1.本发明属于柔性玻璃制造技术领域,具体涉及一种用于制造柔性玻璃的成型设备冷却系统及方法。
背景技术:
2.制造柔性玻璃的成型设备冷却系统是柔性玻璃热端生产线重要设备,用于冷却马弗炉钢构,成型炉钢构本体,减小马弗炉钢构,成型炉钢构本体变形,保证设备本体中安装的其它备件的安装精度保持,作为马弗炉钢构、成型炉钢构冷却装置,属于马弗炉关键设备。
3.在柔性玻璃生产过程中,热端生产为持续不间断式生产,在生产过程中马弗炉钢构,成型炉钢构冷却系统,冷却方式以及冷部位设计不合理,不利设备本体稳定,影响马弗炉,成型炉其它附件使用精度,导致在柔性玻璃生产过程中不能精确操作设备,从而影响柔性玻璃生产良品率。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供一种用于制造柔性玻璃的成型设备冷却系统及方法,从而达到保护马弗炉钢构和成型炉钢构不变形的目的,进而实现设备本体内其它设备附件的生产精度。
5.本发明是通过以下技术方案来实现:
6.一种用于制造柔性玻璃的成型设备冷却系统,其特征在于,包括马弗炉钢构、成型炉钢构和冷却系统;
7.所述马弗炉钢构和成型炉钢构均包括多个水平设置的矩管;
8.所述冷却系统包括供气装置、冷却风管和多个冷却风分导器,所述供气装置的出风口通过冷却风管连接冷却风分导器,所述供气装置与冷却风管的连接处设置有精密控制阀;
9.所述冷却风分导器包括一个进气口和四个矩形排列的出气口,所述冷却风分导器的进气口位于多个出气口的重心竖直向下的位置;
10.所述矩管的进气端连接冷却风分导器的出气口。
11.进一步,所述冷却风管为多个,且单独与供气装置连接。
12.进一步,所述马弗炉钢构和成型炉钢构均包括四个水平设置的矩管,且所述矩管呈矩形分布于马弗炉钢构和成型炉钢构的四角侧壁。
13.进一步,所述冷却系统还包括集气装置和热风管,所述热风管一端连接集气装置的进气端,另一端接入马弗炉钢构和成型炉钢构的矩管出风口。
14.进一步,所述马弗炉钢构和成型炉钢构的矩管出风端设置有热风分导器,所述热风分导器的出风口连接热风管。
15.进一步,所述冷却风管和热风管均采用pvc硅胶软管。
16.进一步,位于马弗炉钢构矩管进风端一侧的冷却风分导器与马弗炉钢构顶部竖直向下的距离为350-450mm。
17.进一步,位于成型炉钢构矩管进风端一侧的冷却风分导器与成型炉钢构顶部竖直向下的距离为150-240mm,且与成型炉钢构底部竖直向上的距离为180-280mm。
18.进一步,所述供气装置的出风口还设置有管卡,用于密封连接冷却风管。
19.一种用于制造柔性玻璃的成型设备冷却方法,包括以下步骤:
20.根据马弗炉和成型炉的炉内温度,通过精密控制阀控制进入冷却风管的冷却风量;
21.若马弗炉和成型炉的炉内温度不大于300℃,则通入冷却风管的冷却风的流量为0-0.5m3/h;
22.若马弗炉和成型炉的炉内温度为300-600℃,则通入冷却风管的冷却风的流量为0.5-1.5m3/h;
23.若马弗炉和成型炉的炉内温度为600-1000℃,则通入冷却风管的冷却风的流量为1.5-3m3/h。
24.与现有技术相比,本发明具有以下有益的技术效果:
25.本发明提供一种用于制造柔性玻璃的成型设备冷却系统及方法,马弗炉钢构和成型炉钢构均包括多个水平设置的矩管,冷却风管接入矩管内,基于现有技术中的马弗炉钢构和成型炉钢构搭建冷却系统,能够减少柔性玻璃生产线的改造成本,同时能够达到冷却效果;由于冷却风相对位置有向下趋势,本技术采用冷却风分导器能够控制进入马弗炉钢构和成型炉钢构的冷却风入口,进而提高冷却效果,同时冷却风分导器能够减少冷却风管的数量,进而能够减少柔性玻璃生产线的复杂度以及冷却成本;精密控制阀能够针对性的根据马弗炉和成型炉的炉内温度对冷却风量进行控制,进而减少冷却风的浪费,保证马弗炉钢构和成型炉钢构温度的稳定,不会因温度跨度较大而产生断裂等问题,本技术结构简单,操作方便,改造成本低,降温效果好。
26.进一步的,冷却系统还包括集气装置,所述马弗炉钢构和成型炉钢构的矩管出风端设置有热风分导器,所述热风分导器的出风口连接热风管,热风管出气端接入集气装置,进而防止高温气体直接排入空中,对现场施工人员灼伤。
附图说明
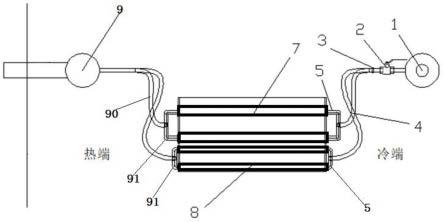
27.图1为本发明具体实施例中一种用于制造柔性玻璃的成型设备冷却系统的结构示意图。
28.图中:马弗炉钢构7,成型炉钢构8,供气装置1,冷却风管4,冷却风分导器5,精密控制阀2,集气装置9,热风管90,热风分导器91,管卡3。
具体实施方式
29.下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
30.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是
本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
31.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
32.本发明提供一种用于制造柔性玻璃的成型设备冷却系统,如图1所示,包括马弗炉钢构7、成型炉钢构8和冷却系统;
33.所述马弗炉钢构7和成型炉钢构8均包括多个水平设置的矩管;
34.所述冷却系统包括供气装置1、冷却风管4和多个冷却风分导器5,所述供气装置1的出风口通过冷却风管4连接冷却风分导器5,所述供气装置1与冷却风管4的连接处设置有精密控制阀2;
35.具体的,所述精密控制阀2能够针对性的根据马弗炉和成型炉的炉内温度对冷却风量进行控制,其中马弗炉和成型炉内的温度由其内部自带的温度检测装置进行实时监控,本领域技术人员可以实时得到炉内的温度变换,而马弗炉钢构7和成型炉钢构8与炉体直接连接,进而其温度随炉内温度变换快,而马弗炉钢构7和成型炉钢构8一般采用金属材料制成,若不根据温度调整冷却风量,会造成马弗炉钢构7和成型炉钢构8温度变化跨度大,而产生的裂纹甚至断裂的风险,同时,若产生裂纹较多,炉内柔性玻璃的生产定型精度会受到影响,严重影响玻璃的生产良率,进而需要根据其炉内温度进行冷却处理,保证马弗炉钢构和成型炉钢构降温过程中结构的的稳定。
36.所述冷却风分导器5包括一个进气口和四个矩形排列的出气口,所述冷却风分导器5的进气口位于多个出气口的重心竖直向下的位置;
37.所述矩管的进气端连接冷却风分导器5的出气口。
38.优选的,所述冷却风管4为多个,且单独与供气装置1连接,由于马弗炉和成型炉对柔性玻璃的加热温度不同,进而对两个炉子通入的冷却风可以是不同的,进而能够提高冷却精度。
39.优选的,所述马弗炉钢构7和成型炉钢构8均包括四个水平设置的矩管,且所述矩管呈矩形分布于马弗炉钢构7和成型炉钢构8的四角侧壁;具体的,相邻矩管件焊接有钢板,形成对马弗炉和成型炉的支撑和定位作用,保证炉内柔性玻璃的加热和定型过程的稳定性和生产精度;
40.优选的,所述冷却系统还包括集气装置9和热风管90,所述热风管90一端连接集气装置9的进气端,另一端接入马弗炉钢构7和成型炉钢构8的矩管出风口。
41.进一步的,所述马弗炉钢构7和成型炉钢构8的矩管出风端设置有热风分导器91,所述热风分导器91的出风口连接热风管90。
42.具体的,所述冷却风管4和热风管90均采用pvc硅胶软管,其耐受温度区间大,能够
在低温和高温下保证化学性质稳定,同时,材质柔软,能够在复杂的生产线上使用。
43.优选的,位于马弗炉钢构7矩管进风端一侧的冷却风分导器5与马弗炉钢构7顶部竖直向下的距离为350-450mm;
44.进一步的,位于成型炉钢构8矩管进风端一侧的冷却风分导器5与成型炉钢构8顶部竖直向下的距离为150-240mm,且与成型炉钢构8底部竖直向上的距离为180-280mm;这是由于冷却风相对位置有向下趋势,本技术采用冷却风分导器5能够控制进入马弗炉钢构7和成型炉钢构8的冷却风入口,进而提高冷却效果,同时冷却风分导器5能够减少冷却风管4的数量,进而能够减少柔性玻璃生产线的复杂度以及冷却成本。
45.优选的,所述供气装置1的出风口还设置有管卡3,用于密封连接冷却风管4,防止冷却风的外溢。
46.本发明提供一种用于制造柔性玻璃的成型设备冷却方法,包括以下步骤:
47.根据马弗炉和成型炉的炉内温度,通过精密控制阀2控制进入冷却风管4的冷却风量;
48.若马弗炉和成型炉的炉内温度不大于300℃,则通入冷却风管4的冷却风的流量为0-0.5m3/h;
49.若马弗炉和成型炉的炉内温度为300-600℃,则通入冷却风管4的冷却风的流量为0.5-1.5m3/h;
50.若马弗炉和成型炉的炉内温度为600-1000℃,则通入冷却风管4的冷却风的流量为1.5-3m3/h。
51.具体的,供气装置1将冷却风经冷却风管4排入冷却风分导器5内,由于冷却风分导器5和矩管固接,因而其内部温度相对略高,因而其内部空气较冷部分会通入较近的竖直位置较低的矩管内,相对较较高温度的冷空气会进入竖直位置较高的矩管内,而竖直位置较低的矩管主要起到大部分的支撑力,因而需要更多的冷空气进行维稳,冷却风在矩管内吸热后,经热风分导器91和热风管90排至集气装置9,完成对马弗炉钢构7和成型炉钢构8的冷却。
52.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。