1.本实用新型涉及烟草机械设备技术领域,具体涉及一种用于按压卷烟硬盒包装的随动装置。
背景技术:
2.盒缝不齐是gdx2包装机比较常见的包装质量缺陷,一直难以根治。主要原因就是烟包自五号轮推入六号轮的过程中,现有的随动板为条形板,用于按压烟包时,随动板只能压住烟包翻盖的小部分(不到二分之一),随动板无法将翻盖充分按压住,导致翻盖部分位置没有完全贴合烟包,特别是翻盖上侧,该侧侧翼位移较大,不能正常定位,侧翼粘贴歪斜,导致烟包正面的翻盖搭到下边,出现盒缝不齐的现象。
技术实现要素:
3.为解决上述问题,本实用新型提供了一种用于按压卷烟硬盒包装的随动装置,该装置的随动板为l型,按压过程中随动板的纵向部分可以充分压住固定翻盖的接缝,限制翻盖的移动,从而避免盒缝不齐的质量问题。
4.本实用新型的技术方案如下:本实用新型提供了一种用于按压卷烟硬盒包装的随动装置,包括用于从烟包翻盖背面推动烟包的推烟板、用于接收并夹持烟包的模盒、l型随动板,所述模盒侧壁设有与所述l型随动板相适配的通孔,所述l型随动板用于穿过所述通孔按压住烟包翻盖正面。
5.作为优选的,还包括推动单元,所述推动单元包括设置于所述推烟板背向烟包一侧的第一夹钳板、穿过所述第一夹钳板夹缝与所述推烟板抵触的推动杆,所述推动杆用于推动所述推烟板移动。
6.作为优选的,所述第一夹钳板包括第一上夹板、与所述第一上夹板左端连接的第一下夹板,所述第一上夹板右端与所述第一下夹板右端通过第一沉头螺钉锁紧。
7.作为优选的,所述第一上夹板与所述第一下夹板为一体式结构。
8.作为优选的,还包括按压单元,所述按压单元包括设置于所述l型随动板背向烟包一侧的第二夹钳板、穿过所述第二夹钳板夹缝与所述l型随动板抵触的按压杆,所述按压杆用于推动所述l型随动板移动。
9.作为优选的,所述第二夹钳板包括第二上夹板、与所述第二上夹板左端连接的第二下夹板,所述第二上夹板右端与所述第二下夹板右端通过第二沉头螺钉锁紧。
10.作为优选的,所述第二上夹板与所述第二下夹板为一体式结构。
11.作为优选的,按压单元还包括用于支撑所述第二夹钳板的顶丝,所述第二夹钳板设有用于安装止退螺钉的螺孔,所述顶丝与所述止退螺钉相接。
12.作为优选的,所述第二上夹板右端与所述第二下夹板右端各设有一个螺孔。
13.与现有技术相比,本实用新型的有益效果在于:
14.本实用新型提供的一种用于按压卷烟硬盒包装的随动装置,该装置的随动板为l
型,按压过程中随动板的纵向部分可以充分压住固定翻盖的接缝,限制翻盖的移动,从而避免盒缝不齐的质量问题。
附图说明
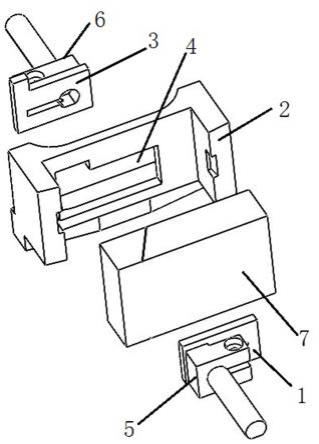
15.图1为本实用新型实施例中一种用于按压卷烟硬盒包装的随动装置的立体结构示意图;
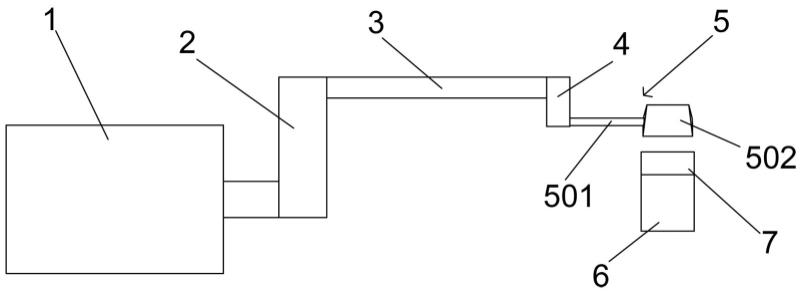
16.图2为本实用新型实施例中一种用于按压卷烟硬盒包装的随动装置的推动单元的侧视结构示意图;
17.图3为本实用新型实施例中一种用于按压卷烟硬盒包装的随动装置的第一夹钳板的正面结构示意图;
18.图4为本实用新型实施例中一种用于按压卷烟硬盒包装的随动装置的按压单元的俯视结构示意图;
19.图5为本实用新型实施例中一种用于按压卷烟硬盒包装的随动装置的第二夹钳板的正面结构示意图。
20.图中:1、推烟板;2、模盒;3、l型随动板;4、通孔;5、推动单元;6、按压单元;501、第一夹钳板;502、推动杆;503、第一沉头螺钉;601、第二夹钳板;602、按压杆;603、第二沉头螺钉、604、螺孔;5011、第一上夹板;5012、第一下夹板;6011、第二上夹板;6012、第二下夹板;7、烟包。
具体实施方式
21.为了更清楚地说明本实用新型实施例和现有技术中的技术方案,下面将对照附图说明本实用新型的具体实施方式。
22.显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式,本实用新型并不限制于该实施例。
23.实施例1
24.请参阅图1-5,一种用于按压卷烟硬盒包装的随动装置,包括用于从烟包翻盖背面推动烟包的推烟板1、用于接收并夹持烟包的模盒2、l型随动板3,所述模盒2侧壁设有与所述l型随动板3相适配的通孔4,所述l型随动板3用于穿过所述通孔4按压住烟包翻盖正面。
25.本实施例提供的随动装置具体工作方式如下:如图1所示,将所述模盒2固定在gdx2包装机六号包装轮(图中未示出)上,所述l型随动板3安装在六号包装轮中间的齿轮齿条传动箱的齿条轴(图中未示出)外端,所述l型随动板3尺寸略小于所述模盒2的通孔4,这样所述l型随动板3可以在所述通孔4中自由穿梭。
26.由于烟包7为横向放置,所述烟包7的翻盖缝隙为竖直状,而现有技术中常用的随动板为一字型横板,一字型横板无法充分按压住所述烟包7的翻盖缝隙,可能导致出现盒缝不齐的质量问题。因此,本实施例采用l型的随动板来按压所述烟包7,这样l型随动板的纵向部分可以压住翻盖缝隙的四分之三以上的部分,充分限制翻盖的移动,从而避免出现盒缝不齐的质量问题。
27.具体的,在六号包装轮停顿时,齿条轴带着所述l型随动板3向所述烟包7移动,途
中所述l型随动板3穿过所述模盒2,直到所述l型随动板3压住所述烟包7的翻盖,然后,所述推烟板1将所述烟包7向所述模盒2推送,使得所述l型随动板3随之同步后退,并保持所述烟包7的翻盖处于紧闭的状态,直至将所述烟包7护送至所述模盒2内,期间,所述l型随动板3原路返回至所述通孔4内。
28.本实施例中,还包括推动单元5,如图2所示,所述推动单元5包括设置于所述推烟板1背向烟包一侧的第一夹钳板501、穿过所述第一夹钳板501夹缝与所述推烟板1抵触的推动杆502,所述推动杆502用于推动所述推烟板1移动。
29.所述推动杆502与五号轮(图中未示出)连接,通过所述推动杆502推动所述推烟板1移动,所述第一夹钳板501为夹子型结构,夹持在所述推动杆502上,所述第一夹钳板501可以增大所述推烟板1的受力面积,避免局部压力过大,导致所述推烟板1受力变形。
30.如图3所示,所述第一夹钳板501包括第一上夹板5011、与所述第一上夹板5011左端连接的第一下夹板5012,所述第一上夹板5011右端与所述第一下夹板5012右端通过第一沉头螺钉503锁紧。所述第一上夹板5011与所述第一下夹板5012为一体式结构。
31.具体的,通过所述第一沉头螺钉503锁紧上下两个夹板,可以增大所述第一夹钳板501对所述推动杆502的夹持力,避免所述第一夹钳板501脱离所述推动杆502。
32.本实施例中,还包括按压单元6,如图4所示,所述按压单元6包括设置于所述l型随动板3背向烟包一侧的第二夹钳板601、穿过所述第二夹钳板601夹缝与所述l型随动板3抵触的按压杆602,所述按压杆602用于推动所述l型随动板3移动。
33.所述按压杆602与齿条轴外端连接,通过齿条轴外端推动所述按压杆602朝烟包运动,进而推动所述l型随动板3朝向烟包运动,所述第二夹钳板601为夹子型结构,夹持在所述按压杆602上,所述第二夹钳板601可以增大所述l型随动板3的受力面积,避免局部压力过大,导致所述l型随动板3受力变形。
34.如图5所示,所述第二夹钳板601包括第二上夹板6011、与所述第二上夹板6011左端连接的第二下夹板6012,所述第二上夹板6011右端与所述第二下夹板6012右端通过第二沉头螺钉603锁紧。所述第二上夹板6011与所述第二下夹板6012为一体式结构。
35.同理,通过所述第二沉头螺钉603锁紧上下两个夹板,可以增大所述第二夹钳板601对所述按压杆602的夹持力,避免所述第二夹钳板601脱离所述按压杆602。
36.本实施例中,按压单元6还包括用于支撑所述第二夹钳板601的顶丝,所述第二夹钳板601设有用于安装止退螺钉的螺孔604,所述顶丝与所述止退螺钉相接。所述第二上夹板6011右端与所述第二下夹板6012右端各设有一个螺孔604。
37.通过两个所述顶丝顶住所述第二夹钳板601,增加所述l型随动板3的受力点,避免所述l型随动板3因受力不均匀变形。
38.上面描述的内容可以单独地或者以各种方式组合起来实施,而这些变型方式都在本实用新型的保护范围之内。
39.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包含一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。在没有更多限制的情况下,由语句“包括一个
…”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
40.以上内容是结合具体的优选实施方式对本实用新型所做的进一步详细说明,不能认定本实用新型的具体实施例只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。