1.本发明涉及空心砖制造技术领域,具体为一种智能空心砖砖坯成型机及其成型工艺。
背景技术:
2.空心砖是一种质轻、强度高、保温、隔音降噪性能好、环保、无污染,是框架结构建筑物的理想填充材料,常用于非承重部位,孔洞率等于或大于35%,空的尺寸大而数量少的砖称为空心砖。空心砖分为水泥空心砖,粘土空心砖,页岩空心砖。空心砖是建筑行业常用的墙体主材,由于质轻、消耗原材少等优势,已经成为国家建筑部门首先推荐的产品。与红砖差不多,空心砖的常见制造原料是粘土和煤渣灰,一般规格一定,从而便于流水线统一生产。
3.砖坯在成形之后,模具与挤泥机中易残留诸多原料混合物,既腐蚀模具与挤泥机的内壁,影响之后的使用,缩短机械的使用寿命,又会影响到下一波砖坯成形的材料比例,此外,砖制品出窑后抗压、抗折性能偏差,哑音、脆酥状况明显,即使火度充足的制品也不例外,这种情况是由于砖坯干燥的早期升温过急或风压偏大所致,由于空心砖属于薄壁类制品,干燥早期如果升温过急和排潮风压偏大坯体迅速地被加热膨胀,很快地脱水,则砖裂纹或隐形裂纹增加,破坏了坯体原有的韧性与强度,因此,入窑焙烧时预热制度欠妥,空心砖在焙烧的预热阶段升温应平缓些。
4.针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种智能空心砖砖坯成型机,具备自洁、恒温等优点,解决了影响后续泥料配料比例、砖制品出窑后抗压、抗折性能偏差的问题。
7.(二)技术方案
8.为解决上述影响后续泥料配料比例、砖制品出窑后抗压、抗折性能偏差的技术问题,本发明提供如下技术方案:
9.一种智能空心砖砖坯成型机,包括挤泥桶,所述挤泥桶内套设有加热层,所述挤泥桶的顶面设置有入料口,所述挤泥桶的一端套设有塑形通道,所述塑型通道外套设有保温套,所述塑型通道另一端的底部贯穿设置有伺服气缸,所述塑型通道一端的外侧设置有支架,所述支架外包裹有隔热棉,所述支架的顶端设置有固定在加工平台中心的模子,所述模子的上方设置有可翻转的清洁机构和成型机构。
10.优选地,所述挤泥桶内设置有转轴,所述转轴外环绕设置有绞龙,所述绞龙的边缘固定设置有若干毛刷,所述转轴的一端贯穿套设在挤泥桶上的密封盖与挤泥电机相连接,所述挤泥桶的顶面还设有泄压阀。
11.优选地,所述塑型通道包括收缩口,所述收缩口的小口端通过焊接固定设置有方
形通道,所述方形通道呈“l”形,所述伺服气缸贯穿设置在所述方形通道的拐角处,所述方形通道远离所述收缩口的一端正对着所述模子的底端。
12.优选地,所述伺服气缸的顶端固定设置有推板,所述推板与所述方形通道的拐角处通过卡槽进行限位固定,用于保证方形通道内表面平滑。
13.优选地,所述加工平台焊接固定在支架的顶部,所述加工平台的一侧通过固定台固定设置有切割刀,所述模子通过卡块固定连接在所述加工平台上,所述加工平台的上方通过三个第一支撑柱固定设置有限位盘,所述限位盘的上方通过两个第二支撑柱与所述支撑台进行固定,所述清洁机构和成型机构转动连接在支撑台的中间,所述支撑台的一侧固定设置有控制器,所述支撑台的另一侧固定设置有伺服舵机。
14.优选地,所述切割刀包括切割气缸,所述切割气缸靠近所述支架的一端固定设置有刀片,所述切割气缸与所述固定台之间通过焊接进行固定。
15.优选地,所述刀片的两侧分别贴着所述方形通道的顶端与所述模子底端。
16.优选地,所述清洁机构包括清洁电机固定框,所述清洁电机固定框内固定设置有清洁电机,所述清洁电机的输出端固定设置有电动伸缩杆,所述电动伸缩杆的外侧环绕设置有若干清洁刷,所述电动伸缩杆远离所述清洁电机的一端固定设置有清洁海绵。
17.优选地,所述成型机构包括伺服液压缸,所述伺服液压缸远离所述翻转盘的一端固定设置有压孔模具,所述压孔模具与所述伺服液压缸之间通过螺纹组件进行固定连接,用于拆卸更换与固定。
18.优选地,所述成型机构与所述清洁机构之间铰接设置有翻转盘,所述伺服液压缸与所述清洁电机固定框均与所述翻转盘通过焊接进行固定,所述翻转盘的中间固定设置有翻转轴,所述翻转轴的一端与所述伺服舵机的输出杆端进行固定连接,所述翻转轴的两端通过轴承座进行支撑。
19.优选地,所述控制器分别与伺服气缸、伺服舵机、切割气缸、伺服液压缸、清洁电机和电动伸缩杆电性连接;所述入料口呈倒锥形,所述入料口与所述挤泥桶之间通过焊接进行固定连接,所述泄压阀与所述挤泥桶之间通过焊接进行固定连接,所述电机固定框与所述挤泥桶外均设置有支撑脚,用于支撑并固定所述挤泥电机与挤泥桶。
20.一种智能空心砖砖坯成型工艺,该砖坯成型工艺使用了如权利要求1-9任一所述的一种智能空心砖砖坯成型机。
21.(三)有益效果
22.与现有技术相比,本发明提供了一种智能空心砖砖坯成型机,具备以下有益效果:
23.1、该智能空心砖砖坯成型机,通过伺服气缸复位,堵住方形通道,控制器控制伺服舵机翻转180
°
,从而通过翻转轴带动翻转盘翻转,进而使得成型机构在上清洁机构在下,此时控制器控制切割气缸伸长,从而使得刀片堵住模子的底端,然后工作人员分别往模子与入料口中添加水与清洁剂,挤泥电机带动绞龙转动从而带动绞龙边缘处的毛刷转动,从而对之前泥料经过的挤泥桶内壁与加热层的内壁进行清理,同时毛刷也可在挤泥时防止泥料滞留在挤泥桶内壁与加热层的内壁上,节约泥料,同时也可保证清理的效果,防止后续使用时污染其他泥料,破坏其他泥料的成分比例,同时控制器控制清洁机构中的电动伸缩杆伸长,从而使得清洁刷与清洁海绵进入到模子中,并使得清洁海绵接触到刀片,利用清洁海绵的易变性挤满整个模子的底部,然后控制器控制清洁电机启动,从而带动清洁海绵与清洁
刷转动,从而对模子的内表面进行清洗,避免干掉的泥料附着在模子上,从而影响下次使用时砖坯的表面形状,清扫完毕后,切割气缸收缩带动刀片离开模子的下方,然后伺服气缸伸长,使得污水从方形通道的拐角处流出来,在具体应用时,使用者可视情况继续注入清水,直至流出来的清水中不再有泥料等杂质,避免模具与挤泥机中易残留诸多原料混合物,保证挤泥机内壁的干净,有利于保证砖坯的质量并延长设备的使用寿命。
24.2、该智能空心砖砖坯成型机,通过在挤压的过程中,加热层对挤泥桶中的泥料进行加热,且保温套与支架外的隔热棉对进入到方形通道中的泥料进行保温,将成形的砖坯取出放入到泡沫箱中运送至焙烧窑中,从而防止途中砖坯散热过快导致裂纹,从而避免泥料形成砖坯时温度变化过大,进而保证形成的砖头抗压、抗折性能,减少砖裂纹或隐形裂纹的情况,保护了坯体原有的韧性与强度。
25.3、该智能空心砖砖坯成型机,通过控制器控制伺服气缸伸长,当砖坯制作到泥料全部推出挤泥桶中后,通过推板将滞留在方形通道拐角以上的泥料进一步推入到模子中,从而减少泥料滞留造成的浪费,节约泥料成本。
26.4、该智能空心砖砖坯成型机,通过压孔模具与伺服液压缸之间通过螺纹组件进行固定连接,用于拆卸更换与固定不同尺寸大小与形状的镂空模具,进而可生产不同镂空形状的空心砖,增加装置的灵活度与适应力,有利于应对不同的市场需求。
27.5、该智能空心砖砖坯成型机,通过收缩口进行第一步挤压进入到方形通道中,在通过l形方形通道时,由于从水平推进变成垂直上升,从而使得方形通道中的泥料进行第二步挤压,刀片堵住方形通道出口的时间里,挤泥桶中的泥料在绞龙的引导下依旧缓慢前进,从而使得刀片下的泥料进行第三步挤压,从而增加泥条的强度,避免砖坯疏松难成型,提高砖坯制作的成功率。
附图说明
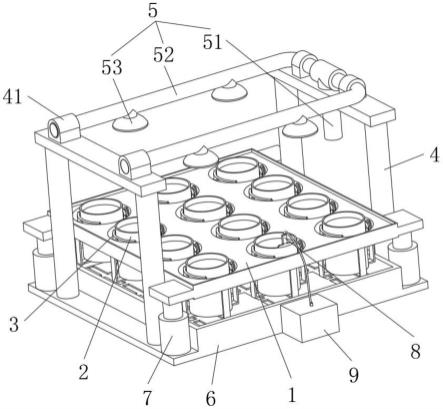
28.图1为本发明的立体结构示意图;
29.图2为本发明的整体爆炸示意图;
30.图3为本发明的局部立体结构示意图之一;
31.图4为本发明的图3的爆炸示意图之一;
32.图5为本发明的图3的爆炸示意图之二;
33.图6为本发明的局部立体结构示意图之二;
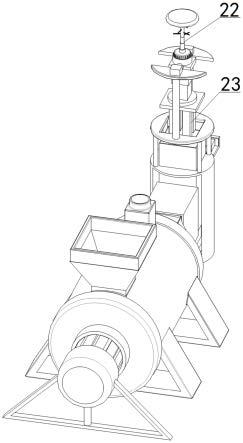
34.图7为本发明的清洁机构、成型机构、翻转盘与翻转轴的立体结构示意图;
35.图8为本发明的图6的爆炸示意图;
36.图9为本发明的控制图。
37.图中:1、挤泥电机;2、电机固定框;3、联轴器;4、转轴;5、绞龙;6、密封盖;7、挤泥桶;8、加热层;9、入料口;10、泄压阀;11、塑型通道;1101、收缩口;1102、方形通道;12、保温套;13、伺服气缸;14、支架;15、加工平台;16、切割刀;17、模子;18、限位盘;19、支撑台;20、控制器;21、伺服舵机;22、清洁机构;2201、清洁电机固定框;2202、清洁电机;2203、电动伸缩杆;2204、清洁刷;2205、清洁海绵;23、成型机构;2301、伺服液压缸;2302、压孔模具;2303、螺纹组件;24、推板;25、固定台;26、第一支撑柱;27、第二支撑柱;28、毛刷;29、切割气缸;30、刀片;31、翻转盘;32、翻转轴;33、轴承座;34、支撑脚。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.请参阅图1-9,一种智能空心砖砖坯成型机,包括挤泥电机1,挤泥电机1远离输出端的一端外固定设置有电机固定框2,挤泥电机1的输出端通过联轴器3固定设置有转轴4,转轴4外固定环绕设置有绞龙5,绞龙5的边缘固定设置有若干毛刷28,转轴4靠近挤泥电机1的一端贯穿密封盖6,密封盖6内套设有挤泥桶7,挤泥桶7内套设有加热层8,挤泥桶7靠近密封盖6的一端顶面固定设置有入料口9,挤泥桶7远离密封盖6的一端顶面固定设置有泄压阀10,从而保证挤泥桶7内的压强不会过大,进而避免对砖坯的强度造成影响,挤泥桶7远离密封盖6的一端外套设有塑形通道11,塑型通道11外套设有保温套12,塑型通道11远离挤泥桶7的一端底部贯穿设置有伺服气缸13,塑型通道11远离挤泥桶7一端外设置有支架14,支架14的顶端固定设置有加工平台15,加工平台15的一侧固定设置有切割刀16,加工平台15的中心固定设置有模子17,模子17的上方固定设置有限位盘18,限位盘18的上方固定设置有支撑台19,支撑台19的一侧固定设置有控制器20,支撑台19的一侧固定设置有伺服舵机21,支撑台19的中间设置有清洁机构22与成型机构23,成型机构23与清洁机构22之间铰接设置有翻转盘31,控制器20控制伺服舵机21翻转180
°
,从而通过翻转轴32带动翻转盘31翻转,进而使得成型机构23在上清洁机构22对调位置。
40.进一步地,塑型通道11包括收缩口1101,收缩口1101的小口端通过焊接固定设置有方形通道1102,从而使得泥料通过收缩口1101进行第一步挤压进入到方形通道1102中,形成泥条,方形通道1102呈“l”形,从而使得泥条前进的方向从水平推进变成垂直上升,从而使得方形通道1102中的泥料进行第二步挤压,从而增加泥条的强度,方形通道1102的拐角处贯穿伺服气缸13,方形通道1102远离收缩口1101的一端正对着模子17的底端,从而使得方形通道1102中的泥条能够进入到模子17中。
41.进一步地,伺服气缸13的顶端固定设置有推板24,推板24与方形通道1102的拐角处通过卡槽进行限位固定,用于保证方形通道1102内表面平滑。
42.进一步地,支架14外包裹有隔热棉,用于防止热量散失,从而对进入到方形通道1102中的泥料进行保温,从而避免泥料形成砖坯时温度变化过大,进而保证形成的砖头抗压、抗折性能,支架14与加工平台15之间通过焊接进行固定,加工平台15与切割刀16之间通过固定台25进行固定,加工平台15与模子17之间通过卡块连接进行固定,加工平台15与限位盘18之间通过三个第一支撑柱26进行固定,限位盘18与支撑台19之间通过两个第二支撑柱27进行固定。
43.进一步地,切割刀16包括切割气缸29,切割气缸29靠近支架14的一端固定设置有刀片30,切割气缸29与固定台25之间通过焊接进行固定。
44.进一步地,刀片30的两侧分别贴着方形通道1102的顶端与模子17底端。
45.进一步地,清洁机构22包括清洁电机固定框2201,清洁电机固定框2201内固定设置有清洁电机2202,清洁电机2202的输出端通过联轴器3固定设置有电动伸缩杆2203,电动伸缩杆2203的顶端外侧环绕设置有若干清洁刷2204,电动伸缩杆2203远离清洁电机2202的
一端固定设置有清洁海绵2205,利用清洁海绵2205的易变性挤满整个模子17的底部,然后控制器20控制清洁电机2202启动,从而带动清洁海绵2205与清洁刷2204转动,从而对模子17的内表面进行清洗,避免干掉的泥料附着在模子上,从而影响下次使用时砖坯的表面形状。
46.进一步地,成型机构23包括伺服液压缸2301,伺服液压缸2301远离翻转盘31的一端固定设置有压孔模具2302,压孔模具2302与伺服液压缸2301之间通过螺纹组件2303进行固定连接,用于拆卸更换与固定不同尺寸大小与形状的镂空模具。
47.进一步地,伺服液压缸2301与清洁电机固定框2201均与翻转盘31之间通过焊接进行固定,翻转盘31的中间固定设置有翻转轴32,翻转轴32的一端与伺服舵机21的输出杆端进行固定连接,翻转轴32的两端通过轴承座33进行支撑,从而使得控制器20控制伺服舵机21翻转180
°
,从而通过翻转轴32带动翻转盘31翻转,进而使得成型机构23在上清洁机构22对调位置。
48.工作原理:在使用时,将混合好的泥料从入料口9中倒入,泥料通过挤泥电机1在绞龙5的带动下往塑型通道11的方向移动,通过收缩口1101进行第一步挤压进入到方形通道1102中,在通过l形方形通道1102时,由于从水平推进变成垂直上升,从而使得方形通道1102中的泥料进行第二步挤压,从而增加泥条的强度,在挤压的过程中,加热层8对挤泥桶7中的泥料进行加热,且保温套12与支架14外的隔热棉对进入到方形通道1102中的泥料进行保温,从而避免泥料形成砖坯时温度变化过大,进而保证形成的砖头抗压、抗折性能,泥条沿着方形通道1102进入到模子17中,此时切割气缸29规律性收缩伸长,从而带动刀片30对泥条进行规律性切割,当切割气缸29带动刀片30完全阻断方形通道1102与模子17时,控制器20控制伺服液压缸2301伸长,从而带动压孔模具2302进入到模子17中,从而对模子17中的泥块进行挤压,压孔模具2302的底部接触到刀片30时,压孔模具2302顶端的圆盘的底部接触到模子17的顶端,从而将被挤出模子17泥料压掉,从而保证砖坯成形后表面的平滑,之后控制器20控制伺服液压缸2301收缩,使得压孔模具2302完全离开模子17,刀片30堵住方形通道1102出口的时间里,挤泥桶7中的泥料在绞龙的引导下依旧缓慢前进,从而使得刀片30下的泥料进行第三步挤压,从而增加砖坯的强度,待到压孔模具2302离开模子17后,切割气缸29收缩从而带动刀片30离开方形通道1102的出口,方形通道1102中的泥条继续上升,从而推动上一个成形的砖坯上移,当成形的砖坯露出模子17中时,需将成形的砖坯取出放入到泡沫箱中运送至焙烧窑中,从而防止途中砖坯散热过快导致裂纹,而切割刀16与成型机构23重复上述步骤继续制作砖坯,当砖坯制作到泥料全部推出挤泥桶7中后,控制器20控制伺服气缸13伸长,从而通过推板24将滞留在方形通道1102拐角以上的泥料进一步推入到模子17中,从而减少泥料滞留造成的浪费,当制作完毕后,伺服气缸13复位,重新堵住方形通道1102,控制器20控制伺服舵机21翻转180
°
,从而通过翻转轴32带动翻转盘31翻转,进而使得成型机构23在上清洁机构22在下,此时控制器20控制切割气缸29伸长,从而使得刀片30堵住模子17的底端,然后工作人员分别往模子17与入料口9中添加水与清洁剂,挤泥电机1带动绞龙5转动从而带动绞龙5边缘处的毛刷28转动,从而对之前泥料经过的挤泥桶7内壁与加热层8的内壁进行清理,同时毛刷28也可在挤泥时防止泥料滞留在挤泥桶7内壁与加热层8的内壁上,节约泥料,同时也可保证清理的效果,防止后续使用时污染其他泥料,破坏其他泥料的成分比例,同时控制器20控制清洁机构22中的电动伸缩杆2203伸长,从而使得清
洁刷2204与清洁海绵2205进入到模子17中,并使得清洁海绵2205接触到刀片30,利用清洁海绵2205的易变性挤满整个模子17的底部,然后控制器20控制清洁电机2202启动,从而带动清洁海绵2205与清洁刷2204转动,从而对模子17的内表面进行清洗,避免干掉的泥料附着在模子上,从而影响下次使用时砖坯的表面形状,清扫完毕后,切割气缸29收缩带动刀片30离开模子17的下方,然后伺服气缸13伸长,使得污水从方形通道1102的拐角处流出来,在具体应用时,使用者可视情况继续注入清水,直至流出来的清水中不再有泥料等杂质,即为清理完毕。
49.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。