1.本发明涉及计算机技术领域,特别涉及一种部件安装位置确定方法、装置、设备及介质。
背景技术:
2.目前,随着服务器的迅猛发展,其配置逐渐复杂化,再加上智能制造的行业要求,对于生产的智能化要求也越来越高。这些对生产组装工艺的考验也越来越大,并且依靠人力理解和指导生产作业明显不符合发展趋势,生产订单在人为干预下,难以保证符合工艺要求和一致性。
3.由上可见,在部件安装位置确定的过程中,如何避免在人为干预下,出现难以保证符合工艺要求和一致性的问题,增加部件安装位置的准确性,提高部件安装位置的效率是本领域有待解决的问题。
技术实现要素:
4.有鉴于此,本发明的目的在于提供一种部件安装位置确定方法、装置、设备及介质,能够有效避免在人为干预下,出现难以保证符合工艺要求和一致性的问题,增加部件安装位置的准确性,提高部件安装位置的效率。其具体方案如下:
5.第一方面,本技术公开了一种部件安装位置确定方法,包括:
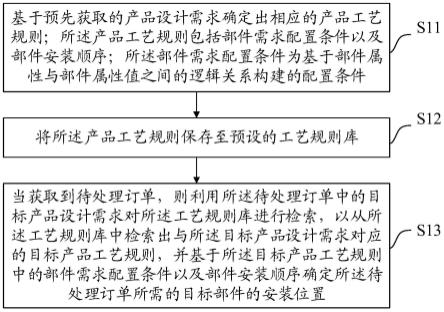
6.基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件;
7.将所述产品工艺规则保存至预设的工艺规则库;
8.当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。
9.可选的,所述基于预先获取的产品设计需求确定出相应的产品工艺规则,包括:
10.基于所述预先获取的产品设计需求确定出部件属性与部件属性值之间的逻辑关系表达式,并将所述逻辑关系表达式转化为代码;
11.基于所述预先获取的产品设计需求和所述代码确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序。
12.可选的,所述基于预先获取的产品设计需求确定出相应的产品工艺规则,包括:
13.基于预先获取的产品设计需求确定出部件接口类型;
14.根据所述部件接口类型确定出与所述部件接口类型相应的部件安装顺序。
15.可选的,所述将所述产品工艺规则保存至预设的工艺规则库,包括:
16.基于所述产品工艺规则确定出相应的产品工艺名称;
17.将所述产品工艺规则和相应的所述产品工艺名称保存至预设的工艺规则库。
18.可选的,所述部件安装位置确定方法,还包括:
19.为所述工艺规则库中的所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序添加选项标签,以便利用所述选项标签对所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序进行更改;所述选项标签包括增加选项、删除选项以及保存选项。
20.可选的,所述利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,包括:
21.当获取到待处理订单后,基于预设检索方法并利用所述待处理订单中的目标产品设计需求对所述工艺规则库中的所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序进行检索。
22.可选的,所述部件安装位置确定方法,还包括:
23.当获取到待处理订单后,若从所述工艺规则库中未检索出与所述目标产品设计需求对应的目标产品工艺规则,则输出表征部件安装位置不存在的信息。
24.第二方面,本技术公开了一种部件安装位置确定装置,包括:
25.规则确定模块,用于基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件;
26.规则保存模块,用于将所述产品工艺规则保存至预设的工艺规则库;
27.安装位置确定模块,用于当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。
28.第三方面,本技术公开了一种电子设备,包括:
29.存储器,用于保存计算机程序;
30.处理器,用于执行所述计算机程序,以实现前述的部件安装位置确定方法。
31.第四方面,本技术公开了一种计算机存储介质,用于保存计算机程序;其中,所述计算机程序被处理器执行时实现前述公开的部件安装位置确定方法的步骤。
32.可见,本技术提供了一种部件安装位置确定方法,包括基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件;将所述产品工艺规则保存至预设的工艺规则库;当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。本技术利用预先获取的产品设计需求确定产品工艺规则,并将产品工艺规则保存至预设的工艺规则库,然后利用目标产品设计需求对所述工艺规则库进行检索,以得到目标部件的安装位置,从而能够有效避免在人为干预下,出现难以保证符合工艺要求和一致性的问题,增加部件安装位置的准确性,并提高部件安装位置的效率。
附图说明
33.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
34.图1为本技术公开的一种芯片安全启动检测方法流程图;
35.图2为本技术公开的一种芯片安全启动检测方法流程图;
36.图3为本技术公开的一种芯片安全启动检测方法具体流程图;
37.图4为本技术公开的一种芯片安全启动检测装置结构示意图;
38.图5为本技术提供的一种电子设备结构图。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.目前,随着服务器的迅猛发展,其配置逐渐复杂化,再加上智能制造的行业要求,对于生产的智能化要求也越来越高。这些对生产组装工艺的考验也越来越大,并且依靠人力理解和指导生产作业明显不符合发展趋势,生产订单在人为干预下,难以保证符合工艺要求和一致性。由上可见,在部件安装位置确定的过程中,如何避免在人为干预下,出现难以保证符合工艺要求和一致性的问题,增加部件安装位置的准确性,提高部件安装位置的效率是本领域有待解决的问题。
41.参见图1所示,本发明实施例公开了一种部件安装位置确定方法,具体可以包括:
42.步骤s11:基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件。
43.本实施例中,基于所述预先获取的产品设计需求确定出部件属性与部件属性值之间的逻辑关系表达式,并将所述逻辑关系表达式转化为代码,然后基于预先获取的产品设计需求确定出部件接口类型;根据所述代码和所述部件接口类型确定出部件需求配置条件以及与所述部件接口类型相应的部件安装顺序。
44.步骤s12:将所述产品工艺规则保存至预设的工艺规则库。
45.步骤s13:当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。
46.本实施例中,当获取到待处理订单后,基于预设检索方法并利用所述待处理订单中的目标产品设计需求对所述工艺规则库中的所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序进行检索。当获取到待处理订单后,若从所述工艺规则库中未检索出与所述目标产品设计需求对应的目标产品工艺规则,则输出表征部件安装位置不存在的
信息。
47.本实施例中,基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件;将所述产品工艺规则保存至预设的工艺规则库;当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。本技术利用预先获取的产品设计需求确定产品工艺规则,并将产品工艺规则保存至预设的工艺规则库,然后利用目标产品设计需求对所述工艺规则库进行检索,以得到目标部件的安装位置,从而能够有效避免在人为干预下,出现难以保证符合工艺要求和一致性的问题,增加部件安装位置的准确性,并提高部件安装位置的效率。
48.参见图2所示,本发明实施例公开了一种部件安装位置确定方法,具体可以包括:
49.步骤s21:基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件。
50.步骤s22:基于所述产品工艺规则确定出相应的产品工艺名称,然后将所述产品工艺规则和相应的所述产品工艺名称保存至预设的工艺规则库。
51.本实施例中,在将所述产品工艺规则和相应的所述产品工艺名称保存至预设的工艺规则库之后,为所述工艺规则库中的所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序添加选项标签,以便利用所述选项标签对所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序进行更改;所述选项标签包括增加选项、删除选项以及保存选项。
52.步骤s23:当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。
53.本实施例中,基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件;将所述产品工艺规则保存至预设的工艺规则库;当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。本技术利用预先获取的产品设计需求确定产品工艺规则,并将产品工艺规则保存至预设的工艺规则库,然后利用目标产品设计需求对所述工艺规则库进行检索,以得到目标部件的安装位置,从而能够有效避免在人为干预下,出现难以保证符合工艺要求和一致性的问题,增加部件安装位置的准确性,并提高部件安装位置的效率。
54.例如,如图3所示,预先获取的产品设计需求为2块前置3.5*4背板,确定出相应的
产品工艺规则包括:配置条件:背板规格为4口背板、硬盘选配为混搭、背板配置数量为2;部件安装顺序:部件接口类型为ssd(固态硬盘,solid state disk)、sas、sata(串行硬件驱动器接口,serial advanced technology attachment)中的任意一种时,部件安装顺序为1、2、3、4、5、6、7、8;部件接口类型为nvme(非易失性内存主机控制器接口,non volatile memory host controller interface specification)时,部件安装顺序为8、7、6、5、4、3、2、1,并确定出产品工艺名称为前窗12盘位-2背板,然后将产品工艺规则和所述产品工艺名称保存至预设的工艺规则库。当获取到待处理订单之后,待处理订单的产品设计需求为2pcs 4口背板 5pcs ssd硬盘 2pcs nvme硬盘,若从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,则基于2pcs 4口背板 5pcs ssd硬盘 2pcs nvme硬盘确定出ssd硬盘的部件安装位置为1、2、3、4、5;nvme硬盘的部件安装位置为8、7。
55.参见图4所示,本发明实施例公开了一种部件安装位置确定装置,具体可以包括:
56.规则确定模块11,用于基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件;
57.规则保存模块12,用于将所述产品工艺规则保存至预设的工艺规则库;
58.安装位置确定模块13,用于当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。
59.本实施例中,基于预先获取的产品设计需求确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序;所述部件需求配置条件为基于部件属性与部件属性值之间的逻辑关系构建的配置条件;将所述产品工艺规则保存至预设的工艺规则库;当获取到待处理订单,则利用所述待处理订单中的目标产品设计需求对所述工艺规则库进行检索,以从所述工艺规则库中检索出与所述目标产品设计需求对应的目标产品工艺规则,并基于所述目标产品工艺规则中的部件需求配置条件以及部件安装顺序确定所述待处理订单所需的目标部件的安装位置。本技术利用预先获取的产品设计需求确定产品工艺规则,并将产品工艺规则保存至预设的工艺规则库,然后利用目标产品设计需求对所述工艺规则库进行检索,以得到目标部件的安装位置,从而能够有效避免在人为干预下,出现难以保证符合工艺要求和一致性的问题,增加部件安装位置的准确性,并提高部件安装位置的效率。
60.在一些具体实施例中,所述规则确定模块11,具体可以包括:
61.代码确定模块,用于基于所述预先获取的产品设计需求确定出部件属性与部件属性值之间的逻辑关系表达式,并将所述逻辑关系表达式转化为代码;
62.规则确定模块,用于基于所述预先获取的产品设计需求和所述代码确定出相应的产品工艺规则;所述产品工艺规则包括部件需求配置条件以及部件安装顺序。
63.在一些具体实施例中,所述规则确定模块11,具体可以包括:
64.部件接口类型确定模块,用于基于预先获取的产品设计需求确定出部件接口类型;
65.部件安装顺序确定模块,用于根据所述部件接口类型确定出与所述部件接口类型
相应的部件安装顺序。
66.在一些具体实施例中,所述规则保存模块12,具体可以包括:
67.产品工艺名称确定模块,用于基于所述产品工艺规则确定出相应的产品工艺名称;
68.规则保存模块,用于将所述产品工艺规则和相应的所述产品工艺名称保存至预设的工艺规则库。
69.在一些具体实施例中,所述规则保存模块12,具体可以包括:
70.选项标签添加模块,用于为所述工艺规则库中的所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序添加选项标签,以便利用所述选项标签对所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序进行更改;所述选项标签包括增加选项、删除选项以及保存选项。
71.在一些具体实施例中,所述安装位置确定模块13,具体可以包括:
72.检索模块,用于当获取到待处理订单后,基于预设检索方法并利用所述待处理订单中的目标产品设计需求对所述工艺规则库中的所述产品工艺名称、所述部件需求配置条件以及所述部件安装顺序进行检索。
73.在一些具体实施例中,所述安装位置确定模块13,具体可以包括:
74.输出信息模块,用于当获取到待处理订单后,若从所述工艺规则库中未检索出与所述目标产品设计需求对应的目标产品工艺规则,则输出表征部件安装位置不存在的信息。
75.图5为本技术实施例提供的一种电子设备的结构示意图。该电子设备20,具体可以包括:至少一个处理器21、至少一个存储器22、电源23、通信接口24、输入输出接口25和通信总线26。其中,所述存储器22用于存储计算机程序,所述计算机程序由所述处理器21加载并执行,以实现前述任一实施例公开的由电子设备执行的部件安装位置确定方法中的相关步骤。
76.本实施例中,电源23用于为电子设备20上的各硬件设备提供工作电压;通信接口24能够为电子设备20创建与外界设备之间的数据传输通道,其所遵循的通信协议是能够适用于本技术技术方案的任意通信协议,在此不对其进行具体限定;输入输出接口25,用于获取外界输入数据或向外界输出数据,其具体的接口类型可以根据具体应用需要进行选取,在此不进行具体限定。
77.另外,存储器22作为资源存储的载体,可以是只读存储器、随机存储器、磁盘或者光盘等,其上所存储的资源包括操作系统221、计算机程序222及数据223等,存储方式可以是短暂存储或者永久存储。
78.其中,操作系统221用于管理与控制电子设备20上的各硬件设备以及计算机程序222,以实现处理器21对存储器22中数据223的运算与处理,其可以是windows、unix、linux等。计算机程序222除了包括能够用于完成前述任一实施例公开的由电子设备20执行的部件安装位置确定方法的计算机程序之外,还可以进一步包括能够用于完成其他特定工作的计算机程序。数据223除了可以包括电子设备接收到的由外部设备传输进来的数据,也可以包括由自身输入输出接口25采集到的数据等。
79.结合本文中所公开的实施例描述的方法或算法的步骤可以直接用硬件、处理器执
行的软件模块,或者二者的结合来实施。软件模块可以置于随机存储器(ram)、内存、只读存储器(rom)、电可编程rom、电可擦除可编程rom、寄存器、硬盘、可移动磁盘、cd-rom、或技术领域内所公知的任意其它形式的存储介质中。
80.进一步的,本技术实施例还公开了一种计算机可读存储介质,所述存储介质中存储有计算机程序,所述计算机程序被处理器加载并执行时,实现前述任一实施例公开的部件安装位置确定方法步骤。
81.最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
82.以上对本发明所提供的一种部件安装位置确定方法、装置、设备及存储介质进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。