复合膜
发明领域
1.本发明涉及复合膜、盖板,以及制造复合膜的方法。
2.为了封闭包装容器,特别是在食品和宠物食品领域,使用所谓的盖板,将其密封在包装容器的边缘上以封闭容器。这种包装容器的实例包括酸奶杯、托盘或类似容器。
背景技术:
3.特别是由于良好的可加工性、有利的阻隔性能和可回收性,盖板通常由铝箔制成,视情况所述铝箔是印刷、涂漆和/或压印的并在密封侧上涂有密封材料。分别根据实施形式,使用例如层压密封箔、密封漆、挤出涂层或这些技术的组合作为密封材料。施加到铝箔上的层通常不仅用于确保密封性,而且还视情况赋予盖板结构特性,例如改进的抗穿刺性、更有利的撕裂行为、破裂压力等。
4.例如,de 10253110 b4公开了一种具有铝层的盖板,该铝层涂有至少三层共挤出涂层。
5.由于只有所述板的铝部分可以毫无问题地回收利用,因此人们关注于用作密封层施加的材料部分的减少。然而,这与技术要求背道而驰。一方面,密封层必须足够坚固以产生足够好的密封粘合力,另一方面,密封层应具有良好的剥离性能,即消费者必须无需过度用力(且无需撕裂盖板)就能够将盖板从包装容器剥离。还必须考虑到密封层是否适合待包装的商品,例如食品。为了改善剥离性能,可将剥离力添加剂,特别是矿物填料如滑石粉添加到密封层的材料中。然而,矿物填料损害聚合物材料的可加工性并在挤出过程中引起问题。相应的密封层因此必须以相对较高的层厚度挤出。
6.wo 2012/113530 a1描述了一种由铝箔组成的复合膜,该铝箔与共挤出层结合。所述共挤出层由添加了填料的聚丙烯制成的中间层和两侧邻接的由马来酸酐改性的聚丙烯制成的增粘层组成。
7.us 5,626,929 a描述了一种具有铝层的复合膜,该铝层使用聚氨酯粘合剂与密封层层压。该密封层由1-丁烯/乙烯共聚物和乙烯均聚物的混合物以及无机填料组成。密封层的厚度为24g/m2至48g/m2,就此该复合膜的塑料含量高。
技术实现要素:
8.本发明的目的尤其在于提供一种可回收性较好的铝坯,其可以降低塑料的比例,并且可以挤出到铝层上。
9.在第一方面,根据权利要求1的特征,本发明涉及一种复合膜,特别是用于生产盖板的复合膜。本发明还涉及一种用于生产这种复合膜,特别是用于生产盖板的复合膜的方法。因此,挤出层可以生产得特别薄,同时在生产过程中仍然可以实现高线速度。可以以大约400m/min或更高的线速度运行,而不会在挤出层的熔膜中出现缺陷或孔洞。这是出乎意料的效果,因为添加剥离力添加剂通常会降低熔体强度,以至于相应的挤出层要么必须做得更厚,要么必须降低生产线速度。出人意料的是,通过添加第二聚合物成分可以显着降低
挤出层的厚度,同时保持高线速度。同时,可以实现良好且恒定的密封接缝强度。
10.根据本发明,挤出层的总厚度为10-18g/m2,特别是在10和15g/m2之间,其中增粘层的厚度优选在3和5g/m2之间,且其中密封层的厚度优选在6和10g/m2之间。通过这种非常薄的涂层可以将复合膜中聚合物成分与铝的比例设置为非常低的值,从而使复合膜可以低于定义复合膜可回收性的极限值。
11.有利地,第一聚合物成分在聚合物基体中的比例可以优选在约30和约70重量%之间。熔体粘度尤其可以通过第一聚合物成分调节到有利的值。
12.在一个有利的实施方案中,第二聚合物成分在聚合物基体中的比例可以在30和70重量%之间。通过选择第二聚合物成分的比例,由复合膜制成的盖板的特别是密封接缝强度和破裂压力可以有利地有针对性地受到影响。
13.在另一个有利的实施例中,铝层可以由优选地软质或半硬质铝箔构成,其厚度为10μm至70μm,特别是20至38μm。这提供了非常好的阻隔性能,并允许生产具有客户习惯和想要的性能的板坯,例如触觉、外观、剥离行为等。
14.视情况,挤出层可以具有与密封层邻接的外覆盖层,其优选具有在1和3g/m2之间的厚度。所述覆盖层足够薄,至少负面地不会实质性损害密封层的功能。视情况,覆盖层也可以赋予表面积极的性能,例如通过改善热粘性能的方式。特别地,覆盖层在复合膜的生产中提供工艺工程优势,因为避免了剥离力添加剂在挤出喷嘴上的沉积。
15.第二聚合物组分可优选具有选自以下各项的聚合物成分:乙烯/丙烯共聚物,特别是优选基本上不含二烯的半结晶乙烯-丙烯共聚物,α-烯烃共聚物,特别是乙烯/α-烯烃共聚物和/或丙烯/α-烯烃共聚物、乙烯-丙烯-二烯弹性体以及这些物质的组合。
16.本发明还涉及一种用于封闭包装容器的盖板,其中所述盖板优选通过冲压或切割由如上所述的复合膜制成。
17.本发明还涉及一种用于生产用于封闭包装容器的盖板的方法,其中所述盖板优选地通过冲压或切割由本发明所描述的方法制备的复合膜制成。
附图说明
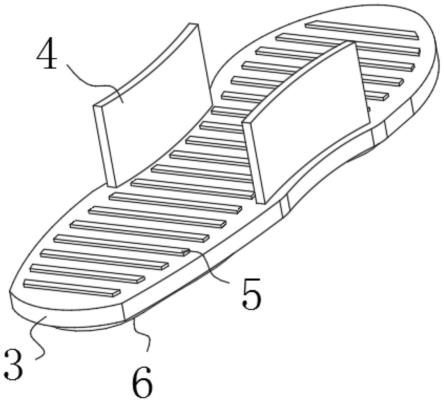
18.下面参考图1更详细地解释本发明,图1通过示例、示意性而非限制性地示出了本发明的有利实施例。
19.图1在此示出了盖板的层构造。
20.在图1中以横截面示意性示出的用于制造盖板的复合膜1基本上具有铝层2,该铝层2在其面向产品的一侧上涂覆有多层挤出层3。视情况,可以在铝层2背向产品的一侧设置印刷用底漆层4。图1的表示纯粹是示意性的而不是按比例的。特别是,它因此不代表实际的厚度比。
21.挤出层3在一次性操作中作为共挤出物施加到铝层2上并且具有增粘层5和可剥离密封层6。视情况,还可以在密封层上方提供薄覆盖层7。所述挤出层3的总厚度优选在10和18g/m2之间,且优选在10和15g/m2之间。
22.铝层2由优选软质或半硬质铝箔构成,且具有优选厚度约20至约38μm。视情况,如果对特定应用是所希望或必要的,厚度也可以更高或更低。具有例如在10μm和70μm之间的厚度的铝层通常用于盖板。铝层2用作基材,在共挤出工艺中将挤出层3的铺设施加到该基
材上。
23.增粘层5提高了密封层6与铝层2之间的粘合性,其中在现有技术中已知有多种可用于制作增粘层5的材料。例如,增粘层5的材料可以选自乙烯-丙烯酸共聚物(eaa)、乙烯-甲基丙烯酸(emaa)、马来酸酐改性的ldpe(pe-g-maoh)、三元共聚物(例如arkema的lotader
tm
)、离子聚合物和在该专业领域中看似适用于此目的的类似材料或这些材料的组合。
24.增粘剂层5尤其应当能够实现密封层6与铝层2之间的良好粘合,而无需随后的热处理,例如能够充分活化增粘剂层5。共挤出后的这种热处理通常在200℃和300℃之间的温度下进行并且可能负面影响复合膜1的平整度。例如,这会导致用复合膜1制造的盖板翘曲,结果盖板的可加工性,特别是用于封闭容器的在容器上密封的性能会受到影响。具有马来酸酐(例如pp-maoh或pp-maoh)接枝的增粘剂的增粘剂层5会产生这类问题。上述增粘剂,尤其也可用于聚乙烯基密封层6,直接粘合到铝层2上并且在共挤出之后不需要任何热处理。
25.增粘层5可以优选以3和5g/m2之间的层厚度挤出。实际需要的层厚通常根据制造商的规格来选择。增粘层的层厚例如可以根据以下标准来选择。层厚选择尽可能薄,因为对于整体较薄的涂层(优选最大总厚度为18g),需要就密封而言足够厚的密封层以及成本原因,因为上述材料通常比用于密封层的材料更昂贵。然而,增粘层必须足够厚以保持始终均质的层,从而确保挤出涂层在铝箔上足够良好的粘附。
26.密封层6具有聚合物基体,其中添加了含量在10和35重量%之间的剥离力添加剂。密封层6可优选以介于6-12g/m2之间的层厚挤出。为了获得更好的复合膜的可回收性,将挤出层的厚度(特别是密封层6的厚度)最小化是有意义的。密封层6应尽可能薄,同时仍能保证所需的密封接缝强度和剥离性能。进一步的技术限制是挤出层3的可制造性,因为如果层厚度太小,在挤出层3中会形成孔洞和其它缺陷。鉴于本文公开的教导,最小化挤出层的厚度在本领域普通技术人员的技能范围内。
27.剥离力添加剂尤其可以是优选与食品相容的矿物填料。剥离力添加剂可优选选自滑石粉或滑石、caco3、白垩、硅酸盐(例如云母、高岭土)、其它矿物填料或这些材料的组合。所述剥离力添加剂可以优选地具有这样的粒度,即使对于给定的薄密封层,也不会损害它或仅会微不足道地损害它。例如,特别是粒度d98(“顶切(top-cut)”)应例如小于20μm。
28.密封层6的聚合物基体具有至少两种不同的聚合物成分,在此称为“第一聚合物成分”和“第二聚合物成分”。任选地,还可以存在其它聚合物成分。所选择的名称纯粹是为了区分,不应被解释为限制性的。
29.第一聚合物成分是聚烯烃,特别是聚乙烯,优选低密度聚乙烯(ldpe)。然而,其它类型的聚乙烯也是可以考虑的,例如线性低密度聚乙烯(lldpe)、中密度聚乙烯(mdpe)或高密度聚乙烯(hdpe)。然而,由于分子结构,ldpe特别合适。第一聚合物成分在聚合物基体中的比例为约30和约70重量%之间。
30.第一聚合物成分作为密封层6的“基础材料”,不仅影响材料成本,而且影响加工性能必须考虑的基本参数,例如聚合物基体或密封层6在挤出过程中的熔体粘度、可拉伸性或熔体强度和熔膜稳定性。具体而言,可以通过改变第一聚合物成分的比例来改变聚合物基体的熔体粘度。聚合物基体的一个有利的熔体粘度是熔体流动指数(mfi值)在约2和约15g/10min之间的范围内。
singapore pte ltd.以名称“tafmer
tm”出售的是可商购的材料。视情况,这些材料的组合或混合物,任选地与其它不同类型的聚烯烃塑性体和/或聚烯烃弹性体,也可以用作第二聚合物成分。此外,根据本公开可用的聚烯烃塑性体和聚烯烃弹性体不限于当时可商购的那些,而是包括本领域已知的或由本领域已知的材料通过普通技术人员能力之内的参数改变制备的所有聚烯烃塑性体和聚烯烃弹性体。
43.例如可用作第二聚合物成分或作为第二聚合物成分的一部分的聚烯烃塑性体或聚烯烃弹性体也公开于例如以下专利文献中:
44.wo 2007/115816 a1公开了基于丙烯的聚烯烃弹性体,其在本文中称为“基于丙烯的弹性体”。这些具有高达95重量%的第一半结晶聚合物组分,其形式为丙烯与有限比例的乙烯的共聚物。
45.us 2004/0236042 a1公开了一种生产聚烯烃弹性体的方法,特别是具有主要比例的丙烯和较低比例的乙烯的热塑性聚合物组合物。
46.us 7557172 b2公开了一种基于乙烯的聚烯烃塑性体,它是乙烯/α-烯烃共聚物。
47.us 2004/0236042 a1、us 7557172 b2和wo 2007/115816 a1的内容对于在其中可能的司法权内成为本说明书或申请内容的一部分。
48.尽管较高比例的第二聚合物成分会使挤出过程中的加工更困难或更复杂,但是密封层6的密封接缝强度得到改善,特别是如果将其制成非常薄的情况下。除了密封接缝强度之外,破裂压力也可以通过改变第二聚合物成分的比例而受到积极影响。
49.在为第二聚合物成分选择材料时考虑,密度越低,第二聚合物成分随着增加的质量行为越像弹性体(即橡胶状)。然而,就此熔点也下降,而粘性增加(由于材料在高温下软化)。这可能会导致挤出过程中的加工问题(例如粘在冷却辊上)或成品材料(例如辊中的阻塞、材料幅材的运行特性)。在了解本文公开的教导的情况下,本领域的普通技术人员能够通过规范的工作和测试有意义地选择合适的材料组合,并同时考虑到所述约束。
50.视情况,其它聚合物成分以至多25重量%的比例添加到密封层6的聚合物基体中。
51.其它聚合物成分可特别选自lldpe(c4、c6、c8)、mlldpe(c4、c6、c8)、聚丙烯均聚物、聚丙烯共聚物或这些材料的组合。
52.其它聚合物成分可例如用于影响密封性能。例如,这些可以与特殊的杯子材料相匹配,例如具有不同比例的聚丙烯和/或聚乙烯的杯子。此外,对于热填充(需要更好的热粘性),提高密封材料的熔点可能是有利的,例如通过使用c
6-聚合物作为额外的聚合物成分,因为它的熔点高于例如第一聚合物成分的ldpe。
53.覆盖层7,如果提供的话,可以优选以1-3g/m2的层厚挤出。覆盖层7的材料优选选自ldpe、lldpe、mdpe或这些材料的组合。
54.覆盖层7非常薄,因此对密封层6的密封性能至少负面影响是很小的。覆盖层7的设置在工艺工程方面是特别有利的。例如,覆盖层将挤出喷嘴的壁与密封层6的材料分开。这避免了矿物填料的沉积,特别是滑石沉积在挤出喷嘴上。
55.在说明书和权利要求书中,除非当时或当场另有说明,否则表述“基本上”或“大约”是指在物理上可能的情况下,低于和高于给定值的10%的偏差,否则仅在合理范围内方向,在度数(角度和温度)表示
±
10
°
。
56.所有的量和比例,特别是用于限定本发明的那些,只要它们不涉及具体实施例,应
以
±
10%的公差来理解。给出“11%”表示例如:“从9.9%到12.1%”。在诸如“溶剂”之类的名称中,“ein”一词不应被视为数字,而是不定冠词或代词,除非上下文另有说明。
57.除非另有说明,术语:“组合”或“多种组合”代表所有类型的组合,从两个相关组分开始直到多个或所有这样的组分,术语:“包含”还代表“由以下组成”。
58.在各个配置和示例中指定的各个特征和变体可以(除非当时和那里另有说明)与其他示例和配置的特征和变体自由组合,并且可以特别用于在权利要求中表征本发明,而不必包括其他相关设计或相关示例的详细信息。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。