用于体育活动的轴杆
1.本专利申请要求2019年11月19日提交的分配的申请号是us 62/937274的美国专利申请的优先权,该申请的内容通过引用特此并入。
技术领域
2.本公开内容大体涉及轴杆或者杖杆,更特别地涉及用于体育活动的轴杆,例如滑雪杖、徒步杖、跋涉杖、用于皮艇桨或划艇桨的轴杆等等。
背景技术:
3.数百万运动员在户外活动和体育运动活动中利用一个或多个稳定杖杆(常是指跋涉杖、徒步杖或滑雪杖)。典型构造利用铝合金、玻璃纤维、碳纤维或这些材料的组合以生成杖杆的主体或轴杆。
4.其它被设计以向使用者或对象(例如球或冰球)提供推进的体育设备(包括但不限于:使皮艇桨的两个划桨桨叶分开的轴杆、风帆船帆的帆桁、曲棍球的轴杆、地板球球棒或长曲棍球球棒、或高尔夫球杆的轴杆)也使用类似的材料和构造技术以抵抗轴杆在使用期间承受的类似应力。
5.对用于轴杆的复合构造(其中增强织物或纤维被捕获在树脂基体内)的使用提供更大的能力以形成无法由合金轴杆实现的同时既具有硬度(或柔性)又具有重量特性的杖杆。实际上,诸如碳纤维之类的材料按铝合金的重量计可具有很多倍的硬度和/或强度。
6.随着对减少不可再生资源和提取的原材料(例如基于石油的碳纤维)的消耗的全球需求日益增长,需要将复合物中所用增强织物的合成纤维(例如碳纤维、玻璃纤维、凯夫拉尔(kevlar)、硼,等等)替换为可再生纤维。进行这种转变的困难在于,这些天然纤维与它们的合成对应物呈现出的机械特性的内在差异。
技术实现要素:
7.本公开内容的实施例解决已知的用于体育活动的轴杆的全部或一些缺陷。
8.一个实施例提供一种用于体育活动的轴杆,沿所述轴杆的长度的至少一部分包括:
9.内壁,其由第一纤维增强复合物制成;以及
10.外壁,其固定到所述内壁,且由第二纤维增强复合物制成,其中一个或多个腔存在于所述内壁与所述外壁之间;
11.例如,轴杆是滑雪杖轴杆、跋涉杖轴杆、高尔夫球杆轴杆、地板球球棒轴杆、曲棍球球棒轴杆、曲棍球戏球棒轴杆、橹轴杆或桨轴杆。
12.根据一个实施例,所述内壁与所述外壁之间有至少三个腔。
13.根据一个实施例,所述第一纤维增强复合物的和/或所述第二纤维增强复合物的纤维的至少一部分是天然纤维。
14.根据一个实施例,所述第一纤维增强复合物的和/或所述第二纤维增强复合物的
所述纤维是基于植物的纤维,所述基于植物的纤维包括:竹的、亚麻的、苎麻的、菠萝叶的纤维和/或提取的纤维素或纳米纤维素。
15.根据一个实施例,所述第一复合物和所述第二复合物每一个都具有重量百分比在20%和60%之间的树脂,例如具有重量百分比在35%和45%之间的树脂。
16.根据一个实施例,所述第一复合物和/或所述第二复合物是织物增强复合物。
17.根据一个实施例,所述内壁和/或所述外壁是细丝缠绕片层。
18.根据一个实施例,所述第一复合物和/或所述第二复合物的至少一种包括织物、细丝缠绕片层、或编带,所述织物、细丝缠绕片层、或编带具有相对于所述轴杆的轴线成30
°
和60
°
之间的和/或-30
°
和-60
°
之间的取向角的纤维。
19.根据一个实施例,所述第一复合物和所述第二复合物的至少一种包括织物、带、或细丝缠绕片层,所述织物、带、或细丝缠绕片层具有相对于所述轴杆的轴线成-15
°
和15
°
之间的取向角的纤维。
20.根据一个实施例,所述外壁的截面为圆形、或大致圆形。
21.根据一个实施例,所述内壁为管状。
22.根据一个实施例,所述内壁包括:多个平面壁部分,它们例如由曲形角部联结。
23.根据一个实施例,所述外壁的纤维相对于所述轴杆的轴线在一个或多个第一方向取向,所述内壁的纤维相对于所述轴杆的所述轴线在不同于所述第一方向的一个或多个第二方向取向。
24.一个实施例提供一种制造轴杆的方法,所述方法包括:
25.以至少一个第一片层覆盖芯轴或可充气囊状物,其中,所述至少一个第一片层以第一树脂浸渍;
26.将至少一个分隔体元件固定到所述至少一个第一片层的外表面以在其外表面中形成具有一个或多个外露区域的结构;
27.以至少一个第二片层覆盖所述结构,其中,所述至少一个第二片层以第二树脂浸渍;
28.固化以使得:所述至少一个第一片层和所述第一树脂形成第一纤维增强复合物的内壁,以及所述至少一个第二片层和所述第二树脂形成第二纤维增强复合物的外壁;以及
29.移除所述至少一个分隔体元件,以在所述内壁与所述外壁之间生成一个或多个腔。
30.根据一个实施例,所述结构的外表面的截面为圆形或大致圆形,并且以至少一个第二片层覆盖所述结构涉及使用滚动卷绕。
31.本文中提出的解决方案涉及:通过利用用于天然纤维轴杆的构造的特有几何形状,使天然纤维增强针对合成纤维增强具有竞争力,其中,每种纤维增强比用于当前合成纤维杖杆的标准做法使用得更高效。
32.一个实施例提供一种模制的纤维增强复合轴杆,具有明显管状形状,可在其长度中包含一个或多个锥形部,例如具有30mm的最大外尺寸和8mm的最小外尺寸。轴杆的结构包含:增强纤维织物片层,其具有不同取向以抵抗在使用轴杆期间施加的力并被捕获在树脂基体内。
33.一个实施例提供在轴杆制作过程中以实心可移除元件的形式对分隔体元件的利
用,分隔体元件可多变地附着到芯轴/模具。分隔体元件的目的在于:在给定重量下利用相同材料生成比标准的实心壁轴杆更复杂和更刚性的最终结构。这样,还可根据两种材料的重量与机械特性之比使用机械特性较差的材料在相似重量下实现相似刚度。
34.一个实施例提供通过围绕刚性或柔性芯轴或膨胀囊状物的以树脂浸渍的织物增强片层和分隔体元件的各种组合制作轴杆。片层可以通过滚动卷绕、手工贴层、细丝缠绕、或对于复合贴层组装而言典型的任意其它方法添加。
35.一个实施例提供对刚性芯轴的外部压缩、或者使完成的贴层和膨胀囊状物或柔性芯轴就位于刚性外形态内部、以及随时间和换热而固化复合物树脂组分以生成刚性形态轴杆的步骤。
36.轴杆的明显管状形状可包含使例如圆角三角形、圆角正方形、或围绕轴杆竖直轴线的其它一种或多种形状成形。
37.轴杆可包括:锥形部、弯曲部、和沿其竖直轴线的其它特征。
38.增强织物片层可由以下组成:碳纤维,玻璃纤维,芳纶(aramid)/凯夫拉尔(kevlar)、特沃纶(twaron),硼,泽克斯(zyex)、斯百克线(spectra)/迪尼玛(dyneema);天然纤维,例如韧皮纤维(即,亚麻、苎麻、大麻)、叶纤维(即,菠萝、香蕉、剑麻)、茎纤维(即,稻米、玉米、小麦)、种纤维(即,木棉、棉花)、或草纤维(即,竹);蒂坦铝合金、钛或钢网;其它天然或合成的振动缓冲材料(例如弹性体或软木);或其它这样的对结构提供有利特性的纤维或材料。
39.增强织物可由纤维以编结的、编织的、织结的、缝制的、或单向的布置构造。
40.树脂可为热固性树脂或热成型树脂,并可通过以下方式添加到织物:预浸(即,在织物生产之时或前后不久以湿的和/或干的树脂的组合浸渍织物);湿贴层(即,当织物用于构造轴杆时极其靠近地将湿树脂引入到织物);或者灌注处理(即,其中,一旦贴层安置在包容模具或压缩系统中,则树脂被引入到织物)。
41.杖杆的内壁的复合物可由管状编带或增强织物的任意构造构成。
42.杖杆的长度可分段为多个区部,以生成伸缩式或折叠式杖杆。
43.使用于轴杆制作的增强织物就位的工艺可为手工贴层、滚动卷绕、细丝缠绕、或对于纤维增强复合物件制作而言典型的任意其它工艺。
44.刚性芯轴可具有对于构造轴杆的正确内部几何形状而言有利的任意形式。
45.分隔体元件可附着到芯轴,或者通过芯轴几何形状与贴层的组合保持就位,或者采取它们没有刚性地保持就位并且仅由贴层捕获的方式。
46.分隔体元件可延伸轴杆的整个长度,或者限于轴杆长度的一部分,或者当用于形成多区段轴杆时限于轴杆的任意区段。
47.一个或多个分隔体元件可用于生成明显圆形的截面或在形状上有更多小叶的截面。
48.一个或多个分隔体元件可加到多个片层之间以根据需要强化结构。
49.分隔体元件可由钢、铝、或例如具备合适的硬度和/或尺寸稳定性以在贴层和固化过程中起作用的其它金属或材料构造。
附图说明
50.前述特征和优点以及其它将在以下通过例示(而非限制)参照附图给出的特定实施例的描述中详细描述,其中:
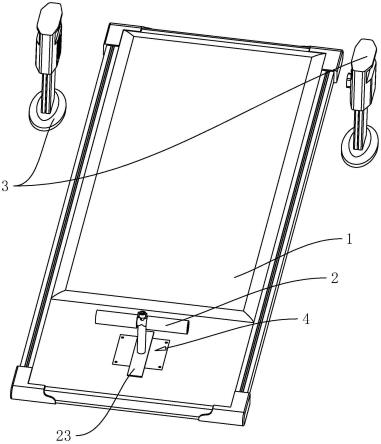
51.图1a是根据示例性实施例的滑雪杖的侧视图;
52.图1b是根据进一步的示例性实施例的滑雪杖的侧视图;
53.图2a是根据示例性实施例的高尔夫球杆的侧视图;
54.图2b是根据示例性实施例的用于水上体育活动的橹的侧视图;
55.图3示出根据本公开内容的示例性实施例的一种用于体育活动的轴杆的截面图;
56.图4和图5各自以截面图和侧视图示出制造图3中所示轴杆的方法的步骤;
57.图6例示出管状编带;
58.图7和图8各自以截面图和侧视图示出制造图3中所示轴杆的方法的进一步的步骤;
59.图9和图10是截面图,例示出制造图3中所示轴杆的方法的进一步的步骤;
60.图11示出根据本公开内容的另一示例性实施例的用于体育活动的轴杆的截面图;
61.图12至图15是截面图,例示出制造图11中所示轴杆的方法的步骤;
62.图16示出根据本公开内容的另一示例性实施例的用于体育活动的轴杆的截面图;以及
63.图17至图22是截面图,例示出制造图16中所示轴杆的方法的步骤。
具体实施方式
64.相似的特征已在各个图中由相似的附图标记表示。特别地,在各个实施例中共同的结构特征和/或功能特征可具有相同的附图标记,并可配置同样的结构性能、尺寸性能和材料性能。
65.为了清楚起见,仅有用于理解本文所描述实施例的操作和元件已进行例示和详细描述。
66.在以下公开内容中,除非另行指出,否则当参照绝对位置修饰词(如用词“前”、“后”、“顶”、“底”、“左”、“右”,等等)或者相对位置修饰词(如用词“上方”、“下方”、“高于”、“低于”,等等)或者取向修饰词(如“水平”、“竖直”,等等)时,参照轴杆的竖直取向。
67.除非另行指明,否则表述“约”、“近似”、“大致”和“大约”表示在10%内,优选地在5%内。
68.图1a是侧视图,例示出滑雪杖11的示例。
69.对于本领域技术人员而言将显见的是,本文中所描述的原理可应用于其他类型的用于体育活动的轴杆,例如徒步杖或跋涉杖、皮艇桨的轴杆或划艇橹的轴杆、风帆装备的桅杆,等等。例如,根据应用,杖杆用于稳定和/或推进杖杆使用者。
70.图1a的滑雪杖11包括轴杆15,轴杆15在其上端处具有手带23以及由主体19和头部21形成的抓握部。在轴杆的下端处,有篮状物25和杖杆的尖端27。
71.在图1a的实施例中,滑雪杖11的轴杆15为一体式,抓握部例如围绕轴杆15设置并设置在轴杆15上。抓握部例如由橡胶、塑料、或复合材料制成。抓握部的主体19具有例如适于在使用者左手或右手的手掌和手指之间舒适就位的形状。实际上,杖杆11例如在使用者
左手和右手之间可互换。
72.在一个实施例中,篮状物25与杖杆的下端相距数厘米定位。篮状物25例如围绕轴杆15定位,且形状类似于盘。篮状物25由塑料或复合材料制成,并例如具有一些孔。尖端27是杖杆11的设置在篮状物25下方的部分。在一些实施例中,尖端27从与篮状物25相同的件形成,而在其它实施例中,尖端27由分立件形成,篮状物25固定到尖端27,例如由螺纹接头固定。杖杆的底端可呈现用于篮状物25和尖端27的各种构造和附接方法,所列示例为例示性的但非穷举性的。
73.图1b是侧视图,例示出根据对图1a示例的可替代示例的滑雪杖13。
74.图1b中所示杖杆13类似于图1a中所示杖杆11,除了图1b中所示杖杆13是伸缩式滑雪杖,其具有的轴杆15由两个部件15a和15b形成。
75.在图1b的实施例中,轴杆15的部件之一布置为滑入另一部件中。例如,轴杆15的最接近尖端27的下部件15b被布置为滑入轴杆15的最接近抓握部的部件15a中。
76.图1b中所示杖杆13包括:锁定调节器17,其用于相对于轴杆15的一个部件封锁轴杆15的另一部件的位置。锁定调节器17因而能使杖杆13的长度进行调节。
77.在可替代实施例中,滑雪杖13的轴杆15可以具有多于两个部件。滑雪杖13于是可具有多于一个锁定调节器17。另外,不同于伸缩式,轴杆15的各部分可通过其它方式衔接,例如由铰接件和锁定机构衔接,由此允许杖杆可折叠。
78.图2a是根据示例性实施例的高尔夫球杆12的侧视图。
79.图2a的高尔夫球杆12包括轴杆15,轴杆15在其上端处具有抓握部20。轴杆15的下端处有球杆头部16。
80.图2b是根据示例性实施例的用于水上体育活动的橹14的侧视图。
81.图2b的橹14包括轴杆15,轴杆15在其下端处具有桨叶18。
82.已知使用纤维增强复合物形成轴杆15来制作杖杆(例如图1a至图2b的杖杆)。如将在下文中更详细所描述的,根据本文中所描述的实施例,可以至少部分地以天然纤维替代合成纤维。如此做的困难在于:虽然大多数天然纤维的密度或比重低于合成纤维(这在改善强度与重量之比方面是优点),不过当与合成纤维相比时,天然纤维的拉伸强度和杨氏模量典型地提供降低的性能水平。作为示例,标准合成纤维可具有1.8的比重和30000mpa的杨氏模量,而最强的天然纤维可具有1.4的比重和10000mpa的杨氏模量。这造成比模量对比:合成纤维为16667,天然纤维为7143,这意味着将需要两倍重量的天然纤维实现相同的硬度。不过,本发明人已发现,这样的重量增大可通过提供杖杆的特定内部结构而避免,如现将更详细描述。
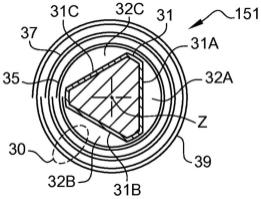
83.图3是轴杆151的截面图,例如对应于图1a的杖杆11的轴杆15的至少一部分的截面、或者图1b的杖杆13的轴杆15的下部件15b的至少一部分(在锁定调节器17与尖端27之间)的截面、或者图1b的轴杆15的上部件15a的至少一部分(在锁定调节器17与抓握部之间)的截面。另外,图3可对应于图2a的高尔夫球杆12的轴杆15的截面或图2b的橹14的轴杆15的截面。
84.在轴杆151是图1a或图1b的滑雪杖11或滑雪杖13的轴杆的情况下,所述轴杆例如具有在8mm和30mm之间的外尺寸,取决于截面所取的位置。更通常地,轴杆151的直径例如在5mm和100mm之间,取决于应用。
85.图3中所示轴杆151沿所述轴杆的长度的至少一部分包括:
86.内壁31,其由纤维增强复合物制成;
87.外壁30,其固定到内壁31,且由纤维增强复合物(其可为与内壁31的复合物相同或不同的类型)制成;以及
88.一个或多个腔32a、32b、32c,存在于内壁31与外壁30之间。
89.内壁31和外壁30的每个例如包括:一个或多个片层,片层由被保持在树脂基体内的织物或纤维形成。
90.在图3的示例中,内壁31包括单个片层;轴杆151的外壁30包括三个片层:其中,内片层35接触内壁31,外片层39形成轴杆的外层,片层37处于片层35和片层39之间。这些片层35、37、39的每个例如为双卷绕的,不过在可替代实施例中,不同数量的卷绕将是可行的。
91.在一些实施例中,腔32a、腔32b、腔32c不延伸轴杆15的整个长度。例如,杖杆11的轴杆15的最接近尖端端部的部分、或杖杆13的轴杆15的底部件15b或上部件15a的至少一部分具有类似于图3中所示截面图的截面图,不过没有任何腔32a、32b、32c。
92.在一个实施例中,内壁31为管状,这暗示其在截面中形成连续壁。另外,内壁31例如包括多个平面壁部分,它们例如由与外壁30的内表面接触的曲形角部联结。例如,轴杆151的内壁31由三个平面壁部分31a、31b、31c构成,三个平面壁部分31a、31b、31c由三个曲形角部联结。另外,在一个示例中,三个平面壁部分相对于彼此在40
°
和100
°
之间取向,以形成截面中大致具有三角形形状的管,该三角形具有圆角角部。圆角角部的每一个例如具有与外壁30的内表面的曲率匹配的曲率。由每个曲形角部占据的角度θ在图3的示例中例如在5
°
和60
°
之间。由于圆形角部,内壁31例如具有大致六边形形状。
93.在一个实施例中,内壁31在截面中具有圆角等边三角形形状、圆角等腰三角形形状、圆角正方形形状、圆角五边形形状、圆角六边形形状、圆角七边形形状、或者圆角八边形形状的一种。内壁31的形状不限于所列举的形状,内壁31可具有任意其它形状。例如,内壁31可替代地可以具有八边形形状、圆形形状、三角形形状、十边形形状、十二边形形状、或者能够在圆内内接且对于所希望的机械特性、尺寸、和轴杆所希望的弯曲样式有利的任意形状。
94.在图3的截面图中,片层35、片层37、片层39具有圆形形状,不过,在可替代实施例中,不同的大致圆形的形状(如椭圆形、圆角正方形、六边形或者体育场形状)也将是可行的。不过,片层35、片层37、片层39的形状不限于那些形状,其它所希望的形状也将是可行的。
95.内壁31和外壁30的纤维复合物或织物增强复合物的纤维例如为碳纤维、玻璃纤维、芳纶纤维(例如已知品牌名称为凯夫拉尔和特沃纶的纤维)、硼纤维、已知品牌名称为泽克斯、斯百克线、或迪尼玛的纤维、玄武岩纤维、韧皮纤维(例如亚麻纤维、苎麻纤维或大麻纤维)、或者其它天然纤维(例如叶纤维(即,菠萝、香蕉、剑麻)、茎纤维(即,稻米、玉米、小麦)、种纤维(即,木棉、棉花)、或草纤维(即,竹))、或其它天然或合成的振动缓冲材料纤维(例如弹性体纤维或软木纤维)。在一些实施例中,天然纤维是植物的或源于植物的纤维,植物的或源于植物的纤维包括提取的纤维素或纳米纤维素。在一些实施例中,内壁31或外壁30可以进一步包括金属网,例如蒂坦铝合金网、钛网或钢网。
96.在一些实施例中,内壁31的纤维和外壁30的片层35、片层37、片层39的每一个片层
的纤维均相互不同,而在其它实施例中,在内壁31和外壁30的片层中有至少两种不同类型的纤维。在一个实施例中,构成轴杆151的所有片层和增强物从相同类型的纤维制成,然后片层仅在织物构造或取向上不同。
97.在一个实施例中,内壁31的纤维和/或片层35、片层37、片层39的至少一个片层的纤维是天然纤维,例如有机纤维、或者植物的或源于植物的纤维。例如,内壁31的纤维和片层35、片层37的每一个片层的纤维是竹纤维,而片层39的纤维例如是苎麻纤维。
98.内壁31和外壁30的纤维复合物或织物增强复合物的树脂例如为热固性树脂或/和热成型树脂。在一些实施例中,相同的树脂用于壁31、壁30的每一个中,而在可替代实施例中,有至少两种不同类型的树脂。
99.在一个实施例中,内壁31和外壁30的纤维增强复合物由20%w(重量百分比)至60%w之间的树脂组成,例如35%w至45%w之间的树脂。
100.在一些实施例中,内壁31的纤维和外壁30的片层35、片层37、片层39的每一个片层的纤维采取织物的形式,例如编带、或编织的、织结的、网状的或缝制的织物。织物中的纤维例如在多向的、双向的或单向的布置取向。例如,纤维以丝线的形式或以单向条带的形式被制备,所述丝线和/或条带被编织、缝制或以其它方式按照多向的、双向的或单向的布置进行组装,以分别形成多向的、双向的或单向的织物。
101.在一个实施例中,为了提供轴杆151的相对高的弯曲强度,壁30、壁31的片层的至少一个片层的织物包括大致对准轴杆z轴线取向(例如相对于该轴线约成-5
°
和 5
°
之间的角度)的单向织物,壁30、壁31的至少一个其它片层的织物包括:多向织物和/或双向织物,双向织物具有在第一方向(相对于轴线z以30
°
和60
°
之间(在一些情况下为40
°
和50
°
之间)的角度取向)的纤维并具有在第二方向(相对于轴线z以-30
°
至-60
°
之间(在一些情况下为-40
°
和-50
°
之间)的角度取向)的纤维。
102.在一个示例中,内壁31的片层为管状编带,片层35是编织双向织物,片层37是单向织物,和/或片层39是缝制双向织物。
103.在一个实施例中,轴杆151的至少两个片层具有相对于轴杆轴线在彼此不同方向取向的纤维。
104.制造图3的轴杆151的方法现在将参照图4至图10描述。
105.图4以截面图a和侧视图b例示出所述方法中所用芯轴29。视图a是沿视图b中所示剖切线aa所取的截面图。
106.芯轴29的外表面例如根据拟形成轴杆的内壁31的形状成形。
107.在图4的示例中,芯轴29包括:多个平面侧部,它们例如由曲形角部联结。例如,芯轴29由三个平面侧部构成,三个平面侧部由三个曲形角部联结。
108.例如,芯轴29在图4的截面图(视图a)中具有圆角六边形形状。在另一实施例中,芯轴29可具有八边形形状、圆形形状、三角形形状、十边形形状、十二边形形状、或者能够在圆内内接且适合用于形成轴杆内壁31的任意其它形状。
109.在图4的实施例中,芯轴29具有的长度w1在60cm至200cm的范围内,不过此长度将取决于拟形成的轴杆的长度。
110.在图4的实施例中,芯轴29具有沿其长度变化的截面尺寸,使得其直径在一端与另一端之间例如有差异。芯轴29例如从一端向另一端逐渐变细。例如,芯轴在上端或把手端
(图4的视图b中的左手端)处在其最宽点具有10mm和20mm之间(例如约15mm)的宽度w,在下端或尖端端部(图4的视图b中的右手端)处在其最宽点具有8mm和3mm之间(例如约4mm)的宽度w。
111.芯轴29例如为实心的,由钢、铝、或者其它刚性或柔性材料(例如硅酮、弹性体聚合物、丙烯腈-丁二烯-苯乙烯(abs)、或聚酰胺)制成。
112.在本说明书中,芯轴29沿其长度延伸的中心轴线将被称为轴线z,就像轴杆轴线。
113.图5以截面图a和侧视图b例示出在施加用于形成内壁31的片层31'之后的芯轴29。截面图a沿视图b的剖切线aa所取。
114.在图5的实施例中,片层31'围绕芯轴侧周边覆盖芯轴29。例如,片层31'为分立形成且然后套在芯轴29上的管状编带,或为使用细丝缠绕工艺模拟管状编带结构(这样的工艺是本领域技术人员已知的)围绕芯轴直接形成的管状卷绕物。
115.在图5中所示的实施例中,片层31'具有的长度w2短于芯轴29的长度w1,长度在2和20cm之间的芯轴部分例如在其端部的每一个端部保持外露,由此便于在随后处理期间操控芯轴29,并且如将在下文所描述的便于固定分隔体。
116.图6例示出管状编带40的示例。编带40例如由许多纤维束(例如在20和数百之间)形成,纤维束由管状编结织机编结以形成管状形状。用于形成所述编带的所有束可为相同类型的纤维,或者两种或更多种不同纤维类型可混合以获得某些所希望的性能,例如冲击缓冲或高拉伸强度。
117.在一些实施例中,管状编带的束按照相对于编带轴线的两种不同取向形成:以第一取向形成的某些束401和以另外不同取向形成的某些束403,这些束的每种的一个示例在图6中标出。
118.一旦所述编带围绕芯轴29就位并紧密拉制,鉴于芯轴从一端到另一端的直径变化,则编带的束相对于芯轴轴线z的取向例如沿芯轴长度发生变化。特别地,由于芯轴29的上端宽于下端,因而在束401与轴线z之间的角度和在束403与轴线z之间的角度在上端处和在下端处不相同。在上端处,束401以及因而还有束401内的纤维例如相对于轴线z以30
°
和60
°
之间(例如40
°
和50
°
之间)的角度取向,束403以及因而还有束403内的纤维例如相对于轴线z以-30
°
和-60
°
之间(例如-40
°
和-50
°
之间)的角度取向。在下端处,所述编带比在上端处更紧且因而更窄,使得所述编带与轴杆151接触。这样,在下端处,纤维例如相对于轴线z以更小的角度取向,束401例如相对于轴线z以10
°
和40
°
之间的角度取向,束403例如相对于轴线z以-10
°
和-40
°
之间的角度取向。
119.图7以截面图a和侧视图b例示出由芯轴29、片层31'、分隔体元件33(设置在片层31'的外表面上)组成的结构。截面图a沿视图b的剖切线aa所取。
120.分隔体元件33用于在成品轴杆的内壁31与外壁39之间形成腔32a、腔32b、腔32c。在一些实施例中,成品轴杆外壁39的内表面将为圆形,分隔体元件33围绕所述结构的外表面形成使得图7中所示结构的截面图明显为圆形。这样,分隔体元件33例如设置在片层31'的平面外表面上,在截面中,分隔体元件成形为圆的区段,其平坦侧与平面表面的对应的一个接触。
121.在图7的实施例中,片层31'具有三个平坦侧,因而有三个分隔体元件33围绕片层31'的周边设置。在可替代实施例中,根据芯轴29的形态和片层31'的形态,可能有仅一个或
两个、或多于三个的分隔体元件33。
122.分隔体元件33例如被设置以便使片层31'的外表面的区域外露在分隔体元件33之间。在图7的示例中,使片层31'的在芯轴29曲形角部处的区域34处于外露。这样的外露区域将允许随后的片层与片层31'接触和结合。
123.在一些实施例中,分隔体元件33不延伸芯轴29的整个长度,但具有朝向芯轴细端逐渐减小的尺寸,分隔体元件33例如止于与片层31'的端部相距10和40cm之间处。
124.分隔体元件33例如由钢、铝、或其它刚性金属或材料制成。在一些实施例中,分隔体元件33由与芯轴29相同的材料制成。
125.在图7的示例中,分隔体元件33由销或螺丝36(将分隔体元件33固定到芯轴29的上端)在所述结构上固定就位。不过,分隔体元件33还将可通过其它方式固定就位(例如通过芯轴的和贴层的几何形状),或者通过由贴层的随后的层捕获而仅被保持。
126.图8以截面图a例示出由图7中所示结构以片层35卷绕组成的结构。图8中的视图b例示出片层35在其施加前的示例,其例如具有基于芯轴变细而变化的宽度。
127.在一个实施例中,片层35围绕图7中所示结构的外表面卷绕至少两次。
128.片层35例如围绕图7中所示结构使用滚动卷绕工艺或手工贴层工艺形成。在可替代实施例中,片层35可以是通过管状编结工艺或细丝缠绕工艺形成的管状编带。
129.片层35例如具有与片层31'相同的长度。
130.例如,在一个实施例中,片层31'和片层35均为细丝缠绕物,片层35在细丝缠绕工艺中在与片层31'相同的工艺步骤期间形成。在这样的情况下,片层31'和片层35可由单一连续细丝形成。例如,片层31'围绕芯轴29形成,无需在片层31'形成结束时切割细丝,然后分隔体元件33围绕所述结构安置,然后片层35围绕所述结构使用与片层31'相同的细丝形成。
131.图9例示出图8中所示结构以片层37卷绕的截面图。
132.图10例示出图9中所示结构以片层39卷绕的截面图。
133.施加片层37和片层39的每一个例如与施加片层35相同或相似,将不再详细描述。
134.片层37、片层39例如具有与片层35相同的长度。
135.例如,通过以下任一方式将树脂加到纤维以形成每个片层31'、35、37、39的织物:预浸渍(意味着在生产材料之时或前后不久以湿的和/或干的树脂的组合浸渍纤维);湿贴层(意味着材料在其围绕芯轴29设置之时包括湿树脂);或灌注处理(意味着例如通过用基于真空的拉动系统或基于压力的推动系统将贴层置于包容模具或压缩系统中以迫使树脂到贴层和片层中,在材料已围绕芯轴29设置后将树脂引入到材料)。
136.在形成片层39的步骤之后,图10中所示结构例如卷绕在压缩层(例如压缩纤维素层(未示出))中,并通过加热一段时间(取决于树脂基体的性质和配方)固化。
137.在固化步骤之后,纤维素层例如通过砂磨或通过解绕被移除,芯轴29从所述结构移除。分隔体元件33也被移除以形成图3的腔32a、腔32b、腔32c,结果形成图3中所示轴杆151。
138.图11是轴杆153的截面图,例如对应于以下的截面:图1a的杖杆11的轴杆15的至少一部分;或图1b的杖杆13的轴杆15的下部件15b的至少一部分(在锁定调节器17与尖端27之间);或图1b的轴杆15的上部件15a的至少一部分(在锁定调节器17与抓握部之间)。另外,图
3可对应于图2a的高尔夫球杆12的轴杆15的截面或者图2b的橹14的轴杆的截面。
139.在轴杆153是图1a或图1b的滑雪杖11或滑雪杖13的轴杆的情况下,其所具有的外尺寸例如在8mm和30mm之间,取决于截面在何处所取。更通常地,轴杆153的直径例如在5mm和100mm之间,取决于应用。
140.轴杆153例如具有与图3中所示的轴杆151相同的内壁31。另外,轴杆153的外壁30类似于轴杆151的外壁,尽管在轴杆153中,外壁30仅包括两个片层。不过,轴杆153的外壁30例如经由中间层固定到内壁31,如现在将更详细描述。
141.轴杆153例如包括中间壁41(例如具有圆形截面),中间壁41接触并固定到内壁31的曲形角部。带的堆叠43例如围绕中间壁41的外表面设置在某些点,在这些堆叠43之间具有在结构内限定进一步的腔50的空间。外壁30例如具有圆形截面,并具有内表面,内表面接触堆叠43的每一个,由此将外壁30刚性地固定到内壁31。外壁30例如包括内片层47和外片层49。
142.在可替代实施例中,内壁31、中间壁41、外壁30当以由模具设计规定的方式就位时可具有不同形状的任意组合,分隔系统的结果是外壁30的形状,其大致为圆形,例如椭圆形、体育场形状、或圆角多面形状。
143.在图11中,带43的堆叠形成在片层41的外表面上,邻近于内壁31与中间壁41之间的接触点。例如,带43的堆叠的数量与内壁31和中间壁41之间的接触点的数量相同。这样,在图3(基于具有三个平坦壁部分和三个角部的内壁31)的示例中,例如有带的三个堆叠43和将堆叠43分离的三个腔50。带43的堆叠例如以遵循中间壁41曲率的方式成圆角,这意味着:在中间壁41为圆形的情况下,带43的堆叠具有圆弧的形状。
144.在图11中,带43的每个堆叠包括三层带,尽管在可替代实施例中,每个堆叠43可包括一层或两层带、或多于三层的带。
145.形成堆叠43的带例如为:被保持在树脂基体中的单向纤维带,使得每个堆叠43形成纤维增强复合物堆叠。
146.形成内壁31、中间壁41、外壁30的片层的纤维和堆叠43的带的纤维例如选自与轴杆151的片层的纤维相同的清单中。在一些实施例中,形成内壁31、中间壁41、外壁30的片层的纤维均相互不同,而在其它实施例中,在片层中有至少两种不同类型的纤维。在一个实施例中,形成内壁31、中间壁41、外壁30的片层的至少一个片层的纤维是天然纤维,例如有机纤维、或者植物的或源于植物的纤维。
147.内壁31、中间壁41、外壁30的纤维复合物的或织物增强复合物的树脂在堆叠43的一些情况下例如为热固性树脂或/和热成型树脂。在一些实施例中,相同的树脂用于这些复合物的每一种,而在可替代实施例中,有至少两种不同类型的树脂。在一个实施例中,这些复合物的每一种由20%w至60%w之间的树脂组成,例如35%w至45%w的树脂。
148.在一个实施例中,为了提供轴杆153的相对高的强度,内壁31、中间壁41、外壁30的至少一个片层的织物包括:大致对准轴杆z轴线取向(例如相对于该轴线成-5
°
和 5
°
之间的角度)的单向织物,内壁31、中间壁41、外壁30的至少一个其它片层的织物包括多向织物和/或双向织物,双向织物具有在第一方向(相对于轴线z以30
°
和60
°
之间(在一些情况下为40
°
和50
°
之间)的角度取向)的纤维并具有在第二方向(相对于轴线z以-30
°
至-60
°
之间(在一些情况下为-40
°
和-50
°
之间)的角度取向)的纤维。
149.在一个示例中,内壁31的片层是竹纤维管状编带,中间壁41的片层是苎麻纤维管状编带,外壁30的片层47是苎麻纤维单向带,和/或外壁30的片层49是 45
°
/-45
°
竹纤维织物的缝制片层。
150.在一个实施例中,轴杆153的至少两个片层具有在相对于轴杆轴线的相互不同的方向取向的纤维。
151.在针对图11实施例的可替代实施例(未示出)中,内壁31具有圆形形状,中间壁41具有圆角三角形形状。根据此实施例,腔32a、腔32b、腔32c围绕内壁31就位。腔32a、腔32b、腔32c具有三角形形状,其中,最接近内壁的侧边以遵循内壁31形状的方式呈曲形。
152.在针对图11实施例的可替代实施例(未示出)中,为了优化轴杆相对于增强轴杆可用的物理空间的机械特性,正如被确定有利,轴杆可包括任意数量(大于1)的中间壁41和对应的多个腔。
153.图12至图15包括侧视图和截面图,例示出制造图11中所示轴杆153的方法的步骤的示例。
154.所述方法例如始于与前文参照图4至图7所描述的相同的步骤,这些步骤将不再详细描述。
155.图12以截面图例示出由图7所示结构以片层41'卷绕用于形成中间壁41组成的结构。
156.在图12中,片层41'围绕图7中所示的结构的外表面使用管状编结工艺、细丝缠绕工艺、或滚动卷绕工艺形成。片层41'例如具有与片层31相同的长度。
157.例如,在一个实施例中,片层31'和片层41'均为细丝缠绕物,片层41'在细丝缠绕工艺中在与片层31'相同的工艺步骤期间形成。在这样的情况下,片层31'和片层41'可由单一连续细丝形成。例如,片层31'围绕芯轴29形成,无需在片层31'形成结束时切割细丝,然后分隔体元件33围绕所述结构安置,然后片层41'围绕所述结构使用与片层31'相同的细丝形成。
158.图13以截面图例示出图12中所示结构添加带的堆叠43和分隔体元件45(设置在堆叠43之间)。例如,一个分隔体元件45围绕片层41设置在每对相邻堆叠43之间,邻近于分隔体元件33。
159.分隔体元件45例如具有曲形截面以便匹配中间壁41的外表面的曲率和拟形成的外壁30的内表面的曲率。分隔体元件45例如由任意类型的材料制成,如针对关于图7所描述的分隔体元件33所描述的材料。
160.带的堆叠43例如使用手工贴层工艺形成。每个堆叠43例如延伸与片层41'相同的长度。
161.分隔体元件45例如具有与分隔体元件33相同的长度,或例如短于分隔体元件33。分隔体元件45例如就位于如图5中所描述的长度w2的任意部分中。例如,分隔体元件45按照与分隔体元件33类似的方式固定或保持就位。
162.图14以截面图例示出由图13中所示结构以片层47卷绕组成的结构。
163.在一个实施例中,片层47由围绕图13中所示结构的外表面卷绕至少两次的织物形成。片层47例如围绕图13中所示结构使用滚动卷绕工艺或手工贴层工艺形成。片层47例如具有与片层41'相同的长度。
164.图15以截面图例示出由图14中所示结构以片层49卷绕组成的结构。
165.片层49的施加例如与片层47的施加相同或相似,将不作详细描述。片层49例如具有与片层41'相同的长度。
166.在片层49的形成步骤之后,图15中所示结构例如卷绕在压缩层(例如压缩纤维素层)中,并通过加热被固化。
167.在固化步骤之后,纤维素层例如通过砂磨或解绕被移除,芯轴29从所述结构移除。分隔体元件33、分隔体元件45也被移除以形成图11的腔32a、腔32b、腔32c、腔50,结果是图11中所示轴杆153。
168.图16是轴杆155的截面图,例如对应于以下的截面:图1a的杖杆11的轴杆15的至少一部分;或图1b的杖杆13的轴杆15的下部件15b的至少一部分(在锁定调节器17与尖端27之间);或图1b的杖杆13的轴杆15的上部件15a的至少一部分(在锁定调节器17与抓握部之间)。另外,图3可对应于图2a的高尔夫球杆12的轴杆15的截面或者图2b的橹14的轴杆15的截面。
169.在轴杆155是图1a或图1b的滑雪杖11或滑雪杖13的轴杆的情况下,其所具有的外尺寸例如在8mm和30mm之间,取决于截面在何处所取。更通常地,轴杆155的直径例如在5mm和100mm之间,取决于应用。
170.轴杆155例如类似于图11的轴杆153,除了没有中间壁41以及带的堆叠43被替代为在内壁31的曲形角部上直接形成的带的堆叠57。图11的内壁31被替代为内壁53,内壁53具有例如进行适配因而以具有更宽的角部的形状。外壁30例如包括内片层59(其内表面与带的堆叠57接触)和外片层61。
171.在图16中,带的每个堆叠57包括三层带,尽管在可替代实施例中,每个堆叠57可包括一层或两层带,或多于三层的带。
172.形成堆叠57的带例如与图11的带的堆叠43的带相同,将不再描述。
173.形成内壁53和外壁30的片层的纤维以及堆叠57的带的纤维例如选自与轴杆151的片层的纤维相同的清单。在一些实施例中,形成内壁53和外壁30的片层的纤维均相互不同,而在其它实施例中,在三个片层中有至少两种不同类型的纤维。在一个实施例中,形成内壁53和外壁30的片层的至少一个片层的纤维是天然纤维,例如有机纤维、或者植物的或源于植物的纤维。
174.内壁31和外壁30(以及在一些情况下堆叠57)的纤维复合物的或织物增强复合物的树脂例如为热固性树脂或/和热成型树脂。在一些实施例中,相同的树脂用于这些复合物的每一种,而在可替代实施例中,有至少两种不同类型的树脂。在一个实施例中,这些复合物的每一种由20%w至60%w之间的树脂组成,例如35%w至45%w之间的树脂。
175.在一个实施例中,为了提供轴杆155的相对高的强度,内壁53和外壁30的片层的织物例如以与前述轴杆151的类似的方式选择。
176.在一个示例中,内壁31的片层是竹纤维的管状编带,外壁30的片层59是苎麻纤维的管状编带,和/或外壁30的片层61是竹纤维单向带。
177.在一个实施例中,轴杆155的至少两个片层具有在相对于轴杆轴线的相互不同的方向取向的纤维。
178.图17至图22是截面图,例示出制造图16中所示轴杆155的方法的步骤。
179.图17以截面图例示出用在所述方法中的芯轴51。芯轴51例如类似于图3和图4中所示芯轴29,除了其曲形角部每一个都占据大于芯轴29对应角度的角度θ,例如在5
°
和60
°
之间。
180.图18以截面图例示出施加用于形成内壁53的片层53'之后的芯轴51。
181.图18中所示片层53'类似于图5中所示片层31',不同之处在于:片层53'适配于芯轴51的形状。
182.图19以截面图例示出由图18中所示结构添加分隔体元件55组成的结构。分隔体元件55例如类似于图3中所示分隔体元件33,除了每个分隔体元件55例如具有小叶形状,因而径向向外突出一定距离,该距离超过由芯轴51的三个曲形角部限定的圆。如从随后步骤将变得显见的是,这种额外的突出用于适应带的堆叠57。
183.图20以截面图例示出由图19中所示结构添加带的堆叠57'组成的结构。堆叠57'例如形成在片层53'的外露圆角角部上,处于分隔体元件55之间。每个堆叠57'例如延伸与片层53'相同的长度。
184.带的堆叠57'例如使用手工贴层工艺形成。
185.图21以截面图例示出由图20中所示结构以片层59卷绕组成的结构。片层59例如完全围绕图20中所示结构形成,并与每个分隔体元件55和带的每个堆叠57'相接触。片层59例如为管状编带,并例如具有与片层53'相同的长度。
186.图22以截面图例示出由图21中所示结构以片层61卷绕组成的结构。在一个实施例中,片层61围绕图21中所示结构的外表面卷绕至少两次。
187.片层61例如围绕图21中所示结构使用滚动卷绕工艺或者手工贴层工艺形成。片层61例如具有与片层53相同的长度。
188.在片层61的形成步骤之后,图22中所示结构例如卷绕在压缩层(例如压缩纤维素层)中,并通过加热被固化。
189.在固化步骤之后,纤维素层例如通过砂磨被移除,且芯轴51从所述结构移除。分隔体元件55例如也被移除以形成图16的腔52,结果是图16中所示轴杆155。
190.根据一个示例性实施例,如本公开内容中所描述的轴杆基于以下过程制作:
191.模具置于细丝缠绕机器上,第一层苎麻和菠萝叶纤维缠绕在芯轴上以近似管状编带的载荷分布特性。分隔体添加到芯轴,通过将提取的纤维素和菠萝叶纤维进行细丝缠绕以近似 45/-45织物添加第二片层纤维。添加另外的分隔体,同时3层单向竹增强物以0
°
取向设置在分隔体之间。通过将苎麻和提取的纤维素纤维进行细丝缠绕以近似 15/-15双轴织物添加最后的片层;
192.模具置于细丝缠绕机器上,第一层苎麻和菠萝叶纤维缠绕在芯轴上以近似管状编带的载荷分布特性。添加分隔体,同时4层单向竹增强物以0
°
取向设置在分隔体之间,并且使用细丝缠绕通过纤维的
‘
粗缝缠绕’将4层单向竹增强物紧固就位。通过滚动卷绕单向片层玄武岩纤维(其以苎麻纤维的伸展牵引(spread-tow)粗纱在其内面上以对于轴杆的 75或-75的取向间歇性增强)添加最后的片层;
193.模具以三轴织物(包括苎麻、提取的纤维素和菠萝叶纤维)滚动卷绕。安置分隔体,且提取的纤维素和菠萝叶纤维在组件上进行细丝缠绕以近似管状编带的载荷分担特性。以对于轴杆0
°
取向的单向玄武岩纤维的多层卷绕完成贴层;
194.模具以三轴织物(包括苎麻、提取的纤维素和菠萝叶纤维)滚动卷绕。安置分隔体,且提取的纤维素和菠萝叶纤维在组件上进行细丝缠绕以近似管状编带的载荷分担特性。以三轴织物(包括苎麻、提取的纤维素和菠萝叶纤维)的多层滚动卷绕完成贴层;以及
195.模具以双轴织物(包括成0/90取向的玄武岩纤维)滚动卷绕。安置分隔体,且苎麻、提取的纤维素和菠萝叶纤维在组件上进行细丝缠绕以近似管状编带的载荷分担特性。添加另外的分隔体,同时2层单向竹增强物以0
°
取向设置在分隔体之间。通过将苎麻和提取的纤维素纤维进行细丝缠绕以近似 15/-15双轴织物添加最后的片层。
196.本文中所描述轴杆的优点在于:它们具有相对于单壁轴杆产生增大的强度重量比和/或硬度重量比的结构。这例如允许天然纤维取代至少一些合成纤维来使用。
197.在轴杆片层织物中使用天然纤维的优点在于:其提供一种轴杆,这种轴杆相对于完全由合成材料制成的轴杆具有更少的生态影响。实际上,生产1kg碳纤维估计导致约30kg温室气体,而使用1kg天然纤维估计导致仅约0.5kg温室气体,而且根据天然纤维的来源在一些情况下甚至可以是碳中和或碳负排。
198.使用天然纤维的进一步的优点在于:由于天然纤维的密度低于合成纤维的密度,因而可生产相对轻重量的轴杆。
199.具有单向纤维布置的织物与具有多向纤维布置的织物重叠的优点在于:其针对使用期间作用于轴杆上的力提高了机械抗性。
200.提供既有内壁31、内壁53又有外壁30(具有不同形状)的轴杆的优点在于:其对于不同用途动力学优化了轴杆的制作。
201.已经描述了各种实施例和变例。本领域技术人员将理解,这些实施例的某些特征可以组合,其它变例对于本领域技术人员而言将易于实现。例如,虽然已经描述了在由外部压缩纤维素层施加的压力下执行轴杆固化的实施例,但对于本领域技术人员而言将显见的是,可使用可替代工艺,例如使用刚性外部模具(其中安置贴层)、和使用可膨胀囊状物取代芯轴(可膨胀囊状物具有明显类似于芯轴形式的形式)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。