1.本发明属于排水工程技术领域,涉及中空管,尤其涉及一种直径1500mm超大口径轴向中空管承口及成型工艺。
背景技术:
2.给排水工程主要是用水文学和水文地质学的原理解决取水和排水的有关问题,如用水力学的原理解决水的输送,而用物理、化学和微生物学的原理进行水质的处理和检验。随着城镇化水平的不断提高,给排水工程同环境工程、水资源工程以及环境科学互相交叉,共同发展。给排水工程用的排水管道可用于排出城市污水,是为城市正常运转不可或缺的部分,是发展城市及工业的基础设施之一,是市政工程管网的主要组成单元。其中,排水管道的接口一直是地下排水管线正常运行的关键部位。排水管道的接口一旦出现问题,将导致污水泄露,影响排水系统的正常运行。
3.根据现有研究和长期广泛的实践应用,排水管道广泛使用塑料管材,而塑料管材具有卫生性能好、密度小、耐腐蚀、连接可靠、内壁光滑、施工方便等优点。然而,中小口径(dn630及以下)排水管材虽在我国获得广泛应用,但直径为1.5m的超大口径排水管研究仍处于起步阶段,特别是缺少关于1500mm排水管接口的专项研究和设计,以及与之配套且生产水平较高的承插口成型工艺。
技术实现要素:
4.本发明针对上述的排水管道所存在的技术问题,提出一种设计合理、超大口径且能够实现管道间稳定承插的直径1500mm超大口径轴向中空管承口以及生产水平较高的成型工艺。
5.为了达到上述目的,本发明采用的技术方案为,本发明提供的直径1500mm超大口径轴向中空管承口,包括管体,所述管体设置有若干轴向通孔,所述管体的直径为1500mm,所述管体的端部设置有承插段,所述承插段的承插深度为380~700mm,所述承插段包括朝其端部方向依次连接的倒角部、承口配合部和密封部,所述密封部包括与承口配合部衔接的隆起,所述隆起用来在其内侧安装密封胶圈,所述倒角部的角度为15
°
~45
°
,所述承口配合部的长度为176~300mm,所述密封部的长度为200~400mm。
6.作为优选,所述管体材料为硬聚氯乙烯。
7.作为优选,所述密封胶圈为弹性密封胶圈。
8.一种直径1500mm超大口径轴向中空管承口的成型工艺,包括以下步骤:
9.a、将直径为1500mm的轴向中空壁管作为管体并令其一端在加热装置中加热软化,加热温度为150~200℃,加热时间为30~90min,受热管段的长度为600~750mm;
10.b、将a中加热后的管体通过管道传送装置传送至接近成型装置的位置;
11.c、将密封圈套在成型装置的成型段上,并给成型段的表面以及密封圈的表面作刷油处理;
12.d、将b中的管体送入成型装置,控制管体的插入速度并保持匀速,直到管体的端部抵在成型装置的固定端,所述固定端位于成型段的后侧,而管体则因与成型段完全配合即形成承插段;
13.e、将d中的承插段与成型段的配合间隙通过真空抽吸装置进行抽真空处理,令管体在距其端部200~400mm的位置与密封圈紧密贴合而形成隆起;
14.f、将e中的承插段通过冷却装置进行均匀冷却处理,令承插段冷却硬化;
15.g、将f中承插段拔出成型段并令管体通过管道输送装置离开成型装置,完成承口生产。
16.作为优选,所述步骤f中的冷却装置在承插段的两端之间往复移动进行风冷,所述冷却装置采用多个吹风口从承插段的外部的多个方向同时进行冷却。
17.与现有技术相比,本发明的优点和积极效果在于:
18.1、本发明提供的直径1500mm超大口径轴向中空管承口,通过对构成承插段的倒角部、承口配合部和密封部以及隆起的尺寸与角度进行合理设计,不仅能够便于进行标准化生产,还具有较高的承插可靠性,具有较长的设计寿命和实际使用寿命。
19.2、本发明提供的直径1500mm超大口径轴向中空管承口的成型工艺,可以设计加热、送管、套密封圈、成型、真空抽吸、冷却和拔管等工艺流程可以配合成型设备生产出标准的轴向中空管承口,而且生产效率较高、产品质量较好,能够充分满足生产需要。
附图说明
20.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
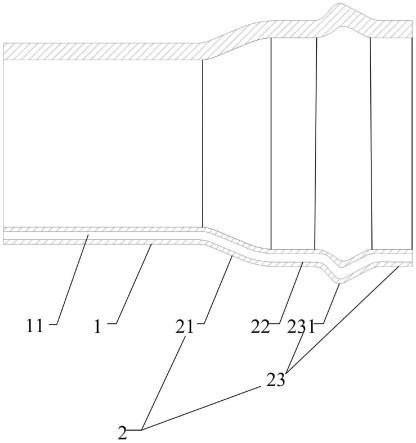
21.图1为实施例提供的直径1500mm超大口径轴向中空管承口的剖视图;
22.图2为实施例提供的直径1500mm超大口径轴向中空管承口的成型工艺的成型示意图;
23.以上各图中,1、管体;11、轴向通孔;2、承插段;21、倒角部;22、承口配合部;23、密封部;231、隆起;3、成型段;4、密封圈。
具体实施方式
24.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。为叙述方便,下文如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
25.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
26.实施例,如图1和图2所示,本发明提供的直径1500mm超大口径轴向中空管承口,包括管体1,所述管体设置有若干轴向通孔11,管体1的直径为1500mm,管体1的端部设置有承
插段2,承插段2的承插深度为380~700mm,承插段2包括朝其端部方向依次连接的倒角部21、承口配合部22和密封部23,密封部23包括与承口配合部衔接的隆起231,隆起231用来在其内侧安装密封胶圈,倒角部21的角度为15
°
~45
°
,承口配合部22的长度为176~300mm,密封部23的长度为200~400mm。本发明的主体直径为1500mm,其基本尺寸突破现有中小尺寸的管道设计,而且对构成承插段2的倒角部21、承口配合部22和密封部23以及隆起231的尺寸与角度进行合理设计,不仅能够便于进行标准化生产,还具有较高的承插可靠性,具有较长的设计寿命和实际使用寿命。同时,密封部23及其隆起231的设计能够保证密封胶圈能够在承插管道的配合面具有有利的密封条件,从而更好地发挥其密封性能,进而提高承插段的承插可靠性,延长管道工程的维护周期。
27.进一步地,本发明提供的管体材料为硬聚氯乙烯,而其承插深度设计在380~700mm之间不仅符合承口成型设备的能力,还能够有效保证产品的质量,在满足国家规范gb/t 18477.3-2019埋地排水用硬聚氯乙烯(pvc-u)结构壁管道系统相关规定的同时,也能够满足多种应用场景的需要。本发明管体包括承插段的隆起在内的整体高度,即最大径向长度为1500-1800mm都在本专利保护范围内。本发明提及的1500mm轴向中空壁管的承口,其承口配合部的长度为倒角部距离胶圈的长度,而承口配合部的长度为176~300mm在满足国家规范gb/t 18477.3-2019埋地排水用硬聚氯乙烯(pvc-u)结构壁管道系统相关规定的前提下,能够满足埋地管道在大多数情况下的实际应用需要,特别是能够配合密封部令管道承插节点处具有较高的可靠性。密封部长度为密封胶圈至管口的距离,其长度设计同样也满足国家规范gb/t 18477.3-2019埋地排水用硬聚氯乙烯(pvc-u)结构壁管道系统相关规定,如密封部长度不小于200mm。
28.为了提高本产品与被连接管道的连接密封性,本发明中的密封胶圈为弹性密封胶圈,其材料包括但不限于hbr丁腈、hnbr氢化丁腈、sil硅橡胶、viton氟素橡胶、fls氟硅橡胶等弹性密封材料及其衍生品。同时,密封胶圈包括但不限于纯橡胶密封圈,也可以采用骨架一体成型密封圈等适用于排水管接口密封的密封胶圈形式,如骨架一体成型密封圈的骨架包括但不限于钢筋、frp筋、钢条等具有足够强度和延展性的筋材。本发明在承口段连接节点处优先采用纯橡胶密封圈,其缓冲性能与密封效果较好,而且使用寿命较长。
29.为了提高本发明承口的连接密封性,本发明提及的1500mm轴向中空壁管的承口,其密封胶圈的截面形状包括但不限于水滴型、楔型、四边形、圆形等有利于接口密封的形状;同时,其实际密封工作面包括但不限于单环密封、多环密封以及螺旋密封等形式。
30.本发明提供的直径1500mm超大口径轴向中空管承口,其成型工艺配套专门的成型设备,而成型设备主要包括管道传送装置、承口成型装置、固定端、冷却装置、真空抽吸装置以及加热装置组成。管道传送装置用于运输和推动管体工件插入承口成型装置和拨离成型装置。承口成型装置包括成型段3,而成型段3是由倒角区、承口配合区和密封区组成,同时在密封区上预留的一段用装配密封圈4的凹槽,其凹槽与管道工件成型后的隆起相对应,其深度为8.75mm,密封胶圈和凹槽的位置如图2所示。
31.一种直径1500mm超大口径轴向中空管承口的成型工艺,包括以下步骤:
32.a、将直径为1500mm的轴向中空壁管通过车间转运装置移动至成型设备的上料侧,而该轴向中空壁管作为待加工管体,其一端被管道传送装置先移动至加热装置中加热软化,加热装置的加热温度为150~200℃,加热时间为30~90min,而受热管段的长度为600~
750mm,足够大于承插段的实际加工长度,避免因加工阻滞而出现管道报废的情况;
33.b、将a中加热后的管体通过管道传送装置传送至接近成型装置的位置;
34.c、将密封圈4套在成型装置的成型段的端部,由成型设备配套的密封圈顶入装置将密封圈4轴向顶推直到其落在成型段的凹槽中,而由人工或滚动刷油装置给成型段的表面以及密封圈的表面作刷油处理,通过刷油来减小管道工件与成型段的承插阻力;
35.d、将b中的管体通过管道传送装置送入成型装置,控制管体端部的插入速度,保持管道传送装置匀速传送管体1,直到管体1的端部抵在成型装置的固定端,该固定端位于成型段3的后侧,管体上形成与成型段配合的承插段2;
36.e、将d中的承插段2与成型段3的配合间隙通过真空抽吸装置进行抽真空处理,如真空抽吸装置的抽吸段从成型段的内部抽吸承插段与成型段间隙中的空气,令管体在距其端部200~400mm的位置与密封圈紧密贴合而形成隆起231;
37.f、将e中的承插段通过冷却装置进行均匀冷却处理,令承插段2冷却硬化;
38.g、将f中承插段拔出成型段并令管体通过管道输送装置离开成型装置,完成承口生产。
39.为了提高承口的成型效率,本发明步骤f中的冷却装置在承插段的两端之间往复移动进行风冷,而且冷却装置采用多个吹风口从承插段的外部的多个方向同时进行冷却,这样可以充分保证承插段2的冷却均匀性,不仅冷却效率高,还有利于获得较高质量的承口。
40.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。