1.本技术属于钢铁杂质分析技术领域,具体涉及一种钢材杂质测定方法。
背景技术:
2.钢中非金属夹杂物产生于钢液脱氧过程,其成分、数量、尺寸和分布直接影响钢铁产品的质量。因此,钢中非金属夹杂物的准确和快速检测,对实现钢中非金属夹杂物的有效控制和钢铁材料产品性能的提升有重要作用。
3.传统的钢中非金属夹杂物检测方法在统计分析钢中小粒径杂质时会遗漏大量数据,例如在统计分析钢中细小氮化铝(颗粒直径0.5μm-1.0μm)时会遗漏大量数据,使统计结果不准确,不利于实现钢中非金属杂质的精准控制。
技术实现要素:
4.有鉴于此,本技术实施例提供一种钢材杂质测定方法,以解决现有技术中不能准确识别大于0.5μm及以上颗粒尺寸的杂质的问题。
5.为实现上述目的,本技术提供了一种钢材杂质测定方法:
6.制样以得到待测样品,把掺入颗粒杂质材料的钢基体制成检测样品,取检测样品的其中一面作为检测面,对检测面进行处理以使检测面中最高点与最低点高度差h满足:0μm≤h≤20μm;
7.用扫描电镜对待测样品中的颗粒杂质材料的存在形式、分布状态以及含量大小进行分析,再利用能谱分析仪对颗粒杂质材料中的元素组成进行分析;
8.其中,扫描电镜的光栅尺寸为7μm~30μm,束流为2~3na。
9.可选地,制样以得到待测样品的步骤中,样品厚度d满足:3mm≤d≤5mm。
10.可选地,扫描电镜的工作参数设置为:加速电压为10kv,束流为2~3na,放大倍数为450倍~1000倍,扫描速度50帧/每秒。
11.可选地,对待测样品进行分析的步骤还包括,进行图像扫描,确定测量区域,使用能谱仪在测量区域对杂质逐个扫描分析,每个杂质的能谱驻留时间50~300毫秒。
12.可选地,对待测样品进行分析的步骤还包括,使用夹杂物分析软件采集杂质的x射线能谱谱图,在夹杂物分析软件自带的标准库中搜索对应的杂质物相,计算定量结果。
13.可选地,对待测样品进行分析的步骤还包括,对所述扫描电镜预热30分钟,并抽真空以使所述扫描电镜的样品仓内真空度小于0.0001pa。
14.可选地,制样以得到待测样品的步骤中,还包括用切割机将钢基体切割制成薄片样;将薄片样进行热镶嵌固定,得到镶嵌样;将镶嵌样进行磨制和抛光,得到镜面样。
15.与现有技术相比,本技术具有以下有益效果:
16.本技术实施例调整了制样方法和扫描电镜与能谱仪参数,通过制样获取待检测表面中最高点与最低点高度差h满足:0μm≤h≤20μm的试样,在分析细小杂质时,扫描电镜使用光栅尺寸7~30μm,小束流2~3na可以大大提高颗粒直径0.5μm-1.0μm的小尺寸夹杂识别
率,更准确分析研究钢中杂质对钢材性能的影响。
附图说明
17.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
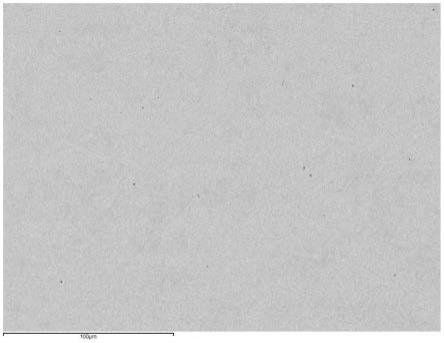
18.图1为本技术实施例中试样的宏观sem图;
19.图2为本技术实施例中试样的元素含量图。
具体实施方式
20.下面详细描述本技术的实施例,旨在用于解释本技术,而不能理解为对本技术的限制。
21.钢中非金属夹杂物产生于钢液脱氧过程,其成分、数量、尺寸和分布直接影响钢铁产品的质量。因此,钢中非金属夹杂物的准确和快速检测,对实现钢中非金属夹杂物的有效控制和钢铁材料产品性能的提升有重要作用。
22.申请人发现,传统的钢中非金属夹杂物检测方法在统计分析钢中小粒径杂质时会遗漏大量数据,例如在统计分析钢中细小氮化铝(颗粒直径0.5μm-1.0μm)时会遗漏大量数据,使统计结果不准确,不利于实现钢中非金属杂质的精准控制。
23.有鉴于此,本技术实施例提供一种钢材杂质测定方法,以解决现有技术中不能准确识别大于0.5μm及以上颗粒尺寸的杂质的问题。
24.本技术主要针对钢材中杂质进行测定,具体包括:
25.制样以得到待测样品,把掺入颗粒杂质材料的钢基体制成检测样品,取检测样品的其中一面作为检测面,对检测面进行处理以使检测面中最高点与最低点高度差h满足:0μm≤h≤20μm;
26.用扫描电镜对待测样品中的颗粒杂质材料的存在形式、分布状态以及含量大小进行分析,再利用能谱分析仪对颗粒杂质材料中的元素组成进行分析;
27.其中,扫描电镜的光栅尺寸为7μm~30μm,束流为2~3na。
28.本技术实施例提供的钢材杂质测定方法,通过调整扫描电镜与能谱分析仪参数和制样方法提高了分析小粒径杂质的准确性,尤其是可以大大提高颗粒直径0.5μm-1.0μm的小尺寸杂质识别率。
29.为了使钢中非金属杂质能裸露在样品表面,在一些实施例中,制备得到待测样品时,还包括用切割机将钢基体切割制成薄片样,之后将薄片样进行热镶嵌固定,得到镶嵌样,最后将镶嵌样进行磨制和抛光,得到镜面样。钢中非金属杂质裸露在样品表面,有利于后续使用扫描电镜分析测定。
30.可选地,打磨步骤采用水砂纸,水砂纸可以是市面上的成熟产品,通过逐步增加水砂纸目数,提高打磨精度。
31.可选地,抛光步骤采用绒布喷涂抛光剂在抛光机进行抛光,抛光剂为金刚石悬浮液和/或sio2悬浮液,抛光机转速为600-900转/分。
32.在一些实施例中,对待测样品进行分析的步骤还包括,进行图像扫描,确定测量区域,使用能谱仪在测量区域对杂质逐个扫描分析,每个杂质的能谱驻留时间50~300毫秒。
33.在一些实施例中,对待测样品进行分析的步骤还包括,使用夹杂物分析软件采集杂质的x射线能谱谱图,在所述夹杂物分析软件自带的标准库中搜索对应的杂质物相,计算定量结果。
34.为了使扫描电镜在最佳运行状态,在一些实施例中,对所述扫描电镜预热30分钟,并抽真空以使所述扫描电镜的样品仓内真空度小于0.0001pa。上述操作可以实现灯丝波动值小于百分之一,束流电压和电流波动小于千分之一,能使电镜处于稳定状态,有利于测定结果更加准确。
35.可选地,打磨步骤采用水砂纸,水砂纸可以是市面上的成熟产品,通过逐步增加水砂纸目数,提高打磨精度。
36.可选地,抛光步骤采用绒布喷涂抛光剂在抛光机进行抛光,抛光剂为金刚石悬浮液和/或sio2悬浮液,抛光机转速为600-900转/分。
37.下面是一个具体的实施例来说明本技术的杂质测定方法。
38.在钢基体上截取长为10mm*8mm*5mm的截面试样,用热镶嵌的方法固定试样,然后依次使用180目、280目、400目、800目和1200目的水砂纸磨制试样,随后在9μm、3μm、1μm和0.5μm的抛光布上进行金相抛光,得到厚度d满足:3mm≤d≤5mm,待检测表面中最高点与最低点高度差h满足:0μm≤h≤20μm的样品。
39.扫描电镜预热30分钟,将制备好的样品粘在样品台后放入扫描电镜样品仓中,抽真空以使真空度小于0.0001pa,设置扫描电镜参数设置为:加速电压10kv,束流2.5na,放大倍数600倍,光栅尺寸15μm,扫描速度50帧每秒。
40.调整好样品画面焦距,待得到清晰画面后,对样品进行图像扫描,得到试样的宏观夹杂物图,如图1所示,由图1可知,待测面中暗色斑点为杂质,而且能看到杂质在待测面中的分布信息。
41.选取测量区域,再使用能谱仪在测量区域对杂质逐个扫描分析,每个杂质的能谱驻留时间100毫秒,持续时间309.7分钟,采集完成21.8mm2区域,得到样品中杂质元素含量分布,如图2所示。由夹杂物分析软件统计出各元素种类及含量,如表1和表2所示,由表2中数据可知,颗粒粒径范围为0.5-1um的杂质数量为1202,颗粒粒径范围为1-2um的杂质数量为609,颗粒粒径范围为2-5um的杂质数量为64,颗粒粒径范围为5-30um的杂质数量为16,可以看出本技术实施例提供的钢材杂质测定方法,提高了分析小粒径杂质的准确性。
42.表1待测样品中元素种类及含量
43.44.对杂质中氮化铝进行统计,结果如表2所示。
45.表2待测样品中氮化铝粒径范围及数量
[0046][0047]
由以上实施例可知,本技术实施例提供的钢材杂质测定方法,通过调整扫描电镜与分析仪参数和制样方法提高了分析小粒径杂质的准确性,尤其是可以大大提高颗粒直径0.5μm-1.0μm的小尺寸杂质识别率。
[0048]
以上所述的仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。