1.本实用新型涉及十字轴检测的领域,具体涉及一种十字轴轴颈锥度快速检测专用检具。
背景技术:
2.现有技术中对于十字轴轴颈锥度的测量方法,目前采用分别测量相应位置处的直径,两处直径差值的一半即为轴颈指定区域的锥度值。由于检测位置难以准确把握,检测数据须经过计算后得出锥度值,不能直接读出轴颈锥度值,不利于现场检测与控制。这种方式还存在以下缺陷:
3.1、由于端面没有定位端面挡板,锥度检测在轴径长度方向尺寸位置靠观察判断移动距离,不能准确判断检测位置,对测量结果存在较大影响;并且十字轴轴颈在专用检具上移动时,由于十字轴轴颈存在锥度,检测时定位支点发生变化,会导致检测数据存在失真,不准确的问题。
4.2、不能直观的读出或显示出轴径上两点的测量数值,而是要通过左右移动工件才能读数测量,测量方法不直观,而且测量速度慢。
技术实现要素:
5.本实用新型的目的在于克服现有技术存在的不足,而提供一种十字轴轴颈锥度快速检测专用检具,解决现有技术检测方法对十字轴轴颈锥度检测位置把握不准,检测数据存在不准确的问题,可解决带锥度十字轴外径的测量速度慢问题,同时可解决测量结果误差问题,提高检测数据的准确性和直观性。
6.本实用新型的目的是通过如下技术方案来完成的:这种十字轴轴颈锥度快速检测专用检具,包括检具底板、检测端直角定位块、支撑端直角定位块、电子显示屏、待测十字轴、测量传感器a、测量传感器b、支撑杆和传感器夹紧块,所述检具底板上对称设置有检测端直角定位块和支撑端直角定位块,待测十字轴的检测端固定在检测端直角定位块上,待测十字轴的支撑端固定在支撑端直角定位块上;检测端直角定位块的上端部设置端面挡板,端面挡板与检测端的端面接触并挡止,以限制待测十字轴的水平移动;所述支撑杆固定在检具底板上靠近检测端的一侧,支撑杆上设置有传感器夹紧块,传感器夹紧块用于固定夹紧测量传感器a和测量传感器b,测量传感器a和测量传感器b间隔设置,二者的测量头分别与待测十字轴检测端轴颈两侧的外圆最高点接触,用于测量对应位置的轴颈外径尺寸;测量传感器a和测量传感器b分别与电子显示屏电连接,用于传输测量数据,电子显示屏用于计算并显示测得的锥度值。
7.作为进一步的技术方案,所述检具底板底部通过底板支撑螺丝进行支撑。
8.作为进一步的技术方案,所述检测端直角定位块和支撑端直角定位块的底部均通过底脚螺母与检具底板固定连接。
9.作为进一步的技术方案,所述电子显示屏上设置红色显示灯、绿色显示灯和蜂鸣
器,当待测十字轴的锥度在允许范围内时,绿色显示灯点亮;当待测十字轴的锥度超过允许范围时,红色显示灯点亮,同时蜂鸣器发出报警声。
10.作为进一步的技术方案,所述传感器夹紧块靠近检测端的一侧设置有上夹紧块和下夹紧块,上夹紧块的长度大于下夹紧块,测量传感器a贯穿上夹紧块后通过锁紧螺母锁紧固定,测量传感器b依次贯穿上夹紧块和下夹紧块后通过锁紧螺母锁紧固定。
11.作为进一步的技术方案,所述传感器夹紧块通过夹紧螺母固定在支撑杆上。
12.一种采用上述检具的检测方法,包括以下步骤:
13.1)调整:根据待测十字轴实际尺寸大小调整检测端直角定位块和支撑端直角定位块之间的距离,并放置待测十字轴;固定端面挡板,使得待测十字轴相对其轴径对称支撑在检测端直角定位块和支撑端直角定位块上,调整测量传感器a和测量传感器b的高度距离,确保测量传感器a和测量传感器b的测量头分别与检测端的轴颈外圆最高点接触,然后用锁紧螺母将测量传感器a和测量传感器b锁紧固定,并取下待测十字轴;
14.2)对零:将外径标准件放置在检测端直角定位块和支撑端直角定位块上,观察电子显示屏上显示的两个测量数值,然后按回零按钮,使两个测量数值显示回零状态;
15.3)设置参数:根据图纸要求的十字轴轴径锥度尺寸计算出测量尺寸的公差范围,将所述公差范围输入电子显示屏进行储存;
16.4)测量:将待测十字轴再次放置到检测端直角定位块和支撑端直角定位块上,使检测端的端面紧贴端面挡板,此时电子显示屏上显示检测端轴颈外径尺寸的实测数值d1和d2,并自动计算出锥度值(d1-d2)/2,根据指示灯点亮的情况判断检测端的锥度尺寸是否合格;
17.5)重复测量:待测十字轴一个轴颈的直径和锥度测量完毕,将其取下,然后旋转待测十字轴的轴头,重复步骤4)检测其余的轴颈,直至四个轴颈均检测完毕。
18.进一步的,所述步骤4)中当绿色显示灯点亮时,判断检测端的锥度尺寸合格;当红色显示灯点亮,同时蜂鸣器发出报警声时,判断检测端的锥度尺寸不合格。
19.本实用新型的有益效果为:采用两个传感器测头与显示屏连接,取代传统的千分表测量方法,而且测量结果直观显示,并带有警示提醒功能。读数准确方便,检测位置准确,且容易测量上手,检测速度快。
附图说明
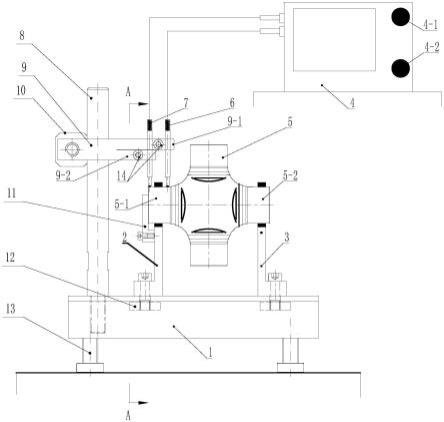
20.图1为本实用新型的结构示意图。
21.图2为图1的a-a剖视图。
22.图3为待测十字轴的轴颈锥度示意图。
23.图4为图3中b区域的局部放大示意图。
24.附图标记说明:检具底板1、检测端直角定位块2、支撑端直角定位块3、尺寸电子显示屏4、红色显示灯4-1、绿色显示灯4-2、待测十字轴5、检测端5-1、支撑端5-2、测量传感器a6、测量传感器b7、支撑杆8、传感器夹紧块9、上夹紧块9-1、下夹紧块9-2、夹紧螺母10、端面挡板11、底脚螺母12、底板支撑螺丝13、锁紧螺母14。
具体实施方式
25.下面将结合附图对本实用新型做详细的介绍:
26.实施例:如附图1、2所示,这种十字轴轴颈锥度快速检测专用检具,包括检具底板1、检测端直角定位块2、支撑端直角定位块3、电子显示屏4、待测十字轴5、测量传感器a6、测量传感器b7、支撑杆8和传感器夹紧块9,所述检具底板1上对称设置有检测端直角定位块2和支撑端直角定位块3,待测十字轴5的检测端5-1固定在检测端直角定位块2上,待测十字轴5的支撑端5-2固定在支撑端直角定位块3上;检测端直角定位块2的上端部设置端面挡板11,端面挡板11与检测端5-1的端面接触并挡止,以限制待测十字轴5的水平移动;所述支撑杆8固定在检具底板1上靠近检测端5-1的一侧,支撑杆8上通过夹紧螺母10固定有传感器夹紧块9,传感器夹紧块9用于固定夹紧测量传感器a6和测量传感器b7,所述传感器夹紧块9靠近检测端5-1的一侧设置有上夹紧块9-1和下夹紧块9-2,上夹紧块9-1的长度大于下夹紧块9-2,测量传感器a6贯穿上夹紧块9-1后通过锁紧螺母14锁紧固定,测量传感器b7依次贯穿上夹紧块9-1和下夹紧块9-2后通过锁紧螺母14锁紧固定。测量传感器a6和测量传感器b7间隔设置,二者的测量头分别与待测十字轴5检测端5-1轴颈两侧的外圆最高点接触,用于测量对应位置的轴颈外径尺寸;测量传感器a6和测量传感器b7分别与电子显示屏4电连接,用于传输测量数据,电子显示屏4用于计算并显示测得的锥度值。
27.优选的,所述检具底板1底部通过底板支撑螺丝13进行支撑。检测端直角定位块2和支撑端直角定位块3的底部均通过底脚螺母12与检具底板1固定连接。所述电子显示屏4上设置红色显示灯4-1、绿色显示灯4-2和蜂鸣器,当待测十字轴5的锥度在允许范围内时,绿色显示灯4-2点亮;当待测十字轴5的锥度超过允许范围时,红色显示灯4-1点亮,同时蜂鸣器发出报警声。
28.一种采用上述检具的检测方法,包括以下步骤:
29.1)调整:根据待测十字轴5实际尺寸大小调整检测端直角定位块2和支撑端直角定位块3之间的距离,并预先放置待测十字轴5;固定端面挡板11,使得待测十字轴5相对其轴径对称支撑在检测端直角定位块2和支撑端直角定位块3上,调整测量传感器a6和测量传感器b7的高度距离,确保测量传感器a6和测量传感器b7的测量头分别与检测端5-1的轴颈外圆最高点接触,然后用锁紧螺母14将测量传感器a6和测量传感器b7锁紧固定,并取下待测十字轴5;
30.2)对零:将外径标准件放置在检测端直角定位块2和支撑端直角定位块3上,观察电子显示屏4上显示的两个测量数值,然后按回零按钮,使两个测量数值显示回零状态;
31.3)设置参数:根据图纸要求的十字轴轴径锥度尺寸计算出测量尺寸的公差范围,将所述公差范围输入电子显示屏4进行储存;
32.4)测量:将待测十字轴5再次放置到检测端直角定位块2和支撑端直角定位块3上,使检测端5-1的端面紧贴端面挡板11,如图3、4所示,测量传感器b7与检测端5-1端面之间的距离为l1,测量传感器a6与检测端5-1端面之间的距离为l2,由于测量传感器a6、测量传感器b7以及端面挡板11的位置是固定的,因此l1、l2为定值,确保对待测十字轴5轴颈锥度的检测位置始终保持一致。测量传感器b7测得的轴颈外径尺寸为d1,测量传感器a6测得的轴颈外径尺寸为d2,此时电子显示屏4上显示出检测端5-1轴颈外径尺寸的实测数值d1和d2,并自动计算出锥度值,即两直径尺寸之差的一半为(d1-d2)/2,根据指示灯点亮的情况判断
检测端5-1的锥度尺寸是否合格;当绿色显示灯4-2点亮时,判断检测端5-1的锥度尺寸合格;当红色显示灯4-1点亮,同时蜂鸣器发出报警声时,判断检测端5-1的锥度尺寸不合格;
33.5)重复测量:待测十字轴5一个轴颈的直径和锥度测量完毕,将其取下,然后旋转待测十字轴5的轴头,重复步骤4)检测其余的轴颈,直至四个轴颈均检测完毕。
34.本实用新型通过将被测工件十字轴轴径外圆放置轴颈锥度快速检测检具上,采用设置端面挡板控制检测位置,轴径锥度过程中的两个数值可一次性直接显示在显示屏上,并自动计算显示锥度值,读数准确方便,这种锥度快速检测检具,检测位置准确,且容易测量上手,检测速度快。解决了现有的检测方法对十字轴轴颈锥度检测位置把握不准、检测数据存在不准确的问题,可解决带锥度十字轴外径的测量速度慢问题,同时可解决测量结果误差问题,提高检测数据的准确性和直观性。
35.可以理解的是,对本领域技术人员来说,对本实用新型的技术方案及实用新型构思加以等同替换或改变都应属于本实用新型所附的权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
