1.本实用新型涉及航天、军工电子产品制造领域,具体涉及一种电装产品线束制作所用工装。
背景技术:
2.航天电装产品,尤其是地面产品的生产制作中一个重要的工序就是线束制作,此工序步骤繁多,工作量巨大,是整个产品生产中用时最多的一个工序,包括下线、铺线、扎线、线束防护等多项步骤,且必须要根据产品机箱的具体尺寸结合设计图纸等数据才能进行线束制作,但机箱通常生产周期较久,且使用不便,一般会制作工装替代机箱进行线束制作。但目前现有的线束制作工装主要有两种形式,一种为金属板材制作,1:1还原机箱尺寸并将立体机箱展开为平面结构。此工装不足之处在于采用平面布线和线束绑扎的方式,最后成品线束机时,存在不同程度的不匹配,如在机壳内部弯角处,线束主干留长过多或者过短导致线束装入整机内部后出现与机箱不贴合的形变。且工装占地面积大,不方便收纳;此外金属板材制作,金属边缘比较锋利容易磨损导线,使用前还需要二次加工,在每个镂空孔边沿使用硅橡胶防护,带来了额外的工作量。另一种也是金属材质,结构为通过螺柱将两层工装板连接起来,每次使用前都需要进行组装,使用后再拆卸保存,操作繁琐费时且零部件多容易丢失。不足之处在于虽然立体还原机箱结构,可快速布线,但是在扎线时,无法在90度垂直平面快速的完成线束绑扎,需将线束取出后,再进行90度平面线束绑扎,导致生产效率低下。
技术实现要素:
3.本实用新型的目的在于克服上述缺陷,提供一种可折叠便携式一体化线束制作工装,包括第一底板,第二底板,左侧板,右侧板和合页;第一底板一端通过合页连接左侧板,第一底板另一端通过合页连接第二底板一端,第二底板另一端通过合页连接右侧板;扎线时,第一底板、第二底板、左侧板和右侧板均为展开状态,第一底板、第二底板、左侧板和右侧板共面;布线时,第一底板和第二底板为展开状态,第一底板和第二底板共面,左侧板及右侧板与第一底板及第二底板垂直;线束制作完毕后,第一底板和第二底板对折,左侧板和右侧板分别向外翻折。本实用新型工装兼顾平面、立体两种结构形式,实现了立体布线又满足平面扎线的不同使用需要,并且工装便于收纳、节省空间、方便移动、方便操作,降低了操作难度,保证了产品一致性。
4.为实现上述实用新型目的,本实用新型提供如下技术方案:
5.一种可折叠便携式一体化线束制作工装,其特征在于,包括第一底板,第二底板,左侧板,右侧板和合页;
6.第一底板一端通过合页连接左侧板,第一底板另一端通过合页连接第二底板一端,第二底板另一端通过合页连接右侧板;
7.扎线时,第一底板、第二底板、左侧板和右侧板均为展开状态,第一底板、第二底
板、左侧板和右侧板共面;布线时,第一底板和第二底板为展开状态,第一底板和第二底板共面,左侧板及右侧板与第一底板及第二底板垂直;线束制作完毕后,第一底板和第二底板对折,左侧板和右侧板分别向外翻折。
8.进一步的,上述一种可折叠便携式一体化线束制作工装,还包括用于在布线时支撑左侧板或右侧板的侧板辅助支撑件。
9.进一步的,所述左侧板和右侧板均设有凹槽,第一底板和第二底板均设有安装孔;
10.所述侧板辅助支撑件包括支撑件主体和分别连接支撑件主体两端的卡入端和固定端,卡入端通过所述凹槽卡住左侧板或右侧板,固定端通过所述安装孔固定于第一底板或第二底板上,支撑件主体垂直第一底板或第二底板。
11.进一步的,所述卡入端为朝向第一底板或第二底板开口的u型。
12.进一步的,所述合页为可180度折叠平面暗合页。
13.进一步的,上述一种可折叠便携式一体化线束制作工装,采用玻璃布板材质制得。
14.进一步的,所述第一底板,第二底板,左侧板和右侧板上设有走线区域,所述走线区域与机箱走线区域的比例为1:1。
15.进一步的,所述第一底板与第二底板的尺寸相等,左侧板与右侧板的尺寸相等。
16.进一步的,所述合页≥6个;
17.第一底板一端与左侧板之间、第一底板另一端与第二底板一端之间、以及第二底板另一端与右侧板之间均通过≥2个合页连接。
18.进一步的,工装所设走线区域中包括采用油墨印制的线束走向路径和分支出线位置。
19.本实用新型与现有技术相比具有如下至少一种有益效果:
20.(1)本实用新型首次将合页应用到工装的设计中,利用合页的特点,做到了真正的“平面—立体”180
°
自由切换,同时满足了立体布线、平面扎线的不同使用需求,并且实现了工装一体化,不需要反复拆装;工装还可多次折叠,收纳后的面积可达展开使用的三分之一,收纳后小巧轻便,可便携移动,不占用过多存储空间。
21.(2)本实用新型采用玻璃布板材质加工得到,相较目前常用的金属板材,璃布板材质具有以下优势:材料成本更低可重复性利用、重量更轻、且材质光滑不会出现磨损导线的情况。
22.(3)本实用新型为提高批生产效率,降低操作难度,保证线束的一致性,优化线束走向路径、确定各分支出线位置,并将其固化标记在工装上,线束走向清晰明了,不仅省去反复确认出线位置的时间,并且降低了操作难度,布线时不易出错,提高了正确率,保证了批产产品线束的一致性。
23.(4)本实用新型在保证满足使用需求的基础上为了使工装重量更轻,体积更小,方便移动收纳采取了多项举措,包括选择质量更轻的玻璃布板加工;并且除线束走线涉及部分1:1还原产品机箱尺寸,其余部分省略,不仅方便了操作,较产品机箱更小巧,减轻了重量。此外考虑收纳情况,利用合页将面积最大的底板也一分为二,实现了工装多次折叠,不仅便携可移动且收纳节约空间。
附图说明
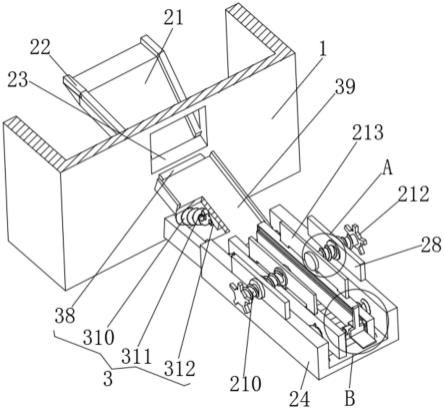
24.图1为本实用新型可折叠便携式一体化线束制作工装扎线时的示意图;
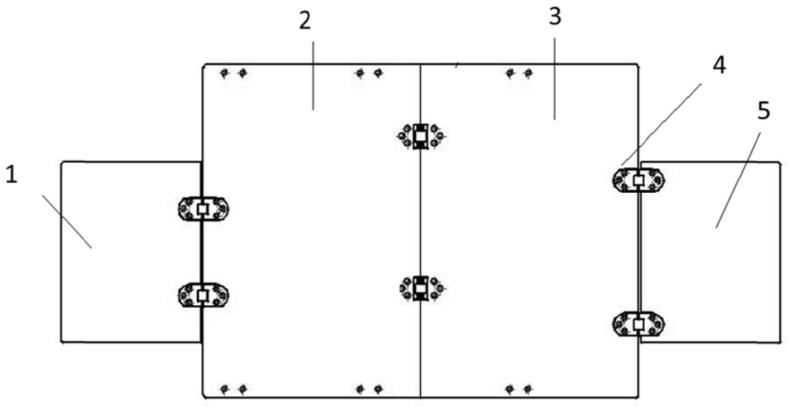
25.图2为实施例1可折叠便携式一体化线束制作工装扎线时的示意图;
26.图3为本实用新型侧板辅助支撑件结构示意图。
具体实施方式
27.下面通过对本实用新型进行详细说明,本实用新型的特点和优点将随着这些说明而变得更为清楚、明确。
28.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
29.本实用新型涉及航天、军工电子产品制造领域,是一种电装产品线束制作所用工装。用于整机产品线束制作,包括布线、扎线、线束防护等工序,旨在解决批产数量大的定型产品受机箱生产周期的限制,必须等到机箱到位后才能开始线束制作,影响交付周期的问题,利用工装实现电装生产与金工件同步进行,缩短生产周期,为批产产品的顺利交付提供保证。且本工装结构设计新颖,有别于现有扎线工装要么平面要么立体单一的结构形式,首次将合页应用到工装的设计中利用合页的特点,做到了真正的“平面—立体”180
°
自由切换,同时满足了立体布线、平面扎线的不同使用需求。
30.如图1,本实用新型工装选用玻璃布板材质制作,包括第一底板2,第二底板3,左侧板1,右侧板5,各部分通过合页4连接,在一种优选的实施方式中,外加侧板辅助支撑件辅助左右侧板稳定竖立,在一种优选的实施方式中,侧板辅助支撑件为类似s型的固定钩,如图3所示。工装充分利用了合页的工作原理,合页又称铰链是用来连接两个固体并允许两者之间做相对转动的机械装置,本实用新型利用合页的此特点,便可实现工装平面-立体自由转换且可折叠的需求,通过对市面上常用的合页类型进行调研,最终选择了可180度折叠平面暗合页,此种合页除基本功能外还能保证工装展开无缝隙,无凸起,不会对布线、扎线造成影响。通过合页的巧妙应用使线束制作工装做到了真正的“平面—立体”180
°
自由切换,同时满足了立体布线、平面扎线的不同使用需求。当需要布线时,将第一底板2和第二底板3,左侧板1和右侧板5向外轻拉解锁合页立起左右侧板,并将侧板辅助支撑件一端插入底板上的对应孔中,另一端卡入左右侧板对应凹槽中,使得左右侧板稳定竖立,随即根据工装上标记的走向路径结合下线表进行布线即可。当需要扎线时,将第一底板2和第二底板3展开,去掉侧板辅助支撑件,将工装左、右侧板展开,与第一底板2和第二底板3共面。实现了工装一体化,不需要反复拆装。工装还可多次折叠,收纳后的面积可达展开使用的三分之一,收纳后小巧轻便,可便携移动,不占用过多存储空间。并且结合图纸将线束走向路径、分支出线位置使用油墨印在工装表面,方便操作人员布线,降低了操作难度,不易出错,提高了正确率。
31.实施例1:
32.工装结构:包括第一底板2,第二底板3,左侧板1,右侧板5,各部分通过合页4连接,如图2所示,还包括侧板辅助支撑件为类似s型的固定钩。利用合页可0~180
°
展开的特点,将各部分连接,实现工装立体—平面自由切换,且一体化不需要反复拆装,并可多次折叠收
纳。
33.本实用新型通过合页的巧妙应用使线束制作工装做到了真正的“平面—立体”180
°
自由切换,同时满足了立体布线、平面扎线的不同使用需求。当需要布线时,将工装第一底板2,第二底板3展开,左侧板1,右侧板5向外轻拉解锁合页立起左右侧板,并将侧板辅助支撑件一端插入底板上的对应孔中,另一端卡入左右侧板对应凹槽中,使得左右侧板稳定竖立,随即根据工装上标记的走向路径结合下线表进行布线即可。当需要扎线时,第一底板、第二底板、左侧板和右侧板均为展开状态,第一底板、第二底板、左侧板和右侧板共面。
34.此外为了方便操作,提高布线正确率,在工装上标记如图2所示的出线束走向路径及去向器件(零部件)的位号信息,清晰明了,布线时不易出错,降低操作难度,且保证了线束的一致性。
35.具体使用方法:
36.(1)当需要布线时,将第一底板2和第二底板3展开,左侧板1和右侧板5向外轻拉解锁合页立起左右侧板,并将侧板辅助支撑件一端插入底板上的对应孔中,另一端卡入左右侧板对应凹槽中,使得左右侧板稳定竖立,随即根据工装上标记的走向路径结合下线表进行布线即可。
37.(2)当需要扎线时,第一底板、第二底板、左侧板和右侧板均为展开状态,第一底板、第二底板、左侧板和右侧板共面。
38.(3)当使用完毕后,底板对折,左右侧板向外折叠,收纳即可。
39.以上结合具体实施方式和范例性实例对本实用新型进行了详细说明,不过这些说明并不能理解为对本实用新型的限制。本领域技术人员理解,在不偏离本实用新型精神和范围的情况下,可以对本实用新型技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本实用新型的范围内。本实用新型的保护范围以所附权利要求为准。
40.本实用新型说明书中未作详细描述的内容属本领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。