1.本发明涉及飞行器制造领域,特别是涉及一种油箱中心人字筋及制造方法。
背景技术:
2.在飞行器制造领域,为了增加飞行器的航程和续航时间,首选方案是减少飞行器自身的质量。减少自身的重量,不仅仅可以特高航程和续航时间,而且可以提高飞行器的机动性和灵活性,利于飞行器服役。飞行器的各个部件均承担着各自非常重要的作用,不可能随意地减薄结构件壁厚,达到减少重量的目的。
3.减少重量的同时不得损失结构件强度和刚度,无疑落在燃油系统中。燃油系统中的管路、阀门和壳体等部分承担着极大油压和过载,不可能无限制地减薄。因此,减重任务落在油箱中心部位、起到拉紧蒙皮作用的人字筋上。
4.油箱中心人字筋由三块互为120
°
的筋板组成,三块筋板在油箱中心部位采用点焊方法组合焊接而成,呈放射状态,端部和油箱的外壳体蒙皮连接,达到拉紧外壳体蒙皮的作用。如图9-图11所示,三块筋板分别为直筋板1、第一侧筋板和第二侧筋板,第一侧筋板包括第一主板2和设置于第一主板2一侧的第一连接板,第二侧筋板包括第二主板6和设置于第二主板6一侧的第二连接板,第一主板2和第二主板6上均设置有多个过油孔14,第一连接板和第二连接板分别设置于直筋板1下部的两侧并通过焊接方式固定连接,沿长度方向形成多个三层焊点15。由于采用了三层电阻点焊,又必须最大限度地减少焊接变形,因此采用了从中间向两边隔点焊接,需要行走多次才能完成焊接。可见,目前油箱中心部位的人字筋采用三层电阻点焊结构,导致焊接结构复杂,工艺过程可控制性差,焊缝质量稳定性低。由于采用了三层结构,没有最大限度利用板材厚度和搭接宽度,无意中增加了组件重量,没有达到减重的目的。采用三层结构焊接,焊接结合厚度增加了50%,焊接热输入必然增加,导致焊接变形增大,给后续人字筋与壳体蒙皮、端盖的配合安装带来极大困难,无形中增加了焊后校形工装和工序,拉长了制造周期。
技术实现要素:
5.为解决以上技术问题,本发明提供一种油箱中心人字筋及制造方法,达到了减重和增效的目的,减少了焊接变形,简化了焊接过程,缩短了生产周期。
6.为实现上述目的,本发明提供了如下方案:本发明提供一种油箱中心人字筋,包括直筋板、第一侧筋板和第二侧筋板,所述第一侧筋板包括第一主板和设置于所述第一主板一侧的第一连接板,所述第二侧筋板包括第二主板和设置于所述第二主板一侧的第二连接板,所述第一主板靠近所述第一连接板的一侧沿长度方向依次设置有多个第一凹槽,所述第一连接板上沿长度方向依次设置有多个第二凹槽,各所述第二凹槽均与一个所述第一凹槽相连通,多个所述第二凹槽将所述第一连接板分割为多个第一耳片;所述第二主板靠近所述第二连接板的一侧沿长度方向依次设置有多个第三凹槽,所述第二连接板上沿长度方向依次设置有多个第四凹槽,各所述第四凹
槽均与一个所述第三凹槽相连通,多个所述第四凹槽将所述第二连接板分割为多个第二耳片;各所述第一耳片均焊接于所述直筋板下部的一侧,各所述第一凹槽均与所述直筋板相配合形成一个第一过油孔,各所述第二耳片均焊接于所述直筋板下部的另一侧,各所述第三凹槽均与所述直筋板相配合形成一个第二过油孔,所述第一耳片和所述第二耳片交错设置。
7.优选地,各所述第一耳片与所述第一主板之间的夹角均为钝角,各所述第二耳片与所述第二主板之间的夹角均为钝角。
8.优选地,各所述第一耳片与所述第一主板之间的夹角均为120
°
,各所述第二耳片与所述第二主板之间的夹角均为120
°
。
9.优选地,各所述第一耳片与所述第一主板的连接处均形成一个第一倒圆角结构,各所述第二耳片与所述第二主板的连接处均形成一个第二倒圆角结构。
10.优选地,所述第一倒圆角结构和所述第二倒圆角结构的半径均为2mm~4mm。
11.优选地,所述第一侧筋板和所述直筋板的相切点与所述直筋板的底面之间的距离为0.5mm~1.0mm,所述第二侧筋板和所述直筋板的相切点与所述直筋板的底面之间的距离为0.5mm~1.0mm。
12.优选地,所述第一凹槽、所述第二凹槽、所述第三凹槽和所述第四凹槽均为矩形槽。
13.优选地,所述第一凹槽的长度与所述第二凹槽的长度相同,所述第一凹槽的深度为所述第一凹槽的长度的2倍~3倍;所述第三凹槽的长度与所述第四凹槽的长度相同,所述第三凹槽的深度为所述第三凹槽的长度的2倍~3倍。
14.优选地,所述第一耳片和所述第二耳片的长度均为8mm~12mm。
15.本发明还提供一种油箱中心人字筋的制造方法,包括以下步骤:步骤一、将所述第一侧筋板和所述第二侧筋板分别设置于所述直筋板下部的两侧,使得各所述第一耳片均与一个所述第四凹槽位置相对应,各所述第二耳片均与一个所述第二凹槽位置相对应;步骤二、将位于中部的所述第一耳片作为第一起始焊接点,将位于中部的所述第二耳片作为第二起始焊接点,所述第二起始焊接点与所述第一起始焊接点相邻,采用电阻点焊的方法,由第一起始焊接点朝向远离所述第二起始焊接点的一侧依次将多个所述第一耳片和多个所述第二耳片焊接于所述直筋板上,之后由第二起始焊接点朝向远离所述第一起始焊接点的一侧依次将多个所述第二耳片和多个所述第一耳片焊接于所述直筋板上。
16.本发明相对于现有技术取得了以下技术效果:本发明提供的油箱中心人字筋,第一侧筋板包括第一主板和第一连接板,多个第二凹槽将第一连接板分割为多个第一耳片;第二侧筋板包括第二主板和第二连接板,多个第四凹槽将第二连接板分割为多个第二耳片;各第一耳片均焊接于直筋板下部的一侧,形成多个第一双层焊点,各第一凹槽均与直筋板相配合形成一个第一过油孔,各第二耳片均焊接于直筋板下部的另一侧,形成多个第二双层焊点,各第三凹槽均与直筋板相配合形成一个第二过油孔,第一耳片和第二耳片交错设置。待焊接区域变成了凹凸相间的“长城式”结构,省去了过油孔的制造工序,同时达到了减重和增效的目的。通过采用两层焊接结构代替三层焊接结构,降低了焊接热输入,减少了焊接变形,提高了装配精度和生产效率。本发
明中采用顺序焊接的方法,从中间向两边逐点焊接,代替了隔点焊接,省去了隔点焊接时使用的焊接保形工装,简化了制造流程,提高了制造效率。本发明中达到了减轻油箱中心人字筋重量的目的,简化了焊接过程,缩短了生产周期,进而提高了燃油系统效率,改进了飞行器的性能。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1为本发明提供的油箱中心人字筋的第一立体结构示意图;图2为本发明提供的油箱中心人字筋的第二立体结构示意图;图3为图2中a处的局部放大图;图4为本发明提供的油箱中心人字筋中第一侧筋板的结构示意图;图5为本发明提供的油箱中心人字筋中第二侧筋板的结构示意图;图6为本发明提供的油箱中心人字筋的预装配示意图;图7为本发明提供的油箱中心人字筋中第一侧筋板与直筋板的焊接示意图;图8为本发明提供的油箱中心人字筋中第二侧筋板与直筋板的焊接示意图;图9为现有技术中的油箱中心人字筋的结构示意图;图10为图9中b处的局部放大图;图11为现有技术中的油箱中心人字筋的焊接示意图。
19.附图标记说明:100、油箱中心人字筋;1、直筋板;2、第一主板;3、第一凹槽;4、第二凹槽;5、第一耳片;6、第二主板;7、第三凹槽;8、第四凹槽;9、第二耳片;10、第一过油孔;11、第二过油孔;12、第一双层焊点;13、第二双层焊点;14、过油孔;15、三层焊点。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.本发明的目的是提供一种油箱中心人字筋及制造方法,达到了减重和增效的目的,减少了焊接变形,简化了焊接过程,缩短了生产周期。
22.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
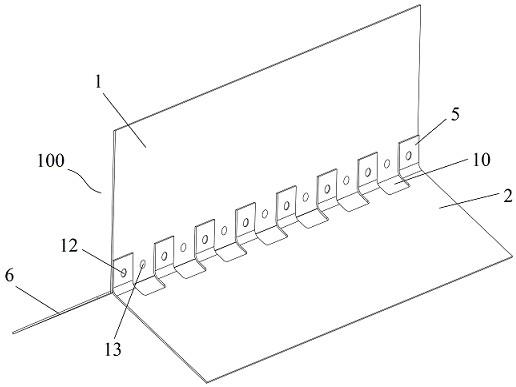
23.如图1-图8所示,本实施例提供一种油箱中心人字筋100,包括直筋板1、第一侧筋板和第二侧筋板,第一侧筋板包括第一主板2和设置于第一主板2一侧的第一连接板,第一主板2靠近第一连接板的一侧沿长度方向依次设置有多个第一凹槽3,第一连接板上沿长度方向依次设置有多个第二凹槽4,各第二凹槽4均与一个第一凹槽3相连通,多个第二凹槽4将第一连接板分割为多个第一耳片5;第二侧筋板包括第二主板6和设置于第二主板6一侧
的第二连接板,第二主板6靠近第二连接板的一侧沿长度方向依次设置有多个第三凹槽7,第二连接板上沿长度方向依次设置有多个第四凹槽8,各第四凹槽8均与一个第三凹槽7相连通,多个第四凹槽8将第二连接板分割为多个第二耳片9。各第一耳片5均焊接于直筋板1下部的一侧,各第一凹槽3均与直筋板1相配合形成一个第一过油孔10,具体地,第一凹槽3的开口由直筋板1围挡进而形成第一过油孔10。各第二耳片9均焊接于直筋板1下部的另一侧,各第三凹槽7均与直筋板1相配合形成一个第二过油孔11,具体地,第二凹槽4的开口由直筋板1围挡进而形成第二过油孔11。通过设置第一凹槽3、第二凹槽4、第三凹槽7和第四凹槽8使得待焊接边缘形成“长城式”结构,达到了减重的目的,同时,与直筋板1相配合形成第一过油孔10和第二过油孔11,省去了现有技术中的过油孔14的制造工序,达到了增效的目的。
24.本实施例中第一耳片5和第二耳片9交错设置,具体地,各第一耳片5均与一个第四凹槽8位置相对应,各第二耳片9均与一个第二凹槽4位置相对应,即第一耳片5与第二耳片9位置不重叠。通过在直筋板1下部的一侧焊接多个第一耳片5形成多个第一双层焊点12,通过在直筋板1下部的另一侧焊接多个第二耳片9形成多个第二双层焊点13。本实施例中采用两层焊接结构,焊接层数减少,结合厚度仅为原来的2/3,不需要熔透中间焊件,使得熔透深度仅为原来的30%~40%,焊接热输入和焊后变形必然大幅度地减少,进而提高了装配精度,提高了生产效率。
25.具体地,采用冲切的方法在第一侧筋板上加工出第一凹槽3和第二凹槽4,采用冲切的方法在第二侧筋板上加工出第三凹槽7和第四凹槽8。
26.具体地,各第一耳片5与第一主板2之间的夹角均为钝角,第一耳片5与第一主板2之间的夹角即为直筋板1与第一主板2之间的夹角;各第二耳片9与第二主板6之间的夹角均为钝角,第二耳片9与第二主板6之间的夹角即为直筋板1与第二主板6之间的夹角。
27.于本具体实施例中,各第一耳片5与第一主板2之间的夹角均为120
°
,各第二耳片9与第二主板6之间的夹角均为120
°
,即直筋板1、第一主板2和第二主板6两两之间的夹角均为120
°
。
28.如图4和图5所示,各第一耳片5与第一主板2的连接处均形成一个第一倒圆角结构,各第二耳片9与第二主板6的连接处均形成一个第二倒圆角结构。
29.于本具体实施例中,第一倒圆角结构和第二倒圆角结构的半径均为2mm~4mm。
30.如图7所示,第一侧筋板和直筋板1的相切点与直筋板1的底面之间的距离d1为0.5mm~1.0mm,即直筋板1超出第一侧筋板和直筋板1的相切点的距离为0.5mm~1.0mm。如图8所示,第二侧筋板和直筋板1的相切点与直筋板1的底面之间的距离d2为0.5mm~1.0mm,即直筋板1超出第二侧筋板和直筋板1的相切点的距离为0.5mm~1.0mm。
31.具体地,第一凹槽3、第二凹槽4、第三凹槽7和第四凹槽8均为矩形槽。
32.于本具体实施例中,第一凹槽3的长度与第二凹槽4的长度相同,第一凹槽3的深度为第一凹槽3的长度的2倍~3倍;第三凹槽7的长度与第四凹槽8的长度相同,第三凹槽7的深度为第三凹槽7的长度的2倍~3倍。需要说明的是,本实施例中第一凹槽3和第二凹槽4的长度方向均与第一主板2的长度方向相一致,第一凹槽3的深度方向与第一凹槽3的长度方向相垂直;第三凹槽7和第四凹槽8的长度方向均与第二主板6的长度方向相一致,第三凹槽7的深度方向与第三凹槽7的长度方向相垂直。现有技术中的油箱中心人字筋的过油孔14为
圆孔,本实施例中第一凹槽3和第三凹槽7的长度与现有技术中的过油孔14的直径相同。
33.于本具体实施例中,第一耳片5和第二耳片9的长度均为8mm~12mm。需要说明的是,第一耳片5的长度方向与第一主板2的长度方向相一致,第二耳片9的长度方向与第二主板6的长度方向相一致。
34.本实施例还提供一种油箱中心人字筋100的制造方法,包括以下步骤:步骤一、将第一侧筋板和第二侧筋板分别设置于直筋板1下部的两侧,使得各第一耳片5均与一个第四凹槽8位置相对应,各第二耳片9均与一个第二凹槽4位置相对应;步骤二、将位于中部的第一耳片5作为第一起始焊接点,将位于中部的第二耳片9作为第二起始焊接点,第二起始焊接点与第一起始焊接点相邻,采用电阻点焊的方法,由第一起始焊接点朝向远离第二起始焊接点的一侧依次将多个第一耳片5和多个第二耳片9焊接于直筋板1上,之后由第二起始焊接点朝向远离第一起始焊接点的一侧依次将多个第二耳片9和多个第一耳片5焊接于直筋板1上。
35.具体地,在步骤一中,使用直筋板1作为定位锚点,按照工程图样的要求,使用定位焊接夹具,将直筋板1、第一侧筋板和第二侧筋板装配在一起。并使得直筋板1超出第一侧筋板和直筋板1的相切点0.5mm~1.0mm,直筋板1超出第二侧筋板和直筋板1的相切点0.5mm~1.0mm。
36.于本具体实施例中,如图1所示,将多个第一耳片5由左至右依次标记为1、3、5、7、9、11、13和15,多个第二耳片9由左至右依次标记为2、4、6、8、10、12和14,选取标记为7的第一耳片5为第一起始焊接点,并选取标记为8的第二耳片9为第二起始焊接点。进行焊接时,首先对7、6、5、4、3、2和1进行逐点顺序焊接,之后对8、9、10、11、12、13、14和15进行逐点顺序焊接。
37.本实施例中采用了由中间向两边的逐点顺序焊接方法,相邻焊点分别焊接不同的焊件,并且呈对称分布,变形相互抵消。焊接时可以按照自然顺序,依次焊接完成,省去焊件中间回转过程和时间,也省去了保证隔点焊接时确定位置的工装,提高了生产效率,减少了制造成本。
38.由此可知,本实施例中将待焊接区域变成了凹凸相间的“长城式”结构,省去了过油孔的制造工序,同时达到了减重和增效的目的。通过采用两层焊接结构代替三层焊接结构,降低了焊接热输入,减少了焊接变形,提高了装配精度和生产效率。本实施例中采用顺序焊接的方法,从中间向两边逐点焊接,代替了隔点焊接,省去了隔点焊接时使用的焊接保形工装,简化了制造流程,提高了制造效率。本实施例中达到了减轻油箱中心人字筋100重量的目的,简化了焊接过程,缩短了生产周期,进而提高了燃油系统效率,改进了飞行器的性能。
39.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。