1.本技术涉及计算机技术领域,尤其涉及合焊视觉检测方法、装置、电子设备及存储介质。
背景技术:
2.现有技术中,21700(较新的圆柱形锂电池标准)圆柱形电池的极耳通常有两层(一大一小,如图1所示),且工艺要求需要将两层极耳进行合焊,但目前还没有卷绕机下料位两层极耳合焊的超声焊工位视觉检测。
技术实现要素:
3.本技术提供一种合焊视觉检测方法、装置、电子设备及存储介质,以解决现有技术中尚没有针对极耳合焊的视觉检测的问题。本技术的技术方案如下:
4.根据本技术实施例的第一方面,提供一种合焊视觉检测方法,所述方法包括:对待合焊的第一极耳和第二极耳进行图像采集,获得第一极耳图像;基于所述第一极耳图像,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件;在待合焊的所述第一极耳和所述第二极耳满足合焊条件时,对所述第一极耳和所述第二极耳进行合焊处理;对合焊处理后的所述第一极耳和所述第二极耳进行图像采集,获得第二极耳图像;基于所述第二极耳图像,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测。
5.进一步地,所述基于所述第一极耳图像,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件包括:对所述第一极耳图像进行处理,从所述第一极耳图像中提取与所述第一极耳对应的第一边缘轮廓信息,以及与所述第二极耳对应的第二边缘轮廓信息;基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件。
6.进一步地,所述基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件包括:基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,判断所述第一极耳图像中是否同时包括所述第一极耳和所述第二极耳;在所述第一极耳图像中同时包括所述第一极耳和所述第二极耳时,根据所述第一边缘轮廓信息和所述第二边缘轮廓信息确定所述第一极耳和所述第二极耳的重合度;在所述第一极耳和所述第二极耳的重合度大于等于预设重合度时,确定待合焊的所述第一极耳和所述第二极耳满足合焊条件。
7.进一步地,所述方法还包括:在待合焊的所述第一极耳和所述第二极耳不满足合焊条件时,对所述第一极耳和所述第二极耳进行剔废料处理。
8.进一步地,所述基于所述第二极耳图像,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测包括:对所述第二极耳图像进行二值化处理,得到与所述第二极耳图像对应的合焊效果图;基于所述合焊效果图,获取至少如下参数之一:与所述第二极耳图像中焊点对应的焊点参数、与所述第二极耳图像中焊接区域对应的焊接区域参数、合焊
后所述第一极耳和所述第二极耳的重合区域位置;基于所述焊点参数、所述焊接区域参数和合焊后重合区域位置的至少其中之一,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测。
9.进一步地,所述基于所述焊点参数、所述焊接区域参数和合焊后重合区域位置的至少其中之一,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测包括:在所述焊点参数、所述焊接区域参数和合焊后重合区域位置中的其中任意之一不满足预设合焊条件时,确定合焊处理后的所述第一极耳和所述第二极耳的质量不合格。
10.根据本技术实施例的第二方面,提供一种合焊视觉检测装置,所述装置包括:第一极耳图像获取模块,用于对待合焊的第一极耳和第二极耳进行图像采集,获得第一极耳图像;第一合焊视觉检测模块,用于基于所述第一极耳图像,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件;合焊处理模块,用于在待合焊的所述第一极耳和所述第二极耳满足合焊条件时,对所述第一极耳和所述第二极耳进行合焊处理;第二极耳图像获取模块,用于对合焊处理后的所述第一极耳和所述第二极耳进行图像采集,获得第二极耳图像;第二合焊视觉检测模块,用于基于所述第二极耳图像,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测。
11.进一步地,所述第一合焊视觉检测模块包括:边缘轮廓信息提取子模块,用于对所述第一极耳图像进行处理,从所述第一极耳图像中提取与所述第一极耳对应的第一边缘轮廓信息,以及与所述第二极耳对应的第二边缘轮廓信息;合焊条件判断子模块,用于基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件。
12.根据本技术实施例的第三方面,提供一种电子设备,包括:处理器;用于存储所述处理器可执行指令的存储器;其中,所述处理器被配置为执行所述指令,以实现如上述第一方面中任一项所述的方法。
13.根据本技术实施例的第四方面,提供一种计算机可读存储介质,当所述存储介质中的指令由电子设备的处理器执行时,使得所述电子设备能够执行本技术实施例的第一方面中任一所述方法。
14.根据本技术实施例的第六方面,提供一种包含指令的计算机程序产品,当其在计算机上运行时,使得计算机执行本技术实施例的第一方面中任一所述方法。
15.本技术的实施例提供的技术方案至少带来以下有益效果:
16.在本技术实施例中,对待合焊的第一极耳和第二极耳进行图像采集,获得第一极耳图像;基于所述第一极耳图像,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件;在待合焊的所述第一极耳和所述第二极耳满足合焊条件时,对所述第一极耳和所述第二极耳进行合焊处理;对合焊处理后的所述第一极耳和所述第二极耳进行图像采集,获得第二极耳图像;基于所述第二极耳图像,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测。通过本技术实施例,在焊接前增加合焊视觉检测,可以只针对符合焊接条件的工件进行合焊处理,减少不必要的焊接次数,从而节省能源,并且可以增加焊接机构的使用寿命,以及,在焊接后对极耳进行焊接效果检测,可以代替人工抽检,达到全检、实时、快速的效果。
17.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不
能限制本技术。
附图说明
18.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理,并不构成对本技术的不当限定。
19.图1是本技术实施例提供的待合焊的双层极耳的结构示意图;
20.图2是本技术实施例提供的合焊视觉检测方法的流程示意图;
21.图3是本技术实施例提供的合焊视觉检测方法中确定第一极耳和第二极耳是否满足合焊条件的流程示意图;
22.图4是本技术实施例提供的不满足合焊条件的双层极耳的结构示意图;
23.图5是本技术实施例提供的第二极耳图像的合焊效果图;
24.图6是本技术实施例提供的合焊后质量不合格的极耳的结构示意图;
25.图7是本技术实施例提供的合焊视觉检测装置的结构示意图
26.图8是本技术实施例提供的飞切控制方法的电子设备的框图。
具体实施方式
27.为了使本领域普通人员更好地理解本技术的技术方案,下面将结合附图,对本技术实施例中的技术方案进行清楚、完整地描述。
28.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本技术的一些方面相一致的装置和方法的例子。
29.需要说明的是,本技术所涉及的用户信息(包括但不限于用户设备信息、用户个人信息等)和数据(包括但不限于用于展示的数据、分析的数据等),均为经用户授权或者经过各方充分授权的信息和数据。
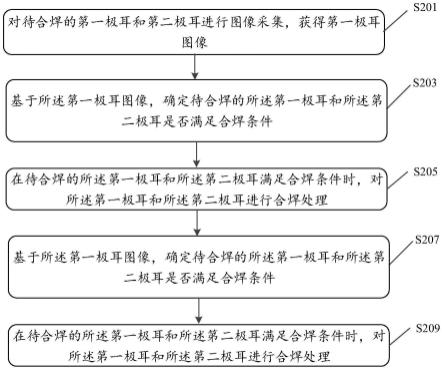
30.现有技术中还没有卷绕机下料位两层极耳合焊的超声焊工位视觉检测,基于此,本技术实施例提供了一种合焊视觉检测方法,如图2所示,该方法包括以下步骤:
31.s201:对待合焊的第一极耳和第二极耳进行图像采集,获得第一极耳图像;
32.在本技术实施例中,待合焊的所述第一极耳和所述第二极耳通常一大一小,例如,所述第一极耳可以为较小的极耳,所述第二极耳可以为较大的极耳,在进行图像采集时,可以将所述第一极耳放置在所述第二极耳的上方,并从所述第一极耳的上方向下进行拍摄,获取的第一极耳图像可以如图1所示。
33.在本技术实施例中,可以采用面阵相机加同轴光源的方式对所述第一极耳和所述第二极耳进行图像采集,其中,同轴光源可以位于极耳上方。
34.s203:基于所述第一极耳图像,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件;
35.在本技术实施例中,满足合焊条件可以是指所述第一极耳和所述第二极耳的放置
满足了合焊的条件,可以进行下一步的合焊处理。
36.在本技术实施例中,如图3所示,所述基于所述第一极耳图像,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件可以包括:
37.s301:对所述第一极耳图像进行处理,从所述第一极耳图像中提取与所述第一极耳对应的第一边缘轮廓信息,以及与所述第二极耳对应的第二边缘轮廓信息;
38.其中,所述第一边缘轮廓信息和所述第二边缘轮廓信息的提取可以基于现有的边缘检测算法进行提取,如roberts算子(roberts算子即交叉微分算子,是基于交叉差分的梯度算子,该算法通过局部差分来计算检测图像的边缘线条,常常被用来检测边缘明显,亮度差异大的低噪声图像)或sobel算子(sobel算子结合了高斯模糊和一阶微分并计算图像明暗程度的近似值,通过比较图像边缘的明暗程度把该区域内超过阈值的特定像素点记为边缘点)等,本技术对相关算法不作限制。
39.s303:基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件。
40.在本技术实施例中,所述基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件(即步骤s303)可以包括:
41.基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,判断所述第一极耳图像中是否同时包括所述第一极耳和所述第二极耳;
42.在所述第一极耳图像中同时包括所述第一极耳和所述第二极耳时,根据所述第一边缘轮廓信息和所述第二边缘轮廓信息确定所述第一极耳和所述第二极耳的重合度;
43.在所述第一极耳和所述第二极耳的重合度大于等于预设重合度时,确定待合焊的所述第一极耳和所述第二极耳满足合焊条件。
44.在本技术实施例中,所述预设重合度可以预先进行设定,以在所述第一极耳和所述第二极耳的重合度为所述预设重合度时,可以较好的保证后续焊接质量。
45.s205:在待合焊的所述第一极耳和所述第二极耳满足合焊条件时,对所述第一极耳和所述第二极耳进行合焊处理;
46.在一些实施例中,当待合焊的所述第一极耳和所述第二极耳不满足合焊条件还进行后续合焊处理,将会增加不必要的焊接次数,增加能耗,同时影响焊接机构的寿命,基于此,所述合焊视觉检测方法还可以包括:
47.在待合焊的所述第一极耳和所述第二极耳不满足合焊条件时,对所述第一极耳和所述第二极耳进行剔废料处理。
48.在本技术实施例中,当所述第一极耳图像中只包括所述第一极耳或只包括所述第二极耳时,说明两个极耳中有一个极耳缺失了,此时可以确定待合焊的所述第一极耳和所述第二极耳是不满足合焊条件的。
49.或者,如图4所示,在所述第一极耳和所述第二极耳的重合度小于预设重合度时,可以确定待合焊的所述第一极耳和所述第二极耳不满足合焊条件。
50.在实际应用中,通过将不满足合焊条件的所述第一极耳和所述第二极耳进行剔废料处理,不进行焊接,从而可以减少不必要的焊接次数。
51.s207:对合焊处理后的所述第一极耳和所述第二极耳进行图像采集,获得第二极耳图像;
52.在本技术实施例中,所述第二极耳图像是对合焊处理后的所述第一极耳和所述第二极耳进行拍摄所得的图像,在进行合焊处理后,所述第一极耳和所述第二极耳表面具有合焊处理后留下的焊点。
53.s209:基于所述第二极耳图像,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测。
54.在本技术实施例中,所述基于所述第二极耳图像,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测(即步骤s209)可以包括:
55.对所述第二极耳图像进行二值化处理,得到与所述第二极耳图像对应的合焊效果图;
56.基于所述合焊效果图,获取至少如下参数之一:与所述第二极耳图像中焊点对应的焊点参数、与所述第二极耳图像中焊接区域对应的焊接区域参数、合焊后所述第一极耳和所述第二极耳的重合区域位置;
57.基于所述焊点参数、所述焊接区域参数和合焊后重合区域位置的至少其中之一,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测。
58.在本技术实施例中,可以通过二值化处理,将实际的第二极耳图像转化成如图5所示的合焊效果图。
59.其中,所述焊点参数可以包括单个焊点的面积、尺寸和灰度等参数,所述焊点参数可以用于表征单个焊点的质量,从而可以筛选出符合实际焊接效果的焊点。
60.所述焊接区域参数可以是指焊接区域边界相对于所述第一极耳和所述第二极耳上下边界的位置。
61.合焊后所述第一极耳和所述第二极耳的重合区域位置可以是指两个极耳重合区域相对于所述第二极耳边缘的位置,例如,一个极耳位于另一个极耳的中间位置,或者偏上偏下。
62.在本技术实施例中,所述基于所述焊点参数、所述焊接区域参数和合焊后重合区域位置的至少其中之一,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测可以包括:
63.在所述焊点参数、所述焊接区域参数和合焊后重合区域位置中的其中任意之一不满足预设合焊条件时,确定合焊处理后的所述第一极耳和所述第二极耳的质量不合格。
64.具体的,所述焊点参数、所述焊接区域参数和合焊后重合区域位置中的其中任意之一不满足预设合焊条件可以至少包括下述三种情形:焊点参数不满足预设焊点参数、焊接区域参数不满足预设焊接区域参数、或者合焊后重合区域位置不满足预设偏移度。可以理解的是,只要有任意一种情形出现,就可以确定为合焊处理后的所述第一极耳和所述第二极耳的质量不合格。
65.其中,焊点参数不满足预设焊点参数具体可以包括:脱焊、焊核过小、过烧。
66.脱焊可能是没有焊接,就是没有如图5所示的黑点,或者焊接很浅(结合灰度和面积来体现),或者焊接偏了(看位置);焊核过小表现为图5中的黑点面积过小;过烧表现为图5中的黑点面积过大。
67.当焊接区域参数不满足预设焊接区域参数,也可以确定合焊处理后的所述第一极耳和所述第二极耳的质量不合格。例如,如图6所示,焊接区域相对于两个极耳的上下边界
发生偏移,导致焊接面积不够,由此可以确定合焊处理后的质量为不合格。
68.以及,当合焊后重合区域位置不满足预设偏移度,也可以确定合焊处理后的所述第一极耳和所述第二极耳的质量不合格。例如,重合区域位置偏向所述第二极耳的上边缘。
69.在实际应用中,本技术的合焊视觉检测方法可以用于超声焊工位视觉检测,也可以用于其他焊接检测工位,如正极焊工位等。
70.在本技术实施例中,通过在焊接前增加合焊视觉检测,可以只针对符合焊接条件的工件进行合焊处理,减少不必要的焊接次数,从而节省能源,并且可以增加焊接机构的使用寿命。
71.以及,在焊接后对极耳进行焊接效果检测,判断焊接效果的优良,控制电芯的品质,可以代替人工抽检,达到全检、实时、快速的效果。
72.以及,可以在合焊后有效利用焊点和焊接区域信息等精确判断焊接效果,对焊印偏移、极耳过焊、焊穿不良做出判断。
73.本技术实施例还提供了一种合焊视觉检测装置,如图7所示,该装置可以包括:
74.第一极耳图像获取模块710,用于对待合焊的第一极耳和第二极耳进行图像采集,获得第一极耳图像;
75.第一合焊视觉检测模块720,用于基于所述第一极耳图像,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件;
76.合焊处理模块730,用于在待合焊的所述第一极耳和所述第二极耳满足合焊条件时,对所述第一极耳和所述第二极耳进行合焊处理;
77.第二极耳图像获取模块740,用于对合焊处理后的所述第一极耳和所述第二极耳进行图像采集,获得第二极耳图像;
78.第二合焊视觉检测模块750,用于基于所述第二极耳图像,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测。
79.在一些实施例中,所述第一合焊视觉检测模块可以包括:
80.边缘轮廓信息提取子模块,用于对所述第一极耳图像进行处理,从所述第一极耳图像中提取与所述第一极耳对应的第一边缘轮廓信息,以及与所述第二极耳对应的第二边缘轮廓信息;
81.合焊条件判断子模块,用于基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,确定待合焊的所述第一极耳和所述第二极耳是否满足合焊条件。
82.在一些实施例中,所述合焊条件判断子模块可以包括:
83.极耳判断单元,用于基于所述第一边缘轮廓信息和所述第二边缘轮廓信息,判断所述第一极耳图像中是否同时包括所述第一极耳和所述第二极耳;
84.重合度确定单元,用于在所述第一极耳图像中同时包括所述第一极耳和所述第二极耳时,根据所述第一边缘轮廓信息和所述第二边缘轮廓信息确定所述第一极耳和所述第二极耳的重合度;
85.合焊条件判断单元,用于在所述第一极耳和所述第二极耳的重合度大于等于预设重合度时,确定待合焊的所述第一极耳和所述第二极耳满足合焊条件。
86.在一些实施例中,所述装置还可以包括:
87.剔废料处理模块,用于在待合焊的所述第一极耳和所述第二极耳不满足合焊条件
时,对所述第一极耳和所述第二极耳进行剔废料处理。
88.在一些实施例中,所述第二合焊视觉检测模块可以包括:
89.合焊效果图确定子模块,用于对所述第二极耳图像进行二值化处理,得到与所述第二极耳图像对应的合焊效果图;
90.参数获取子模块,用于基于所述合焊效果图,获取至少如下参数之一:与所述第二极耳图像中焊点对应的焊点参数、与所述第二极耳图像中焊接区域对应的焊接区域参数、合焊后所述第一极耳和所述第二极耳的重合区域位置;
91.合焊视觉检测子模块,用于基于所述焊点参数、所述焊接区域参数和合焊后重合区域位置的至少其中之一,对所述第一极耳和所述第二极耳进行合焊处理后的合焊视觉检测。
92.在一些实施例中,所述合焊视觉检测子模块可以包括:
93.合焊视觉检测单元,用于在所述焊点参数、所述焊接区域参数和合焊后重合区域位置中的其中任意之一不满足预设合焊条件时,确定合焊处理后的所述第一极耳和所述第二极耳的质量不合格。
94.关于上述实施例中的装置,其中各个模块执行操作的具体方式已经在有关该方法的实施例中进行了详细描述,此处将不做详细阐述说明。
95.图8是本技术实施例提供的合焊视觉检测方法的电子设备的框图,该电子设备可以是终端,其内部结构图可以如图8所示。该电子设备包括通过系统总线连接的处理器、存储器、模型接口、显示屏和输入装置。其中,该电子设备的处理器用于提供计算和控制能力。该电子设备的存储器包括非易失性存储介质、内存储器。该非易失性存储介质存储有操作系统和计算机程序。该内存储器为非易失性存储介质中的操作系统和计算机程序的运行提供环境。该电子设备的模型接口用于与外部的终端通过模型连接通信。该计算机程序被处理器执行时以实现一种隔膜前馈速度确定方法。该电子设备的显示屏可以是液晶显示屏或者电子墨水显示屏,该电子设备的输入装置可以是显示屏上覆盖的触摸层,也可以是电子设备外壳上设置的按键、轨迹球或触控板,还可以是外接的键盘、触控板或鼠标等。
96.本领域技术人员可以理解,图8中示出的结构,仅仅是与本技术方案相关的部分结构的框图,并不构成对本技术方案所应用于其上的电子设备的限定,具体的电子设备可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
97.在示例性实施例中,还提供了一种电子设备,包括:处理器;用于存储该处理器可执行指令的存储器;其中,该处理器被配置为执行该指令,以实现如本技术实施例中的方法。
98.在示例性实施例中,还提供了一种计算机可读存储介质,当该存储介质中的指令由电子设备的处理器执行时,使得电子设备能够执行本技术实施例中的方法。
99.在示例性实施例中,还提供了一种包含指令的计算机程序产品,当其在计算机上运行时,使得计算机执行本技术实施例中的方法。
100.本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,该计算机程序可存储于一非易失性计算机可读取存储介质中,该计算机程序在执行时,可包括如上述各方法的实施例的流程。其中,本技术所提供的各实施例中所使用的对存储器、存储、数据库或其它介质的任何引用,均可包括
非易失性和/或易失性存储器。非易失性存储器可包括只读存储器(rom)、可编程rom(prom)、电可编程rom(eprom)、电可擦除可编程rom(eeprom)或闪存。易失性存储器可包括随机存取存储器(ram)或者外部高速缓冲存储器。作为说明而非局限,ram以多种形式可得,诸如静态ram(sram)、动态ram(dram)、同步dram(sdram)、双数据率sdram(ddrsdram)、增强型sdram(esdram)、同步链路(synchlink)dram(sldram)、存储器总线(rambus)直接ram(rdram)、直接存储器总线动态ram(drdram)、以及存储器总线动态ram(rdram)等。
101.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本技术的其它实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包括本技术未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本技术的真正范围和精神由下面的权利要求指出。
102.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。