现时,可以全部或部分地以计算机程序产品的形式实现。所述计算机程序产品包括一个或多个计算机指令。在计算机上加载和执行所述计算机程序指令时,全部或部分地产生按照本技术所述的流程或功能。所述计算机可以是通用计算机、专用计算机、计算机网络、或者其他可编程装置。所述计算机指令可以存储在计算机可读存储介质中,或者从一个计算机可读存储介质向另一个计算机可读存储介质传输,例如,所述计算机指令可以从一个网站站点、计算机、服务器或数据中心通过有线(例如同轴电缆、光纤、数字用户线(dsl))或无线(例如红外、无线、微波等)方式向另一个网站站点、计算机、服务器或数据中心进行传输。所述计算机可读存储介质可以是计算机能够存取的任何可用介质或者是包括一个或多个可用介质集成的服务器、数据中心等数据存储设备。所述可用介质可以是磁性介质,(例如,软盘、硬盘、磁带)、光介质(例如,dvd)、或者半导体介质(例如固态硬盘(solid state disk,ssd))等。
140.本技术中所描述的各种说明性的逻辑单元和电路可以通过通用处理器,数字信号处理器,专用集成电路(asic),现场可编程门阵列(fpga)或其它可编程逻辑装置,离散门或晶体管逻辑,离散硬件部件,或上述任何组合的设计来实现或操作所描述的功能。通用处理器可以为微处理器,可选地,该通用处理器也可以为任何传统的处理器、控制器、微控制器或状态机。处理器也可以通过计算装置的组合来实现,例如数字信号处理器和微处理器,多个微处理器,一个或多个微处理器联合一个数字信号处理器核,或任何其它类似的配置来实现。
141.本技术中所描述的方法或算法的步骤可以直接嵌入硬件、处理器执行的软件单元、或者这两者的结合。软件单元可以存储于ram存储器、闪存、rom存储器、eprom存储器、eeprom存储器、寄存器、硬盘、可移动磁盘、cd-rom或本领域中其它任意形式的存储媒介中。示例性地,存储媒介可以与处理器连接,以使得处理器可以从存储媒介中读取信息,并可以向存储媒介存写信息。可选地,存储媒介还可以集成到处理器中。处理器和存储媒介可以设置于asic中,asic可以设置于终端中。可选地,处理器和存储媒介也可以设置于终端中的不同的部件中。这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
142.尽管结合具体特征及其实施例对本技术进行了描述,显而易见的,在不脱离本技术的精神和范围的情况下,可对其进行各种修改和组合。相应地,本说明书和附图仅仅是本技术的示例性说明,且视为已覆盖本技术范围内的任意和所有修改、变化、组合或等同物。显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的范围。这样,倘若本技术的这些修改和变型属于本技术及其等同技术的范围之内,则本技术意图包括这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。