1.本发明涉及电路板加工技术领域,尤其涉及一种内层阴阳铜印制电路板加工方法及印制电路板。
背景技术:
2.内层阴阳铜印制电路板指的是印制电路板中内层芯板双面的完成铜厚不一致。对于阴阳铜印制电路板,内层线路加工的难度较大,主要是双面铜厚不一致,则蚀刻需要的时间和参数就不同,若是设置不合理则很容易出现厚铜面线路蚀刻不干净。同时,若内层芯板的数量为奇数,例如四层阴阳铜印制电路板,内层有一张芯板,芯板的铜厚为1oz和3oz,在压合过程中,3oz一侧线路填充需要的树脂比1oz的一侧更多,则压合完成后印制电路板很容易出现翘曲问题。由于以上原因,阴阳铜印制电路板的双面铜厚差异不能太大,一般为0.5oz和1oz,或者1oz和2oz。
技术实现要素:
3.为解决现有技术不足,本发明提供一种内层阴阳铜印制电路板加工方法及印制电路板,可以加工芯板两侧铜厚差异很大的内层阴阳铜印制电路板,避免加工过程中出现板翘。
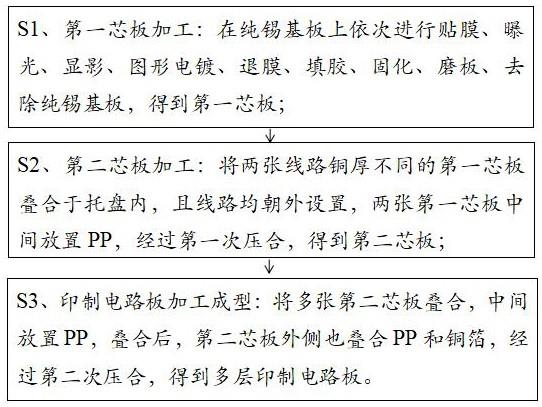
4.为了实现本发明的目的,拟采用以下方案:一种内层阴阳铜印制电路板加工方法,包括以下步骤:s1、第一芯板加工:在纯锡基板上依次进行贴膜、曝光、显影、图形电镀、退膜、填胶、固化、磨板处理,而后去除纯锡基板,得到多个第一芯板;其中,使用不同的贴膜厚度、不同的图形电镀参数和时间,得到线路铜厚不同的第一芯板;s2、第二芯板加工:利用芯板堆叠装置将两张线路铜厚不同的第一芯板叠合于托盘内,且线路均朝外设置,两张第一芯板中间放置pp,叠合好的第一芯板和pp经过第一次压合,得到第二芯板;其中,利用芯板堆叠装置完成第一芯板叠合时,芯板堆叠装置使托盘在水平面上做周向移动,在四个方位上依次完成以下操作:在第一个方位上,将第一个第一芯板放置于托盘内;在第二个方位上,将一张pp放置于托盘内;在第三个方位上,将第二个第一芯板放置于托盘内,完成叠合;在第四个方位上,将完成叠合的托盘移出芯板堆叠装置,且将新的托盘移至芯板堆叠装置的预设位置;其中,托盘朝芯板堆叠装置外侧的一端开口设置;s3、印制电路板加工成型:将多张第二芯板叠合,相邻第二芯板之间均放置pp,并在第二芯板外侧也叠合pp和铜箔,且铜箔位于最外侧,经过第二次压合,得到印制电路板。
5.进一步的,芯板堆叠装置包括操作台及位于操作台下方的链条、连接柱、第一电机、四个矩阵分布的齿轮,齿轮转动配合于支撑板顶部,支撑板两端均连接于操作台,第一电机的输出轴驱动其中一个齿轮,链条套于四个齿轮外周,连接柱连接于链条顶部,操作台顶部设有凹槽,凹槽内设有平台,平台底部通过支柱连接于支撑板,操作台、平台之间形成导向槽,连接柱设于导向槽内。
6.进一步的,芯板堆叠装置使托盘在水平面上做周向移动的操作是:将托盘安装于连接柱,且托盘底部紧贴操作台顶部;第一电机驱动其中一个齿轮,使链条做周向转动,连接柱、托盘随之沿导向槽转动。
7.进一步的,连接柱顶端高出平台预设高度,连接柱顶部设有真空吸附孔,托盘底部朝向芯板堆叠装置内部方向设有装配槽,将托盘安装于连接柱的操作是:将托盘移动至连接柱处,且将连接柱顶端匹配到装配槽,利用真空吸附孔吸附托盘。
8.进一步的,芯板堆叠装置还包括两个均设于平台顶部的托盘转移机构,托盘转移机构包括第二电机、四个铰接杆、推动头,前两个铰接杆平行设置,且底端均铰接于基座,顶端均铰接于装配板,基座设于平台顶部,第二电机设于基座上,且输出轴驱动其中一个铰接杆,后两个铰接杆关于装配板与前两个铰接杆一一对称,且其中一组对称的铰接杆顶端通过弧形齿轮板啮合,后两个铰接杆一端铰接于装配板,另一端铰接于推动头,推动头底部紧贴平台顶部,推动头上设有真空吸附孔。
9.进一步的,在第四个方位上,将托盘移至芯板堆叠装置的操作是:第一输送机构将多个托盘依次输送至操作台处,其中一个托盘转移机构的第二电机驱动其中一个铰接杆,使推动头从平台上移动至第一输送机构处,推动头的真空吸附孔吸附第一个托盘,第二电机反向驱动,推动头将该第一个托盘移动至连接柱预设位置,且连接柱顶端位于装配槽内,连接柱的真空吸附孔吸附该第一个托盘,第二电机继续反向驱动,推动头脱离该第一个托盘。
10.进一步的,在第四个方位上,将托盘移出芯板堆叠装置的操作是:连接柱的真空吸附孔停止吸附托盘,利用另一个托盘转移机构的推动头将叠合有第一芯板的托盘移动至第二输送机构上。
11.进一步的,步骤s1中在纯锡基板上贴膜使用的是感光抗电镀干膜,干膜厚度大于第一芯板的线路铜厚。
12.进一步的,步骤s1中填胶采用喷涂的方式涂覆在纯锡基板上,填胶使用的是环氧树脂为主体的树脂材料,树脂层的厚度大于第一芯板的线路铜厚,树脂层厚度在0.1mm-0.3mm之间。
13.进一步的,步骤s1中去除纯锡基板的方式为热熔去除。
14.一种印制电路板,由所述的内层阴阳铜印制电路板加工方法制得。
15.本发明的有益效果在于:可以加工芯板两侧铜厚差异很大的内层阴阳铜印制电路板;内层阴阳铜印制电路板加工步骤中,并没有涉及到蚀刻,可以解决由蚀刻参数设置不合理而出现厚铜面线路蚀刻不干净的问题;在印制电路板加工中,第二次压合过程与常规印制电路板多层板压合过程基本一致,另外,由于第一芯板加工时将线路间隙进行了填充,所以在第二次压合时,第二芯板两侧的流胶速率一致,避免了阴阳铜印制电路板加工过程中出现板翘。
附图说明
16.图1为实施例的操作台上方结构图;图2为实施例的操作台下方结构图;图3为实施例的托盘底部结构图;图4为实施例的芯板堆叠装置结构图;图5为实施例的芯板堆叠装置侧视图;图6为实施例的芯板堆叠装置俯视图;图7为实施例的纯锡基板示意图;图8为实施例的贴膜、曝光、显影后的纯锡基板示意图;图9为实施例的图形电镀后的纯锡基板示意图;图10为实施例的退膜后的纯锡基板示意图;图11为实施例的填胶、烤板、磨板后的纯锡基板示意图;图12为实施例的去除纯锡基板后的第一芯板示意图;图13为实施例的第二芯板示意图;图14为实施例的印制电路板示意图;图15为实施例的内层阴阳铜印制电路板加工方法流程图;附图标记:第一芯板-12、pp-13、第二芯板-14、纯锡基板-15、铜箔-16、托盘-21、装配槽-211、齿轮-22、链条-23、连接柱-24、操作台-25、凹槽-251、平台-252、导向槽-253、支撑板-26、第一电机-27、托盘转移机构-3、第二电机-31、铰接杆-32、弧形齿轮板-321、推动头-33、基座-34、装配板-35、第一输送机构-41、第二输送机构-42。
具体实施方式
17.实施例1如图1、图2、图5所示,本实施例提供了一种芯板堆叠装置,包括操作台25及位于操作台25下方的链条23、连接柱24、第一电机27、四个矩阵分布的齿轮22。
18.具体的,如图2、图7所示,齿轮22转动配合于支撑板26顶部,支撑板26两端均连接于操作台25,第一电机27位于其中一个齿轮22下方,第一电机27的输出轴贯穿支撑板26后连接该齿轮22,链条23套于四个齿轮22外周,连接柱24连接于链条23顶部,操作台25顶部设有凹槽251,如图1所示,凹槽251内设有平台252,平台252顶部、操作台25顶部均位于同一水平面上,平台252底部通过支柱连接于支撑板26,操作台25、平台252之间形成导向槽253,连接柱24设于导向槽253内,连接柱24顶部用于连接托盘21,托盘21底部紧贴操作台25顶部。
19.使用时,托盘21连接于连接柱24,第一电机27驱动其中一个齿轮22,因为链条23与四个齿轮22的配合,使链条23做周向转动,链条23上的连接柱24也沿着导向槽253的轨迹转动,从而实现托盘21在水平面四个方位上的转动。
20.在初始状态下,将一个托盘21连接于连接柱24预设位置;在第一个方位上,可以将第一个第一芯板12放置于托盘21内;在第二个方位上,将一张pp 13(半固化片)放置于托盘21内;在第三个方位上,将第二个第一芯板12放置于托盘21内,完成叠合;在第四个方位上,将完成叠合的托盘21移出芯板堆叠装置,而且也是在第四个方位上,将新的托盘21连接于连接柱24预设位置。
21.更具体的,托盘21一端开口设置,当托盘21连接于连接柱24时,托盘21开口的一端朝芯板堆叠装置外侧。
22.更具体的,连接柱24顶端高出平台252预设高度,连接柱24顶部设有真空吸附孔,真空吸附孔连接有真空吸附组件,托盘21一端开口设置,如图3所示,托盘21另一端的底部设有装配槽211,在安装托盘21的过程中,托盘21具有装配槽211的一端朝向芯板堆叠装置内部方向,且装配槽211与连接柱24对齐,托盘21被移动的过程中,连接柱24沿着装配槽211移动,当连接柱24移动至装配槽211最深处停止,然后真空吸附孔吸附住托盘21。
23.更具体的,如图4、图5、图6所示,芯板堆叠装置还包括两个均设于平台252顶部的托盘转移机构3,托盘转移机构3包括第二电机31、四个铰接杆32、推动头33,前两个铰接杆32平行设置,且底端均铰接于基座34,顶端均铰接于装配板35,基座34设于平台252顶部,第二电机31设于基座34上,且输出轴驱动其中一个铰接杆32,后两个铰接杆32关于装配板35与前两个铰接杆32一一对称,也就是说,有两组关于装配板35对称的铰接杆32,其中一组对称的铰接杆32顶端通过弧形齿轮板321啮合,后两个铰接杆32一端铰接于装配板35,另一端铰接于推动头33,推动头33底部紧贴平台252顶部,推动头33上设有真空吸附孔,真空吸附孔连接有真空吸附组件,用于吸附托盘21,从而达到固定托盘21的目的,保证托盘21做周向移动时,端部开口始终朝外。
24.使用时,托盘21在预设位置后,第二电机31驱动对应的铰接杆32,当前两个铰接杆32往下方转动时,因为四个铰接杆32、装配板35的配合,迫使两组铰接杆32底部间距变大,使推动头33贴着平台252往芯板堆叠装置外侧方向移动,当推动头33接触托盘21后,吸附住托盘21,也就是说,第二电机31驱动铰接杆32,可以实现推动头33的伸缩,当推动头33处于伸长时,去吸附住托盘21,推动头33缩回时,可以将托盘21拖至连接柱24上。
25.更具体的,如图4、图6所示,在第四个方位上,芯板堆叠装置设有第一输送机构41、第二输送机构42,第一输送机构41的输送台与操作台25齐平,且其中一个托盘转移机构3的推动头33对着第一输送机构41的输送台,该推动头33可以将第一输送机构41空的托盘21移动至连接柱24上。另一个托盘转移机构3的推动头33对着第二输送机构42的输送台,该推动头33可以将叠合好芯板的托盘21移动至第二输送机构42的输送台上。
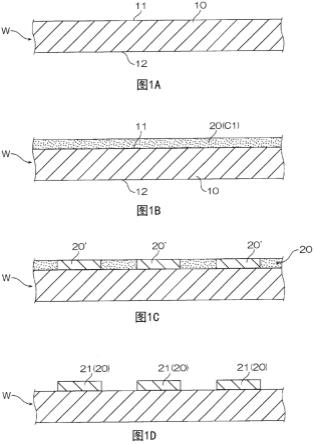
26.实施例2如图15所示,本实施例提供了一种内层阴阳铜印制电路板加工方法,包括以下步骤:s1、第一芯板加工:如图1~图12所示,在纯锡基板15上依次进行贴膜、曝光、显影、图形电镀、退膜、填胶、固化、磨板处理,而后去除纯锡基板15,得到第一芯板12;其中,使用不同的贴膜厚度、不同的图形电镀参数和时间,可以得到多个线路铜厚不同的第一芯板12,铜厚可以为18μm-200μm。
27.其中,在纯锡基板15上贴膜使用的是感光抗电镀干膜,干膜厚度大于第一芯板12的线路铜厚。
28.其中,填胶采用喷涂的方式涂覆在纯锡基板15上并旋转基板将树脂填充平整,填胶使用的是环氧树脂为主体的树脂材料,形成的树脂层的厚度大于第一芯板12的线路铜厚,且所有第一芯板12中的树脂层厚度一致,树脂层厚度在0.1mm-0.3mm之间。
29.其中,去除纯锡基板15的方式为热熔去除,即加热第一芯板12,由于纯锡的熔点较
低,纯锡基板15可以在较低的温度下融化去除从而保留线路和树脂层得到第一芯板12,熔掉的纯锡基板15可以重复利用。
30.s2、第二芯板加工:如图13所示,利用实施例1中的芯板堆叠装置将两张线路铜厚不同的第一芯板12叠合于托盘21内,且线路均朝外设置,两张第一芯板12中间放置pp 13,叠合好的第一芯板12和pp 13经过第一次压合,得到第二芯板14。
31.其中,利用实施例1中的芯板堆叠装置完成第一芯板12叠合时,芯板堆叠装置使托盘21在水平面上做周向移动,在四个方位上依次完成以下操作:在第一个方位的点位上,将第一个第一芯板12放置于托盘21内,本实施例中没有具体展示将第一个第一芯板12放置于托盘21内的装置,现有技术中能转移第一芯板12的装置很多,比如,加工好的第一芯板12依次放置于一个输料机构上,且第一芯板12的线路朝下设置,输料机构将第一芯板12输送至芯板堆叠装置处,借助机械臂将第一芯板12从输料机构上转移至托盘21内。
32.在第二个方位的点位上,将一张pp 13放置于托盘21内,本实施例中没有具体展示将pp 13放置于托盘21内的装置,比如,加工好的pp 13依次放置于另一个输料机构上,该输料机构将pp 13输送至芯板堆叠装置处,借助机械臂将pp 13从输料机构上转移至托盘21内。
33.在第三个方位的点位上,将第二个第一芯板12放置于托盘21内,完成叠合,本实施例中没有具体展示将第二个第一芯板12放置于托盘21内的装置,该装置可以与转移第一个第一芯板12的装置相同。
34.在第四个方位的一个点位上,将完成叠合的托盘21移出芯板堆叠装置,在第四个方位的另一个点位上,将新的托盘21移至芯板堆叠装置的预设位置。
35.s3、印制电路板加工成型:如图14所示,将多张第二芯板14叠合,相邻第二芯板14之间均放置pp 13,并在第二芯板14外侧也叠合pp 13和铜箔16,且铜箔16位于叠合芯板的最外侧,经过第二次压合,得到印制电路板。
36.更具体的,芯板堆叠装置使托盘21在水平面上做周向移动的操作是:将托盘21安装于连接柱24,且托盘21底部紧贴操作台25顶部;第一电机27驱动其中一个齿轮22,使链条23做周向转动,连接柱24、托盘21随之转动。
37.将托盘21安装于连接柱24的操作是:将托盘21移动至连接柱24预设位置,且连接柱24顶端匹配装配槽211,利用真空吸附孔吸附托盘21,保证托盘21做周向移动时,端部开口始终朝外。
38.更具体的,在第四个方位上,将托盘21移至芯板堆叠装置的操作是:第一输送机构41将多个托盘21依次输送至操作台25处,其中一个托盘转移机构3的第二电机31驱动其中一个铰接杆32,使推动头33从平台252上移动至第一输送机构41处,推动头33的真空吸附孔吸附第一个托盘21,第二电机31反向驱动,推动头33将该第一个托盘21移动至连接柱24预设位置,且连接柱24顶端位于装配槽211内,连接柱24的真空吸附孔吸附该第一个托盘21,第二电机31继续反向驱动,推动头33脱离该第一个托盘21。
39.第一电机27驱动其中一个齿轮22,使链条23做周向转动,连接柱24、托盘21随之转动,使托盘21从第四个方位移动至第一个方位的点位上,完成放置第一个第一芯板12的任务。
40.第一电机27继续驱动,使托盘21从第一个方位移动至第二个方位的点位上,完成放置pp 13的任务。
41.第一电机27继续驱动,使托盘21从第二个方位移动至第三个方位的点位上,完成放置第二个第一芯板12的任务。
42.第一电机27继续驱动,使托盘21从第三个方位移动至第四个方位的点位上,将托盘21移出芯板堆叠装置的操作是:连接柱24的真空吸附孔停止吸附托盘21,利用另一个托盘转移机构3的推动头33将叠合有第一芯板12的托盘21移动至第二输送机构42上。
43.综上所述,本实施例的加工步骤中,并没有涉及到蚀刻,可以解决由蚀刻参数设置不合理而出现厚铜面线路蚀刻不干净的问题;在印制电路板加工中,第二次压合过程与常规印制电路板多层板压合过程基本一致,另外,由于第一芯板12加工时将线路间隙进行了填充,所以在第二次压合时,第二芯板14两侧的流胶速率一致,避免了阴阳铜印制电路板加工过程中出现板翘;本实施例可以加工芯板两侧铜厚差异很大的内层阴阳铜印制电路板。
44.以上实施例仅用于说明本发明的技术思想及特点,并不表示是唯一的或是限制本发明。本领域技术人员应理解,在不脱离本发明的范围情况下,对本发明进行的各种改变或同等替换,均属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。