1.本实用新型涉及一套多尺寸的导热硅脂涂覆组合工装,用于多尺寸集成电路的导热硅脂涂覆。
背景技术:
2.由于功率器件的大量应用,目前电子产品在工作过程中,器件本体的功耗不断上升,发热现象异常突出,如果不进行合理、有效的热设计,则热量聚积将会导致集成电路工作温度过高,形成电路故障,严重情况下造成电子产品失效。
3.为了优化电子产品工作时的热量管理,设计人员通常采用散热装置对集成电路工作时产生的焦耳热量进行有效传导,一般的传导形式是将散热装置紧贴集成电路表面,利用两种材料的温度差,将器件本身的热量传递给散热装置,再将散热装置连接至另一装置上去散发。
4.然而,器件与散热器这两种名义上接触的金属体表面,实际上接触仅发生在离散的面积元上,在未接触的界面之间还存在着空气,这无异增加了接触热阻,除了增加接触压力和有效接触面积外,还可通过增加导热硅脂等界面材料,来填充界面间的空气,从而降低接触热阻。
5.面对着不同尺寸的集成电路器件,在实际生产中常常采用点涂导热硅脂的方式进行,但点涂的形式常常依赖于人的手法,操作费时,工艺控制要求较高。如果手工点涂过厚的话,反而增大热阻,起到了相反的作用,且过多的涂覆量也会造成后续的硅脂溢出,吸附污染物后造成绝缘电阻和耐电压的降低。
技术实现要素:
6.本实用新型的技术解决问题是:为克服现有导热硅脂涂覆量的不一致,防止导热硅脂在填充挤压后溢出,造成周围部位污染。提供一套多尺寸的导热硅脂涂覆组合工装,按照不同尺寸的集成电路选择对应的涂覆钢片,在涂覆面积和厚度可控的状态下进行单向印刷,即由内向外进行一次印刷,实现有效降低接触热阻的功能。
7.本实用新型的技术解决方案是:
8.一套多尺寸的导热硅脂涂覆组合工装,包括:涂覆刮刀、连接杆、涂覆钢片和固定装置;
9.涂覆刮刀包括:涂覆侧与手持侧;涂覆侧与手持侧连接,手持侧的面积小于涂覆侧的面积;涂覆刮刀的材料为不锈钢。
10.涂覆钢片的一端通过连接杆与固定装置相连接;连接杆两端加工有螺纹,中间为光杆;光杆上套装有多个涂覆钢片;
11.涂覆钢片的另一端加工有开口结构;作为涂覆开口用于导热硅脂的漏印;优选的,开口结构的截面为“米”字形。
12.涂覆钢片的另一端作为功能端,涂覆钢片的一端作为非功能端。
13.固定装置的内部能够容纳多个涂覆钢片;每个涂覆钢片均能够独立的相对固定装置绕连接杆转动。
14.所述开口结构的截面为“米”字形或圆形形状。
[0015]“米”字形形状的开槽宽度取值范围为2mm-3mm。
[0016]
所述开口结构为n
×
n阵列的通孔,n为大于或等于3的正整数。
[0017]
涂覆侧自由端的边长尺寸不小于涂覆钢片的短边尺寸,以便向下兼容小尺寸的涂覆钢片。
[0018]
每个涂覆钢片的厚度及开口结构的截面积均不相同;用于适应印制电路板上不同集成电路的散热面尺寸。
[0019]
一套多尺寸的导热硅脂涂覆组合工装,还包括:弹力绑带;
[0020]
弹力绑带绕过涂覆钢片的侧壁后连接固定装置的外壁。弹力绑带作为松开固定装置,用于在任意涂覆钢片旋出固定装置后,将其余涂覆钢片固定在固定装置内部,防止其余涂覆钢片影响导热硅脂的涂覆。
[0021]
涂覆钢片短边长度的取值范围为10mm-40mm。
[0022]
涂覆钢片的厚度取值范围为0.10mm-0.12mm;共面性不大于0.08mm。
[0023]
涂覆钢片的一端有加工有直径不小于2mm的连接孔,用于连接杆。
[0024]
本实用新型的有益效果为:
[0025]
(1)本实用新型根据集成电路的散热面尺寸,制作一组可选择性的通用涂覆工装,可根据不同尺寸灵活选择涂覆钢片,不需刻意控制涂覆量,仅适用刮刀进行单次刮动,即可完成固定厚度和面积的涂覆操作,具备较强的通用性。
[0026]
(2)本实用新型操作便捷化,该涂覆工装仅通过转开固定装置,即可选择所需的涂覆钢片,可实现快速调节和操作,以适应集成电路外形尺寸,操作方便快捷。
附图说明
[0027]
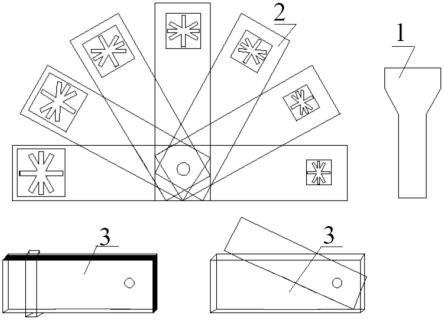
图1为本实用新型结构示意图。
[0028]
图2为开口为圆形孔结构。
[0029]
图3为开口为n*n阵列的通孔结构。
具体实施方式
[0030]
下面结合附图对本实用新型做进一步叙述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
[0031]
一套多尺寸的导热硅脂涂覆组合工装,如图1所示,包括涂覆刮刀1、涂覆钢片2、固定装置3。
[0032]
涂覆刮刀具有一定的刮动刚度,保证厚度为1mm,设计成铲形不锈钢片,手持部分的面积小于涂覆侧面积;刮刀涂覆侧的长度尺寸不小于最大涂覆钢片的边长尺寸,以便向下兼容小尺寸的涂覆钢片。
[0033]
涂覆钢片为不同尺寸、固定厚度的矩形不锈钢形式,其宽度尺寸适应于印制电路板上不同集成电路的散热面尺寸,分为10mm、15mm、20mm、25mm、 30mm、35mm和40mm七种规格。钢片表面进行激光开槽,形成“米”字型形式。激光开槽孔中进行去毛刺处理,可保证涂
覆导热硅脂后的漏印效果。“米”字型的开槽宽度为2mm-3mm,每个开槽长度对应于散热面尺寸设置,分别为6mm、11mm、16mm、21mm、26mm、31mm和36mm。此外,钢片表面激光开槽的形状还可以是圆形,或者形成n
×
n阵列的通孔,n为大于或等于3的正整数。如图2、3所示。
[0034]
涂覆钢片的厚度为0.10mm-0.12mm,控制厚度值不能太高,以免影响接触热阻,同时也可以保证有效漏印;在该厚度下进行漏印后,经过与散热装置的压力接触,保证硅脂涂覆量达到集成电路散热面的70%-80%。
[0035]
涂覆钢片的共面性不大于0.08mm,保证钢片与集成电路散热面的完全接触。
[0036]
涂覆钢片的非功能侧开有2mm直径的安装孔,便于将不同尺寸的涂覆钢片组合在一起,按实际尺寸标注,携带方便,操作简单。
[0037]
首先确定印制板组装件上所需要进行硅脂涂覆的集成电路散热面尺寸,其尺寸应略小或接近于某一涂覆钢片尺寸。待选择完成涂覆钢片尺寸后,将钢片居中紧贴放置于集成电路散热面表面,并旋紧固定装置。
[0038]
将导热硅脂放置于接近钢片的非功能侧一端,导热硅脂的横向长度不小于钢片横向宽度的80%。
[0039]
使用涂覆刮刀从非功能侧一端单向刮动,由内向外。刮动过程中稍加施力,以保证厚度的均匀统一,刮动后观察“米”字型槽内的导热硅脂是否均有效填充。如果填充完好,则向上垂直取下涂覆钢片。
[0040]
涂覆完成后检查效果,清理涂覆工装,避免槽内堵塞。
[0041]
将散热装置垂直安装于集成电路散热面之上,并施力下压,保证界面之间的充分接触,最后紧固散热装置。
[0042]
本实用新型专利的关键技术创新点及工作过程为:
[0043]
关键技术创新点:
[0044]
(1)使用通用化
[0045]
该涂覆工装具有统一的涂覆厚度,一般的厚度范围是0.10mm-0.12mm;开槽比例一般控制为对应7种规格的30%~50%左右,可保证涂覆面积在集成电路散热面的70%-80%。当涂覆厚度大于0.12mm以上时,开槽比例不能大于50%,避免导热硅脂涂覆后溢出或造成接触热阻增大。可以匹配不同的集成电路散热面尺寸,具有较强的通用性。开槽比例为开孔尺寸与不同规格涂覆钢片接触对应集成电路面积的比值。
[0046]
(2)操作便捷化
[0047]
本实用新型操作便捷化,该涂覆工装仅通过松开固定装置,即可选择所需的涂覆钢片,可实现快速调节和操作,以适应集成电路外形尺寸,操作方便快捷。
[0048]
本实用新型虽然已以较佳实施例公开如上,但其并不是用来限定本实用新型,任何本领域技术人员在不脱离本实用新型的精神和范围内,都可以利用上述揭示的方法和技术内容对本实用新型技术方案做出可能的变动和修改,因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本实用新型技术方案的保护范围。
[0049]
本实用新型说明书中未作详细描述的内容属本领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
