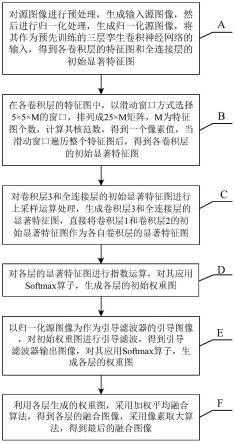
1.本发明涉及一种考虑迁移的设备网络综合调度方法。
背景技术:
2.针对以往的综合调度方法中并没有考虑存在普遍迁移因素的设备网络的问题,从获得完成加工工艺树用时较少的较优调度结果的目标出发,提出的解决方法:先根据加工工艺树的基本信息得出设备集合的参考;根据参考对带坐标的设备集合进行聚类分析划分区域;在区域内筛选出局部最优的调度设备集合;在该调度设备集合中,分别针对关键迁移路径结点和非关键迁移路径结点进行调度;比对不同区域的结果得出最优方案。
技术实现要素:
3.本发明的目的是提供一种考虑迁移的设备网络综合调度方法。针对以往的综合调度方法中并没有考虑存在普遍迁移因素的设备网络的问题,提出考虑迁移的设备网络综合调度方法,采用时间束算法策略根据加工工艺树的信息分析出在尽可能并行的情况下的设备类型以及对应设备数量需求;根据需求进行密度聚类分析划分出设备相对集中的区域;在各区域分别选出对于关键迁移路径而言的局部最优的调度设备集合;采用逆向递推策略,确定非关键迁移路径的结点调度顺序;采用统合渲染策略,结合已调度结点的信息确定相同设备中的具体调度选择。
4.时间束算法策略是为了后续密度聚类更具目的性和完备性,提前根据工艺加工树的信息推导在尽可能并行处理的情况下对各类设备的具体需求,优点分析:针对精细化筛选网络设备预选集的要求,有效提升了后续筛选以及设备集合确定过程的效率,在减小了整体算法复杂度的同时避免了因无效筛选而浪费时间。
5.逆向递推策略是针对正向调度关键迁移路径上的工序集合确定整体的工时之后,通过尽可能减少非关键迁移路径结点因冲突而通过补时增加总时长,优点分析:对于非关键路径上,优先处理迁移次数较多者,有利于实现减少因非关键路径的补时而增加整体耗时,优先选择远离完工节点的工序,有利实现设备的负载均衡以及减少冲突。
6.统合渲染策略是针对具有数个相同类型设备可供选择的情况下,尽可能选择冲突可能性小以及迁移用时少的设备,优点分析:对于可选择的相同类型加工设备,优先选择迁移时间短的设备,有利于使得非关键路径加上较长迁移时间都能处于关键迁移路径的时间以内,减少补时,优先选择邻域易冲突工序出现少的设备,有利于减少冲突产生的时间增加也有利于实现设备的负载均衡。
7.上述的目的通过以下的技术方案实现:考虑迁移的设备网络综合调度方法,该方法主要包括如下步骤:采用时间束算法策略根据加工工艺树的信息分析出在尽可能并行的情况下的设备类型以及对应设备数量需求;根据需求进行密度聚类分析划分出设备相对集中的区域;在各区域分别选出对于关键迁移路径而言的局部最优的调度设备集合;采用逆向递推策略,确定非关键迁移路径的
结点调度顺序;采用统合渲染策略,结合已调度结点的信息确定相同设备中的具体调度选择。
8.所述的考虑迁移的设备网络综合调度方法,所述的调度方法具体实施步骤如下:步骤1:获取加工工艺树,根据加工工艺树的具体信息计算出关键迁移路径和关键迁移设备类型;步骤2:并使用时间束算法得出网络设备预选集参考,从而得出聚类条件的设备完备性数量;步骤3:搜集设备集合信息之后,以设备完备性数量作为聚类密度进行区域划分;步骤4:在单一区域内进行调度,选关键迁移设备类型的核心节点进行设备完备性检查,筛选出合格节点之后,与其领域节点构成网络设备预选节点集合;步骤5:对除关键迁移路径以外的加工工序,依据路线迁移次数降序作为优先级进行逆向递推,过程中根据统合渲染策略对相同类型设备进行筛选;步骤6:得出区域内的最优调度方案,通过比较各区域方案得出最终方案;步骤7:输出调度结果甘特图。
9.所述的考虑迁移的设备网络综合调度方法,所述的时间束算法,仅根据加工工艺树的信息,不限制加工设备数量,以时间线为依托,在尽可能满足并行性的前提下进行虚拟调度。
10.所述的考虑迁移的设备网络综合调度方法,所述的逆向递推策略,正向调度关键迁移路径上的工序集合之后,开始反向调度非关键迁移路径上的工序集合。调度顺序优先级为按迁移路径的迁移次数降序排列。
11.所述的考虑迁移的设备网络综合调度方法,所述的统合渲染策略,是在具有数个相同类型设备可供选择的情况下,为使整体调度时间尽可能小设计该策略动态选择合适的设备。在得出渲染因子之后的优先选择系数大的,除非出现时间冲突的情况。
12.有益效果:1.本发明通过对加工工艺树信息的分析,采用时间束算法策略,提前根据推导在尽可能并行处理的情况下对各类设备的具体需求,针对精细化筛选网络设备预选集的要求,有效提升了后续筛选以及设备集合确定过程的效率,在减小了整体算法复杂度的同时避免了因无效筛选而浪费时间,可以间接使工序的完工时间提前,进而缩短整个产品的完工时间。
13.本发明对调度过程中的非关键路径工序采用逆向递推策略,通过尽可能减少非关键迁移路径结点因冲突而通过补时增加总时长,对于非关键路径上,优先处理迁移次数较多者,有利于实现减少因非关键路径的补时而增加整体耗时,优先选择远离完工节点的工序,有利实现设备的负载均衡以及减少冲突,解决了非关键路径的工序选择问题,同时使得各整体完成时间尽可能早。
14.本发明对调度过程中的相同类型设备采用统合渲染策略,优先选择的冲突可能性小以及迁移用时少以及邻域易冲突工序出现少的设备,减小了工艺加工树中非关键迁移路径上的工序对产品完工时间的影响,从总体上缩短了产品的完工时间,同时也解决了某时刻相同设备的选择问题。
附图说明:
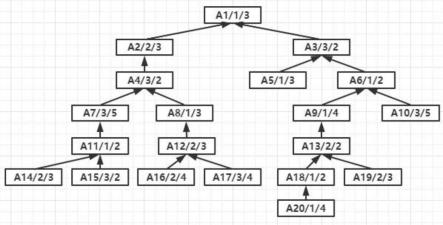
附图1是本发明的工艺树图例。
16.附图2是本发明的设备信息。
17.附图3是本发明对附图2所示设备信息的聚类分析结果。
18.附图4是本发明对附图1所示工艺树的调度结果甘特图。
具体实施方式:
实施例1:一种考虑迁移的设备网络综合调度方法,其特征是:先根据加工工艺树的基本信息得出设备集合的参考;根据参考对带坐标的设备集合进行聚类分析划分区域;在区域内筛选出局部最优的调度设备集合;在该调度设备集合中,分别针对关键迁移路径结点和非关键迁移路径结点进行调度;比对不同区域的结果得出最优方案。
20.实施例2:上述的考虑迁移的设备网络综合调度方法,所述的调度方法具体实施步骤如下:步骤1:获取加工工艺树,根据加工工艺树的具体信息计算出关键迁移路径,关键迁移设备类型;步骤2:并使用时间束算法得出网络设备预选集参考,从而得出聚类条件的设备完备性数量;步骤3:搜集设备集合信息之后,以设备完备性数量作为聚类密度进行区域划分;步骤4:在单一区域内进行调度,选关键迁移设备类型的核心节点进行设备完备性检查,筛选出合格节点之后,与其领域节点构成网络设备预选节点集合;步骤5:对除关键迁移路径以外的加工工序,依据路线迁移次数降序作为优先级进行逆向递推,过程中根据统合渲染策略对相同类型设备进行筛选;步骤6:得出区域内的最优调度方案,通过比较各区域方案得出最终方案;步骤7:输出调度结果甘特图。
21.实施例3:上述的考虑迁移的设备网络综合调度方法,所述的时间束算法,仅根据加工工艺树的信息,不限制加工设备数量,以时间线为依托,在尽可能满足并行性的前提下进行虚拟调度。
22.上述的考虑迁移的设备网络综合调度方法,所述的逆向递推策略,正向调度关键迁移路径上的工序集合之后,开始反向调度非关键迁移路径上的工序集合。调度顺序优先级为按迁移路径的迁移次数降序排列,对于具有相同状态的情况下,应该优先调度加工工艺树中较早开始的工序,即远离完工工序的工序,因为该类结点的时间选择跨度不如靠近完工工序的同状态结点灵活,若不优先调度产生的代价较大。
23.上述的考虑迁移的设备网络综合调度方法,所述的统合渲染策略,是在具有数个相同类型设备可供选择的情况下,为使整体调度时间尽可能小,调度策略应在减少冲突出现的情况下让工序尽可能集中处理,为此设计该策略动态选择合适的设备。在得出渲染因子之后的优先选择系数大的,除非出现时间冲突的情况。
24.实施例4:
上述的考虑迁移的设备网络综合调度方法,所述的时间束算法,仅根据加工工艺树的信息,不限制加工设备数量,以时间线为依托,在尽可能满足并行性的前提下进行虚拟调度。整体的调度过程从关键迁移路径开始,仅考虑加工设备类型约束下,一旦产生非串行前后序加工工序的冲突,即刻分配新的对应设备类型的加工设备,非关键路径工序调度优先级按照逆向递推策略实施,直至加工工艺树加工结束,待所有工序调度结束以后可能会出现非关键迁移路径工序调度时间更长的情况,此时需要进行补时操作,即以最早应调度工序的开始时间为整体开始时间。
25.实施例5:所述的考虑迁移的设备网络综合调度方法,所述的逆向递推策略,正向调度关键迁移路径上的工序集合之后,开始反向调度非关键迁移路径上的工序集合。调度顺序优先级为按迁移路径的迁移次数降序排列,对于具有相同状态的情况下,应该优先调度加工工艺树中较早开始的工序,即远离完工工序的工序,因为该类结点的时间选择跨度不如靠近完工工序的同状态结点灵活,若不优先调度一旦产生冲突则代价较大。调度过程中使用统合渲染策略作为选择设备的参考,先依次尝试调度,如果均产生冲突导致无法直接调度,则选择对原调度计划零刻度影响较少的方案。所有工序调度完成以后需要进行补时操作。
26.实施例6:所述的考虑迁移的设备网络综合调度方法,所述的统合渲染策略,是在具有数个相同类型设备可供选择的情况下,为使整体调度时间尽可能小,调度策略应在减少冲突出现的情况下让工序尽可能集中处理,为此设计该策略动态选择合适的设备。当前调度工序为ai,当前共有k个相同类型设备,x1,x2,...,xk可供选择,而的渲染因子为:μi=w0x0 ∑[w1(1/sij)-w2(nij/ni) w3(nij/ni)]xj其中wi(i=0,1,2,3)为对应评价的权值,具体权值需要根据目的具体分析和确定,第一项为与紧后工序选择同一加工设备的情况,然后针对其余设备,根据设备间的调度时间的倒数即累加的第一项、邻域易冲突工序在设备的数量比例即累加的第二项以及整体在设备上的加工比例即累加的第三项进行计算,在得出渲染因子之后的优先选择系数大的,除非出现时间冲突的情况。
[0027]
实施例7:上述的考虑迁移的设备网络综合调度方法,如附图1所示,即为一个复杂产品的工艺树图例,图中共有20道工序,需要3种加工设备类型,每道工序可在对应设备类型上加工,每道工序属性信息不同,矩形框内符号含义为:产品工序名/加工设备类型/加工时间,产品需在散点分布的设备集合上加工。
[0028]
以下将结合附图1中的工艺树图例来对本方法的具体执行流程进行说明。
[0029]
实施例8:上述的考虑迁移的设备网络综合调度方法,下面将用本调度方法对附图1中的工艺树图例执行调度。方法具体操作步骤如下:根据工艺树我们可以求得关键迁移路径为a17,a12,a8,a4,a2,a1以及关键迁移设备类型为1。采用时间束算法策略结果为1,2,3型设备数量分别为2,3,2。根据上述结果作为密度并适合的半径(此次选择0.13个长度单位作为聚类半径)进行密度聚类。聚类结果划分为两个结点集合,聚类结果如附图3所示。
[0030]
对集合1内的结点进行处理,28的邻域结点集合符合要求,其调度用时11.32单位时间。逆向递推非关键路径上的工序,并使用统合渲染策略计算渲染因子,使用的各项系数分别为0.3,0.3,0.2,0.2。首先处理从a3出发至a1,3型有15,23,24设备,其对应系数分别为0.0300,0.0359以及0.0600。因24设备的系数大所以优先作为调度选择。继续计算后续的结点直至所有工序调度完成,甘特图如附图4所示。
[0031]
对集合2进行相同过程处理,在集合2内关键迁移路线的最短路径用时18.46单位时间。此时已经超过集合1完整调度的用时,故集合1所得即为结果。
[0032]
实施例9:上述的考虑迁移的设备网络综合调度方法,实例对比:由于本发明提出的考虑迁移的设备网络综合调度方法,之前并无研究,因此并没有找到合适的算例以供对比分析,但由实施例8中不同区域的调度结果可以才看出,产品在集合1的总加工用时为29.32,而集合2所计算的产品工艺树的路径长度在没有补时的时候已经为36.46,而29.32小于36.46,因此本方法取得了较好的调度结果,本方法在一定程度上解决了设备网络的综合调度问题。
[0033]
因此,本发明提出的调度方法是解决设备网络综合调度中的考虑迁移的问题。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。