用于车辆特别地机动车辆的层压窗玻璃
1.本发明涉及用于车辆、特别是机动车辆的层压窗玻璃的领域。它特别涉及挡风玻璃,还涉及层压后窗、层压车顶和层压侧窗。
2.层压窗玻璃包括通过层压中间层粘合到内部玻璃片材的外部玻璃片材。机动车辆窗玻璃,例如挡风玻璃,通常是弯曲的,因此外板位于窗玻璃的凸面,而内板位于窗玻璃的凹面。传统上,层压窗玻璃的玻璃片材面编号如下:面1是打算位于车辆外部的面,面2是外部玻璃片材的内面,因此与层压板接触中间层,面3是内部玻璃片材的外面,也与夹层中间层接触,最后面4是打算位于车辆内部的板。
3.面2通常在其周边承载有搪瓷层。这种黑色搪瓷形成不透明的周边带,其旨在隐藏用于将玻璃安装在车身开口中的密封件,并保护它们免受紫外线辐射。
4.对于机动车辆制造商来说,在窗玻璃上放置一个标记以方便机器人沉积密封条带或方便在车身开口中安装窗玻璃是有用的。
5.为此目的,本发明的目的是一种用于车辆、尤其是机动车辆的层压窗玻璃,其包括通过层压中间层粘合到内部玻璃片材的外部玻璃片材,其中外部玻璃片材承载有在其与层压中间层接触的面(称为面2)的周边上承载有黑色的第一搪瓷层,并且内部玻璃片材在其与层压中间层接触的面(称为面3)上承载有第二搪瓷层,其形成标记并具有与黑色不同的颜色,位于第一搪瓷层的对面,所述层压窗玻璃还包括在面4上的聚合物密封件,所述密封件隐藏所述标记。
6.层压窗玻璃尤其是机动车辆的挡风玻璃、车顶、后窗或侧窗。
7.本发明的目的还是一种制造这种层压窗玻璃的方法。该方法包括:-在称为外部玻璃片材的玻璃片材的面的周边上沉积黑色的第一搪瓷层,-在称为内部玻璃片材的玻璃片材的面上沉积形成标记并具有与黑色不同的颜色的第二搪瓷层,然后,-预烧第一和第二搪瓷层,然后,-将两个玻璃片材一起进行弯曲,所述内部玻璃片材设置在所述外部玻璃片材上方,第一搪瓷层和第二搪瓷层彼此面对,然后-通过层压中间层将两个玻璃片材层压。
8.当沉积密封条带时,由于透明性穿过内部玻璃片材可以看到如此布置在面3上的标记。它具有与黑色不同的颜色,由于在由第一搪瓷层形成的黑色背景上形成对比,它是可见的,并因此可以很容易地被工业机器人辨别。
9.此外,发现选择用于获得标记的搪瓷允许提供良好的机械性能以及良好的美观性。
10.玻璃片材可以是平坦的或弯曲的。当沉积搪瓷层时玻璃片材通常是平坦的,并随后进行弯曲。
11.玻璃片材的玻璃通常是钠钙硅玻璃,但也可以使用其它玻璃,例如硼硅酸盐或铝硅酸盐。玻璃片材优选通过浮法获得,即通过将熔融玻璃浇铸到熔融锡浴上的方法。
12.优选地,至少一个玻璃片材由有色玻璃,尤其绿色、蓝色或灰色玻璃制成。为此目
的,至少一个玻璃片材的氧化铁的总重量含量优选为0.5-1.5%。
13.在挡风玻璃或前侧窗的情况下,通过考虑光源a和cie-1931参考观察者,窗玻璃的透光率优选为至少70%。至少一个玻璃片材的氧化铁的总重量含量优选为0.5-0.9%。
14.在后窗或车顶,或后侧窗的情况下,透光率可以是较低,尤其是在5%到50%之间,甚至在10%到40%之间。至少一个玻璃片材的氧化铁的总重量含量优选为0.5-1.5%。至少一个玻璃片材可以进一步包含其它着色物质,特别是钴和/或铬,还或硒的氧化物。
15.外部玻璃片材和/或内部玻璃片材的厚度优选为0.7-5mm,特别是1-4mm,或甚至1.5-3mm。
16.第一搪瓷层优选地形成周边条带,即自身闭合的条带,其在外部玻璃片材的周边的每个点处向玻璃片材的内部延伸一定宽度,通常1-20厘米。面2优选地在其表面的2至25%,特别地3至20%,甚至5至15%上涂覆有第一搪瓷层。
17.第一搪瓷是黑色的。它有利地具有在玻璃侧的反射中小于10,特别地小于5,甚至小于3的比色坐标l*。
18.第二搪瓷层形成标记。标记是指尤其用作为由机器人辨别的装饰。该标记通常占据内部玻璃片材的小表面。第二搪瓷层优选地覆盖内部玻璃片材的面3的0.05%-5%之间,特别地0.1%-3%之间。
19.该标记位于第一搪瓷层的对面。因此,从车辆外部看不到它,但在沉积密封件时,穿过内部玻璃片材在由第一搪瓷层形成的黑色背景上清晰可见。
20.优选地,标记包括至少一条线或多个图案(例如,点),位于内部玻璃片材的周边。标记优选地形成一组线,每条线的厚度为0.2-2.0mm之间,特别地在0.3-1.0mm之间,通常约为0.5mm。
21.该标记优选旨在形成用于在面4(内部玻璃片材的与面3相反的面)上沉积聚合物密封件的定位标。
22.窗玻璃还包括在面4上的聚合物密封件,所述密封件隐藏所述标记。由于密封件位于面4上,因此密封件从车辆内部隐藏了标记。因此,无论从车辆内部还是外部,都无法在最终的窗玻璃中看到标记。这种密封件通常以沉积在玻璃窗周边的至少一部分上的条带的形式存在。密封件通常基于聚氨酯。
23.因此,该方法优选地包括借助于工业机器人在内部玻璃片材的与承载第二搪瓷层的面相对的面上沉积密封件的步骤。该步骤通常由机动车辆制造商实施。
24.第二搪瓷可以具有除黑色以外的任何颜色,例如红色、蓝色、黄色、绿色等。优选地,第二搪瓷是白色的,以确保与第一搪瓷的黑色背景的最佳对比。搪瓷优选在玻璃侧反射中具有以下比色坐标(光源d65,cie-1931参考观察者):l*为40至85,特别地50至80,a*和b*各自为-20至 20,特别地-10至 10,或从-5至 5。
25.搪瓷层优选由包含至少一种颜料和至少一种玻璃料的组合物形成。烧制后,玻璃料形成将颜料固定在玻璃片材的表面上的玻璃质或玻璃陶瓷(部分玻璃质和部分结晶)粘合剂。
26.搪瓷层优选不包含氧化铅。
27.搪瓷组合物通常还包含有机介质,旨在促进组合物在玻璃片材上的施用以及其暂时粘附到玻璃片材上,并且在搪瓷的烧制过程中被去除。介质通常包含溶剂、稀释剂、油和/
或树脂。
28.在本文中,“搪瓷组合物”用于定性用于在玻璃片材上沉积湿搪瓷层的液体组合物。术语“搪瓷层”用于定性在烧制后的最终层,而术语“湿搪瓷层”用于描述在烧制前的搪瓷层。
29.优选地,第一和第二搪瓷包括硼硅酸铋基玻璃质或玻璃陶瓷粘合剂。因此,对于第一搪瓷如同对于第二搪瓷,搪瓷组合物优选包含基于这种玻璃的玻璃料。
30.更具体地,搪瓷层的玻璃质粘合剂(或搪瓷组合物的玻璃料)有利地具有包含以下氧化物的化学组成,其重量含量在下述范围内变化:b2o3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-30%sio2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5-30%bi2o3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20-60%zno
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0-20% 。
31.这种玻璃料的使用在弯曲过程中避免了玻璃片材彼此之间的任何粘附,以及在两个搪瓷层之间的任何物质扩散。
32.优选地,第一和第二搪瓷包含相同的玻璃质或玻璃陶瓷粘合剂(因此在涉及搪瓷组合物的情况下相同的玻璃料)。在这种情况下,两个搪瓷层之间只有颜料不同。这种解决方案允许优化窗玻璃的机械稳定性能。
33.根据目标颜色选择颜料。
34.对于第一搪瓷层,颜料优选包含一种或多种氧化物,该氧化物选自铬、铜、铁、锰、钴、镍的氧化物。例如,它可以是铜和/或铁的铬酸盐。这些颜料提供黑色色调。对于白色,优选氧化钛颜料,尤其是金红石。
35.第一搪瓷层和第二搪瓷层优选通过丝网印刷搪瓷组合物来沉积。为此,将丝网印刷网屏放置在玻璃片材上,该网屏包括网孔,其中一些网孔被堵塞,然后将搪瓷组合物沉积在网屏上,然后应用刮刀以迫使搪瓷组合物在网屏网孔未堵塞区域穿过网屏,形成湿搪瓷层。根据另一个实施方式,第二搪瓷层,还甚至第一搪瓷层,通过数字印刷技术,例如通过喷墨来沉积。
36.然后使搪瓷层经受预烧,优选在500至650℃,尤其是550至600℃的温度下进行。预烧首先允许从搪瓷组合物中去除溶剂和介质,然后使搪瓷部分结晶,这允许防止两个玻璃片材在弯曲过程中粘在一起。
37.然后使搪瓷层经受烧制步骤,优选在至少550℃甚至600℃,且最高700℃的温度下烧制。搪瓷层的烧制通常在玻璃片材弯曲期间进行。
38.在烧制处理步骤之后,搪瓷涂层的厚度优选在5至30μm,特别地8至20μm的范围内。
39.优选地,低辐射或阳光控制涂层布置在面3上,在第二搪瓷层之下。
40.这种涂层特别地是薄层堆叠体。
41.在环境温度下测量的这种涂层的正常辐射率优选低于0.50,特别地低于0.30,甚至低于0.20或低于0.10。
42.薄层堆叠体优选地与内部玻璃片材接触。在被沉积时,第二搪瓷层优选地与薄层堆叠体接触。
43.在本文中,“接触”意指物理接触。表述“基于”优选意在表示所讨论的层包含至少
50重量%,特别地60%,甚至70%,甚至80%或90%的所讨论材料的事实。该层甚至可以基本上由这种材料组成或由这种材料组成。“基本上由...组成”应理解为表示该层可以包含对其性质没有影响的杂质。术语“氧化物”或“氮化物”不必然意味着氧化物或氮化物是化学计量的。实际上,它们可以是亚化学计量的、超化学计量的或化学计量的。
44.堆叠体优选地包括至少一个基于氮化物的层。氮化物特别地是选自铝、硅、锆、钛中的至少一种元素的氮化物。它可以包含这些元素的至少两种或三种的氮化物,例如氮化硅锆或氮化硅铝。基于氮化物的层优选是基于氮化硅的层,更特别地是基本上由氮化硅组成的层。当通过阴极溅射沉积氮化硅层时,它通常包含铝,因为通常的做法是用铝掺杂硅靶材以加速沉积速率。
45.基于氮化物的层优选具有在2至100nm、特别地5至80nm范围内的物理厚度。
46.基于氮化物的层通常用于大量的薄层堆叠体中,因为它们具有有利的阻挡性质,因为它们防止存在于堆叠体中的其它层的氧化,特别地将在下面描述的功能层。
47.堆叠体优选地包括至少一个功能层,特别地导电功能层。功能层优选地包括在两个薄介电层之间,其中至少一个是基于氮化物的层。其它可能的介电层例如是氧化物层或氮氧化物层。
48.至少一个导电功能层有利地选自:-金属层,特别地由银或铌,甚至金制成,以及-透明导电氧化物层,特别选自氧化铟锡、掺杂的氧化锡(例如掺杂氟或锑)、掺杂的氧化锌(例如掺杂铝或镓)。
49.这些层因其低辐射率而特别受重视,这为窗玻璃提供出色的隔热性能。在装备机动车辆的窗玻璃中,低辐射窗玻璃允许在炎热的天气中向外反射部分太阳辐射,从而限制所述车辆乘客舱的加热,并在必要时降低空调成本。相反,在寒冷的天气里,这些窗玻璃允许将热量保留在乘客舱内,从而减少为了加热所需能量。这同样适用于配备建筑物的窗玻璃的情况。
50.根据优选的实施方式,薄层堆叠体包括至少一个银层,特别地一个、两个、三个或甚至四个银层。银层的物理厚度或适当时银层厚度的总和优选为2-50nm,特别地3-40nm。
51.为了在弯曲步骤期间保护该导电薄层或每个导电薄层,这些层中的每一个优选地被至少两个介电层包围。介电层优选基于选自硅、铝、钛、锌、锆、锡的至少一种元素的氧化物、氮化物和/或氮氧化物。
52.薄层堆叠体的至少一部分可以通过各种已知技术,例如化学气相沉积(cvd),或通过阴极溅射,特别地磁场辅助阴极溅射(磁控管方法)进行沉积。
53.薄层堆叠体体优选地通过阴极溅射,特别地磁场辅助阴极溅射来沉积。在该方法中,在高真空中在包含待沉积的化学元素的靶材附近产生等离子体。通过轰击靶材,等离子体的活性物质撕下所述元素,其沉积在玻璃片材上,形成所需的薄层。当该层由从靶材上撕下的元素与在等离子体中包含的气体之间的化学反应产生的材料构成时,该方法称为“反应性”方法。这种方法的主要优点在于可以通过使玻璃片材在不同靶材下连续运行(通常在同一设备中),在同一条生产线上沉积非常复杂的层堆叠体。
54.上述堆叠体具有用于提供加热功能(除霜、除雾)和/或隔热功能的导电和红外反射性质。
55.当薄层堆叠体旨在提供加热功能时,必须提供电流供应。这尤其可以是通过丝网印刷在玻璃片材的两个相反边缘处的薄层堆叠体上沉积的银浆条。
56.在沉积搪瓷层后,玻璃片材进行弯曲。
57.弯曲尤其可以通过重力(玻璃在其自身重量下变形)或通过压制进行实施,例如在通常为550至680℃的温度下进行。弯曲因此允许获得搪瓷层的曲率。
58.优选地,两个玻璃片材(内部和外部)一起进行弯曲。玻璃片材优选通过在它们之间放置中间粉末来保持分开,该中间粉末确保几十微米,通常为20至50μm的间隙。中间层粉末例如基于碳酸钙和/或碳酸镁。
59.在弯曲过程中,内部玻璃片材通常放置在外部玻璃片材上方。
60.层压步骤可以通过在高压釜中处理来实现,例如在110至160℃的温度和10至15巴的压力下。在高压釜处理之前,俘获在玻璃片材和层压中间层之间的空气可以通过压延或施加负压来消除。
61.层压中间层优选包含至少一个聚乙烯醇缩醛,特别地聚乙烯醇缩丁醛(pvb)片材。
62.如果需要,层压中间层可以是着色或不着色的,以调节窗玻璃的光学或热性能。
63.层压中间层可以有利地具有吸声性质以便吸收空气来源的或固体来源的声音。为此,它可以特别由三个聚合物片材组成,其中两个围绕内部聚合物片材的“外部”pvb片材,内部聚合物片材任选地由pvb制成,其硬度低于外部片材的硬度。
64.层压中间层还可以具有隔热性能,特别地红外辐射反射的性能。为此,它可以包括具有低发射率的薄层涂层,例如包含银薄层的涂层或具有不同折射率的介电层交替的涂层,其沉积在由两个外部pvb片材围绕的内部pet片材上。
65.层压中间层的厚度通常在0.3-1.5mm,特别地0.5-1mm的范围内。层压中间层在窗玻璃边缘可以具有比窗玻璃中心更小的厚度,以防止在使用平视显示器(称为hud)的情况下形成双重图像。
实施例
66.以下实施例以及下面的图1至5以非限制性方式说明本发明。
67.[图1]和[图5]显示了根据本发明的窗玻璃的一部分的横截面。
[0068]
[图2]显示了沉积在面3上的标记。
[0069]
[图3]以重叠方式显示了沉积在面3上的标记和沉积在面2上的搪瓷层的轮廓。
[0070]
[图4]显示了3点弯曲强度结果。
[0071]
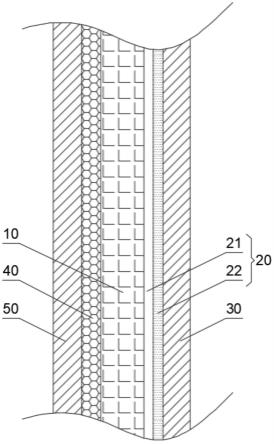
图1显示了根据本发明的窗玻璃1(更具体地,挡风玻璃)的一部分的截面(靠近边缘),使得未显示窗玻璃的曲率。窗玻璃的构件的厚度有意未按比例显示,以使其可见。如图1所示,外部玻璃片材2通过典型地由pvb(聚乙烯醇缩丁醛)制成的层压中间层6与内部玻璃片材4粘结。面2,在图中用f2表示,在窗玻璃的周边承载有形成黑色不透明带的搪瓷层22。窗玻璃的面3,f3,承载有呈搪瓷层形式的标记42,在这里是白色搪瓷,并面对搪瓷层22形成两条平行线,宽度通常约为0.5毫米。在沉积密封件之前,从内部看,标记42在由搪瓷22形成的黑色背景上穿过内部玻璃片材4完全可见。
[0072]
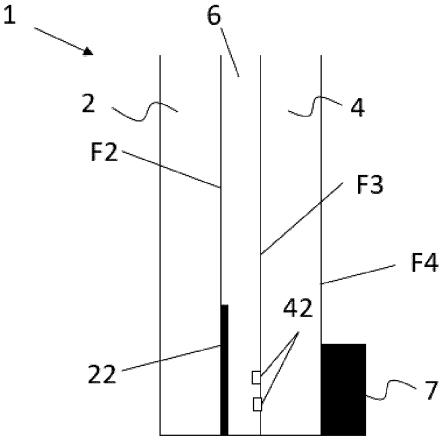
图5还以示意方式显示了聚合物密封件7,其放置在面f4上并隐藏标记42。因此,无论是从车辆内部,由于密封件7,还是从车辆外部,由于搪瓷22,标记不再可见。
[0073]
图2显示了标记42的特定示例,其呈一组线的形式,形成用于随后沉积粘合性密封件的定位标。两条平行线被沉积在内部玻璃片材4的周边,在窗玻璃的下部中(在这种情况下为挡风玻璃)再加上几条附加线。标记是通过丝网印刷沉积白色搪瓷层形成的。在此示例中的每条具有0.5毫米的宽度。
[0074]
图3以叠加形式显示了图2的标记42和搪瓷层22。对于后者,仅显示了搪瓷的外轮廓,搪瓷从外部玻璃片材的边缘沉积直到所示轮廓。因此图3显示了以下事实:搪瓷22能够隐藏在最终挡风玻璃中的标记42。
[0075]
挡风玻璃已采用图3所示的搪瓷设计进行制造。
[0076]
2.6mm厚的外部玻璃片材由包含约0.9重量%的氧化铁作为着色物质的绿色玻璃制成。2.1毫米厚的内部玻璃片材由透亮玻璃(0.1wt%氧化铁)制成,其在旨在成为面3的面上涂有薄的阳光控制层堆叠体,该堆叠体包括银层作为功能层。
[0077]
通过丝网印刷包含硼硅酸铋基玻璃料的黑色搪瓷组合物(ferro 14331),将搪瓷带22沉积在外部玻璃片材的一个面上。湿搪瓷厚度为15
µ
m。
[0078]
在比较例中,面3上的标记已经通过丝网印刷包含银颗粒和玻璃粉的银浆(sp1998c)来实现的。
[0079]
在根据本发明的实施例中,标记通过丝网印刷包含硼硅酸铋基玻璃粉和白色颜料的白色搪瓷组合物(pmi dv778380)来获得。湿搪瓷厚度为18
µ
m。
[0080]
在预烧(在580℃)之后,将玻璃片材一起进行弯曲(在600℃)。
[0081]
然后将该组件使用0.76毫米厚的pvb中间层进行层压。
[0082]
在使用银浆的标记的情况下,在弯曲过程中已能观察到银从面3转移到面2,从而产生从面1可见的美学缺陷,以及机械脆化,如由下面的机械测试所示。另一方面,在根据本发明的实施例的情况下,没有观察到美学缺陷,特别地从面1看不到白色标记。
[0083]
还进行了三点弯曲的机械测试。
[0084]
图4是表示,对于两个对比测试(c1、c2)和对于根据本发明的两个测试(表示为1和2),作为力(表示为f并以牛顿表示)的函数的断裂概率(表示为p并以%表示),其中标记基于银浆。
[0085]
从该图中可以清楚地看出,根据本发明的标记的选择非常明显地提高了挡风玻璃的机械强度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。