1.本公开涉及光学检测技术领域,具体涉及一种隐形眼镜铸模印刷质量的检测方法和装置。
背景技术:
2.目前检测彩色隐形眼镜铸模的印刷质量的方式,基本为人工主观目测法,由受过3-6个月专业培训的产线工人,在特定的光照环境下用眼睛或借助显微镜检查铸模的印刷问题。这种检测方式存在以下不足:以人的主观观感为检测标准,导致不同人的检测结论可能存在差异,难以统一,存在理论依据上的不足;人工长时间检测导致疲劳,易产生错误判断;检测效率较为低下。
3.也有针对隐形眼镜颜色瑕疵的检测系统与方法,但是其不对铸模模具进行检测,导致报废率较高,且仅能检测颜色瑕疵这一单一瑕疵,局限性较大。
技术实现要素:
4.本公开提出隐形眼镜铸模印刷质量的检测方法和装置。
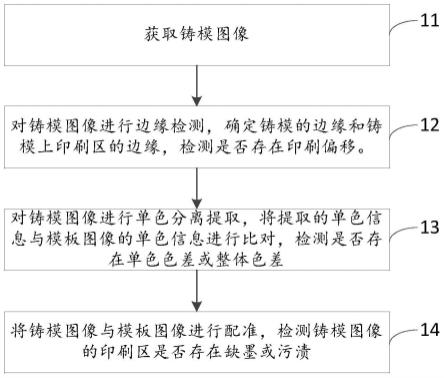
5.第一方面,本公开提供了一种隐形眼镜铸模印刷质量的检测方法,包括:获取铸模图像;对所述铸模图像进行边缘检测,确定所述铸模的边缘和所述铸模上的印刷区的边缘,检测是否存在印刷偏移;对所述铸模图像进行单色分离提取,将提取的单色信息与模板图像的单色信息进行比对,检测是否存在单色色差或整体色差;将所述铸模图像与所述模板图像进行配准,检测所述铸模图像的印刷区是否存在缺墨或污渍。
6.在一些可选的实施方式中,所述获取铸模图像包括:获取不同光照条件下铸模的彩色图像,将获取的多帧彩色图像进行融合后得到待检测的铸模图像;以及,通过进行灰度化和滤波处理,生成所述铸模图像的灰度图像。
7.在一些可选的实施方式中,所述确定铸模的边缘和所述铸模上的印刷区的边缘,检测是否存在印刷偏移,包括:利用二值化方法确定铸模的边缘,并拟合最小外接圆,确定该最小外接圆的圆心为铸模圆心;利用彩色多通道增强的方式提取色点的算法,拟合得到印刷区外轮廓的最小外接圆(即印刷区外圆),确定该最小外接圆的圆心为印刷区外圆圆心;通过判断铸模圆心和印刷区外圆圆心的距离是否超过阈值,并通过向量夹角计算偏移方向,来判断是否存在印刷偏移以及指示偏移方向。
8.在一些可选的实施方式中,所述印刷区的中心设置有光学区,所述方法还包括:进一步拟合得到印刷区内轮廓的最小内切圆(即印刷区内圆),以便根据拟合的印刷区外圆和印刷区内圆提取印刷区彩环,以及,通过比较印刷区内圆直径值与光学区直径值,初步判断铸模上的光学区内是否有色点污染等污渍。
9.在一些可选的实施方式中,所述对所述铸模图像进行单色分离提取,包括:利用聚类法或索引图像法对所述铸模图像进行单色分离提取,并进一步得到各个颜色空间的颜色值;以及,通过颜色范围筛选的方法,确定每个色点归属的颜色中心,并统计每个单色对应
的色点数量和面积。
10.在一些可选的实施方式中,所述将提取的单色信息与模板图像的单色信息进行比对,检测是否存在单色色差或整体色差,包括:利用模板图像的单色信息和提取的所述铸模图像的单色信息,将颜色本身色差指标、直方图偏差、色点数量差和面积差加权综合为综合色差指标,判断单色色差和整体色差;以及,在单色色差和整体色差存在矛盾时,对色差检测结果进行修正。
11.在一些可选的实施方式中,所述判断所述铸模图像的印刷区是否存在缺墨或污渍,包括:利用高斯模糊和图像特征点匹配算法或模板匹配算法,求取所述铸模图像与所述模板图像的差值图像,基于所述差值图像检测所述铸模图像的印刷区是否存在缺墨或污渍。
12.第二方面,本公开提供一种隐形眼镜铸模印刷质量的检测装置,包括:图像获取模块,用于获取铸模图像;偏移检测模块,用于对所述铸模图像进行边缘检测,确定所述铸模的边缘和所述铸模上的印刷区的边缘,检测是否存在印刷偏移;色差检测模块,用于对所述铸模图像进行单色分离提取,将提取的单色信息与模板图像的单色信息进行比对,检测是否存在单色色差或整体色差;印刷区检测模块,用于将所述铸模图像与所述模板图像进行配准,检测所述铸模图像的印刷区是否存在缺墨或污渍。
13.第三方面,本公开提供一种计算机设备,包括:一个或多个处理器;存储装置,其上存储有一个或多个程序,当所述一个或多个程序被所述一个或多个处理器执行时,使得所述一个或多个处理器实现如第一方面所述的隐形眼镜铸模印刷质量的检测方法。
14.第四方面,本公开一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被一个或多个处理器执行时实现如第一方面所述的隐形眼镜铸模印刷质量的检测方法。
15.如上所述,为了解决人工检测隐形眼镜铸模的印刷质量的诸多问题,本公开提供了隐形眼镜铸模印刷质量的检测方法和装置,通过机器视觉方案获取铸模图像,配合通过数字图像分析处理方法进行边缘检测和单色分离提取并与模板图像进行比对,实现了包括印刷偏移、整体色差和单色色差、缺墨、污渍等瑕疵的一次性检出。本公开实现的技术效果包括但不限于:通过自动化检测隐形眼镜铸模印刷质量,避免人工检测的劣势,降低了人为主观因素造成的误检,提高了生产效率,并降低了劳动力需求。
附图说明
16.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本公开的其它特征、目的和优点将会变得更明显:
17.图1是隐形眼镜铸模的示意图;
18.图2是本公开实施例的隐形眼镜铸模印刷质量的检测方法的流程示意图;
19.图3是本公开实施例的机器视觉成像模块的结构示意图;
20.图4是本公开实施例的检测算法的流程图;
21.图5是本公开实施例的隐形眼镜铸模印刷质量的检测装置的结构示意图;
22.图6是本公开实施例的计算机设备的结构示意图。
具体实施方式
23.下面结合附图和实施例对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。
24.在本公开的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系,仅是为了便于描述本公开和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本公开的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
25.在本公开的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本公开中的具体含义。
26.在本公开的描述中,需要说明的是,在不冲突的情况下,本公开中的实施例及实施例中的特征可以相互组合。
27.为了解决人工检测彩色隐形眼镜铸模的印刷质量的诸多问题,本公开提供一种隐形眼镜铸模印刷质量的检测方法和装置。
28.参考图1,图1是隐形眼镜铸模的示意图。隐形眼镜铸模是用于制造隐形眼镜的模具,从图中可以看出,圆形的铸模上印刷有图案,图案可以为彩色的,该印刷图案的区域称为印刷区;铸模的中心还有空白区域,且该区域被印刷区包围,该区域称为光学区。隐形眼镜铸模可能存在的印刷质量问题包括:印刷偏移、单色及整体色差、缺墨或漏印、光学区污渍、印刷区污渍等瑕疵。
29.参考图2,图2是根据本公开实施例的隐形眼镜铸模印刷质量的检测方法的流程示意图。如图2所示,本公开实施例的一种隐形眼镜铸模印刷质量的检测方法,包括以下步骤:
30.步骤11:获取铸模图像。
31.本步骤中,可以通过机器视觉成像模块对铸模产品进行成像,以获取铸模图像。获取的铸模图像通常要求为彩色图像。
32.一些可选的实施方式中,为了提高检测的准确度与重复度,并增强图像色彩的动态范围,使图像的色彩效果与人眼的观感更接近,优选采用多图像融合的成像方案,即,获取不同光照条件下铸模的彩色图像,例如,光源位于不同高度时铸模的彩色图像,然后将获取的多帧彩色图像进行融合,融合后得到彩色图像为待检测的铸模图像。
33.一些可选的实施方式中,为便于后续处理,本步骤还对获取的铸模图像进行预处理,包括:进行灰度化和滤波处理,生成铸模图像的灰度图像。
34.一些可选的实施方式中,获取铸模图像之后还包括:确定是否设定该铸模图像为模板图像,若是,则执行将该铸模图像设定为模板图像的步骤;若否,则执行后续检测步骤,以检测该铸模图像的印刷质量。
35.步骤12:对铸模图像进行边缘检测,确定铸模的边缘和铸模上印刷区的边缘,判断是否存在印刷偏移。
36.本步骤通过边缘检测识别铸模上的印刷区,并判断是否存在印刷偏移。
37.一些可选的实施方式中,可以利用二值化方法确定铸模的边缘,并拟合最小外接圆,确定该最小外接圆的圆心为铸模圆心;可以利用彩色多通道增强的方式提取色点的算法,拟合得到印刷区外轮廓的最小外接圆(即印刷区外圆),确定该最小外接圆的圆心为印刷区外圆圆心;可以通过判断铸模圆心和印刷区外圆圆心的距离是否超过阈值,并通过向量夹角计算偏移方向,来判断是否存在印刷偏移以及指示偏移方向。
38.一些可选的实施方式中,还进一步拟合得到印刷区内轮廓的最小内切圆(即印刷区内圆),以便根据拟合的印刷区外圆和印刷区内圆提取印刷区彩环,以及,通过比较印刷区内圆直径值与光学区直径值,初步判断铸模上的光学区内是否有色点污染等污渍。
39.步骤13:对铸模图像进行单色分离提取,将提取的单色信息与模板图像的单色信息进行比对,检测是否存在单色色差或整体色差。
40.本步骤中进行色差判断,色差包括单色色差和整体色差,判断方法是通过单色分离提取得到单色信息,然后将提取的单色信息与模板图像的单色信息进行比对。其中,模板图像是预先设定好的,可以预先将一合格的没有缺陷的铸模图像设定为模板图像。
41.一些可选的实施方式中,对铸模图像进行单色分离提取包括:可以利用聚类或索引图像的方法对铸模图像进行单色分离提取,并进一步得到例如rgb、hsv、hunter lab、cie lab、cie xyz等各个颜色空间的颜色值;以及,通过颜色范围筛选的方法,确定每个色点归属的颜色中心,并统计每个单色对应的色点数量和面积。
42.一些可选的实施方式中,判断是否存在单色色差或整体色差包括:利用模板图像的单色信息和提取的铸模图像的单色信息,将颜色本身色差指标、直方图偏差、色点数量差和面积差加权综合为综合色差指标,判断单色色差和整体色差;以及,在单色色差和整体色差存在矛盾时,对色差判断结果进行修正。
43.其中,可以通过获取铸模图像的直方图数据,与模板图像的直方图数据进行对比,得到直方图偏差。
44.其中,可以采用通用的cie deltae色差计算方法,计算铸模图像与模板图像的颜色本身的差异,得到cie deltae色差指标作为颜色本身色差指标。其中,deltae(
△
e)色差指标是由cie(国际照明委员会)提出的国际标准。
45.其中,对色差检测结果进行修正可以包括:以整体色差结果为标准,若检测到整体色差但未检测到单色色差,则将印刷密度最高的颜色修正为单色色差,否则,若整体色差小于设定的整体色差阈值下限,则将单色色差修正为无色差,否则若检出单色色差,则将整体色差修正为有色差。
46.步骤14:将铸模图像与模板图像进行配准,检测铸模图像的印刷区是否存在缺墨或污渍。
47.一些可选的实施方式中,可以利用高斯模糊和图像特征点匹配或模板匹配算法,求取铸模图像与模板图像的差值图像,基于差值图像检测铸模图像的印刷区是否存在缺墨或污渍。
48.以上,介绍了本公开实施例的一种隐形眼镜铸模印刷质量的检测方法。该方法利用边缘检测的方法判断是否存在印刷偏移、光学区污渍等瑕疵,利用与模板图像进行比对的方式,检测是否存在单色及整体色差、缺墨或漏印、印刷区污渍等瑕疵。
49.一些可选的实施方式中,本公开实施例中将铸模图像设定为模板图像的流程,包
括如下步骤:
50.步骤21、对铸模图像进行边缘检测,获取边缘检测数据,识别铸模的印刷区和光学区;
51.步骤22、对铸模图像进行单色分离提取,获取单色信息数据;
52.步骤23、对铸模图像进行直方图处理,获取直方图数据;
53.步骤24、将所述铸模图像设定为模板图像,并将其边缘检测数据、单色信息数据和直方图数据作为模板信息一起保存。
54.为便于理解和实施本公开的技术方案,下面结合一个应用场景实施例做进一步的说明。
55.考虑到彩色隐形眼镜的图样纹理和颜色多种多样,为了适配不同特征的印刷图案,本实施例的检测方案包括:通过由相机、镜头、光源组成的机器视觉成像模块对铸模产品进行成像,通过由后台算法模块与前端用户交互软件组成的机器视觉软件模块进行检测。检测流程可以包括:首先建立合格铸模产品的模板图像,提取相关信息并存储,然后将待测的铸模图像与模板图像进行计算对比,从而利用数字图像分析处理方法实现不同类别的印刷质量检测需求。其中,为了提高检测的准确度与重复度,并增强图像色彩的动态范围,使图像的色彩效果与人眼的观感更接近,优选采用多图像融合的成像方案。
56.一些实施方式中,参考图3,机器视觉成像模块可以包括:相机6及其镜头5、光源4、机械传动模块和电气控制模块。其中:机械传动模块包括水平模组1和旋转模组11以及竖直模组2,旋转模组11用于放置待检测铸模且可旋转,水平模组1上设置有旋转模组11且可水平移动,光源4设置于竖直模组2上且用于照射铸模。电气控制模块包括控制器及其控制按钮10和电机组3,控制器用于控制电机组,电机组3用于驱动水平模组的平移和旋转模组的旋转以及竖直模组竖直移动。可选的,机器视觉成像模块的整体外壳可以为柜式结构,其具有底座9、柜壁8和防护罩7。水平模组1可设置于底座9上,相机6和竖直模组2可设置于柜壁8上。该机器视觉成像模块可用于拍摄铸模在不同条件下的图像,例如光源位于不同高度时的彩色图像,以及铸模在不同旋转角度下的图像。
57.一些实施方式中,机器视觉软件模块可部署在计算机设备中,包括前端用户交互软件模块和后台算法模块,并耦接于机器视觉成像模块。其中,前端用户交互软件模块提供相机配置、触发相机采集图像等驱动机器视觉模块的功能,还提供用户交互界面,包括图像及检测结果显示、提供用户调整检测参数的接口以及触发调用算法,还可以存储检测历史数据,便于回溯查询。后台算法模块提供图像融合、图像预处理、针对铸模各种印刷质量的检测算法等功能,最终可将检测结果输出到前端用户交互软件模块。
58.检测算法可以实现三大类瑕疵的检测功能,包括:
59.(1)印刷偏移检测;
60.(2)色差检测;
61.(3)漏印及印刷污渍检测。
62.参考表1所示的检测项目,检测算法可用于检测该表格中所示的三个检测项中的全部或部分子项。
63.表1检测项目
[0064][0065]
参考图4,检测算法总体流程如下:
[0066]
(一)获取图像
[0067]
(1.1)融合图像
[0068]
输入数据:包括四部分参数,光源位于不同高度时拍摄得到的铸模单帧彩色图像,铸模名称,是否为模板图像,meta元组数据,其包括任务标识(id)和请求id;
[0069]
处理逻辑:调用多图融合函数,通过将多帧图像平均的方法获得融合图像,融合图
像具有更高的动态范围,色彩更接近人眼观感,当然,此方法也包括多图数量为1帧的特殊情况,返回图像本身;
[0070]
输出数据:若累计的图像数量未达到设定的多图数量,则返回等待图像信号,否则返回多图平均后的融合图像及图像采集完毕信号。
[0071]
(1.2)预处理
[0072]
输入数据:融合图像,检测参数配置文件;
[0073]
处理逻辑:调用预处理函数,将rgb彩色图像转为灰度图像,再进行中值滤波和高斯滤波处理,达到降低图像噪声干扰的目的,并避免后续对灰度图像的重复计算;
[0074]
输出数据:经过滤波的灰度图像,公有配置参数和私有配置参数数据,初始化参数。
[0075]
(1.3)确定是否检测
[0076]
输入数据:是否为模板图像,公有配置参数和私有配置参数数据,初始化参数;
[0077]
处理逻辑:若为模板图像,调用生成模板函数,否则,调用检测函数;
[0078]
输出数据:检测结果及标注信息。
[0079]
(二)生成模板函数流程如下:
[0080]
(2.1)边缘检测
[0081]
输入数据:原始图像,经过滤波的灰度图像,公有配置参数和私有配置参数数据;
[0082]
处理逻辑:调用边缘检测函数,目的是获取模板图像的铸模印刷区、光学区各区域,同时对光学区用于后续针对性地检测分析;
[0083]
输出数据:模板边缘检测数据。
[0084]
(2.2)颜色提取
[0085]
输入数据:边缘检测数据,铸模颜色数量,公有配置参数和私有配置参数数据;
[0086]
处理逻辑:调用颜色提取函数,目的是从多色叠印的图样将单一颜色分离出来,便于分析单色色差,从而反馈指导产线对单色油墨进行调整,对于模板图像来说,还要计算铸模非色点区域的底色均值并存储,当检测样品时,调取使用该参数,如此避免了色点色差对底色产生影响从而引入的误差;
[0087]
输出数据:模板单色信息数据,模板非色点区域底色均值。
[0088]
(2.3)直方图处理
[0089]
输入数据:模板印刷区拟合多边形roi的lab图像,模板印刷区的掩膜二值图像,公有配置参数数据,直方图颜色数目;
[0090]
处理逻辑:调用计算lab图像直方图函数,目的是获取模板图像的直方图数据,用于与样品的直方图数据进行比较,分析色差;
[0091]
输出数据:模板的直方图数据。
[0092]
(2.4)生成模板
[0093]
输入数据:铸模名称,边缘检测数据,单色信息数据,铸模非色点区域底色均值,模板直方图数据;
[0094]
处理逻辑:调用存储模板信息函数,目的是将上述步骤中计算得到的模板信息数据存入工控机本地硬盘,便于后续调取与样品进行比对分析;
[0095]
输出数据:生成模板是否成功的结果。
[0096]
(三)检测函数流程如下:
[0097]
(3.1)读取模板
[0098]
输入数据:铸模名称;
[0099]
处理逻辑:调用读取对应模板信息函数,目的是将模板信息数据从硬盘中读取存入特定变量中;
[0100]
输出数据:若读取成功,则返回模板信息数据,否则返回读取失败的结果,程序退出。
[0101]
(3.2)边缘检测
[0102]
输入数据:原始图像,经过滤波的灰度图像,公有配置参数和私有配置参数数据;
[0103]
处理逻辑:调用边缘检测函数,目的是获取样品图像的铸模印刷区、光学区各区域,同时对光学区用于后续针对性地检测分析;
[0104]
输出数据:样品边缘检测数据。
[0105]
(3.3)颜色提取
[0106]
输入数据:边缘检测数据,铸模颜色数量,对应模板铸模的非色点区域底色均值,公有配置参数和私有配置参数数据;
[0107]
处理逻辑:调用颜色提取函数,目的是从多色叠印的图样将单一颜色分离出来,便于分析单色色差,从而反馈指导产线对单色油墨进行调整,在检测样品的逻辑中,需要调取对应模板的非色点区域底色均值参数,而不需要重新计算该参数,如此避免了色点色差对底色产生影响从而引入的误差;
[0108]
输出数据:样品单色信息数据。
[0109]
(3.4)色差计算
[0110]
输入数据:模板信息数据,样品单色信息数据,样品边缘检测数据,公有配置参数和私有配置参数数据;
[0111]
处理逻辑:调用色差检测函数,目的是将模板与样品的颜色信息进行比对分析,从而分析整体色差和单色色差的情况;
[0112]
输出数据:色差结果,各种色差数据指标,按照模板单色顺序排序后的样品单色数据。
[0113]
(3.5)印刷区检测
[0114]
输入数据:模板roi图像,样品边缘检测数据,公有配置参数和私有配置参数数据;
[0115]
处理逻辑:调用印刷区检测函数,目的是通过将样品和模板图像进行配准后,检测印刷区域的缺墨或污渍等瑕疵;
[0116]
输出数据:印刷区域检测结果,印刷区域相关瑕疵信息。
[0117]
上述检测函数中的各个子函数处理流程如下:
[0118]
(a)边缘检测函数
[0119]
(a1)边缘定位
[0120]
输入数据:经过滤波的灰度图像,公有配置参数和私有配置参数数据,初始化参数;
[0121]
处理逻辑:调用铸模上表面边缘定位函数,将滤波后的灰度图像进行自适应二值化操作,并进行形态学的闭操作、开操作和高斯滤波,目的是连接边缘和去除边缘毛刺,之
后,将得到处理后的二值图像进行轮廓提取操作,利用铸模面积阈值的上下限来筛选出候选铸模轮廓,选择候选轮廓中面积最大的一个轮廓,求取其最小外接圆,即得到铸模上表面边缘,并绘制圆的标注;
[0122]
输出数据:如果定位成功,则输出铸模边缘信息数据,包含铸模外接圆圆心与半径,铸模掩膜二值图像,否则输出定位失败结果,提示信息“未找到铸模边缘”,程序退出。
[0123]
(a2)印刷区内外轮廓检测
[0124]
输入数据:原始图像,边缘检测数据,公有配置参数数据;
[0125]
处理逻辑:调用铸模印刷区内外轮廓检测函数,为了适配颜色深浅各异的铸模图样,仅考虑亮度信息会导致无法完美适配全部产品,因此需要充分利用图像的颜色信息来进行定位,提出了方法f1“利用彩色多通道增强的方式提取色点的算法”:考虑在hsv颜色空间进行印刷区提取操作,其中,h表示色调,s表示饱和度,v表示亮度,考虑到各种油墨的色调差异很大,但是印刷有颜色的区域,其s、v通道与非色点区域的s、v通道差别显著,因为非色点区域本身接近于白色,但由于色点的颜色不同,在印刷过程中会影响底色区域的颜色,譬如,如果印刷粉色色点,则色点周围的底色区域也会偏向浅粉色,但是无论底色如何偏色,其s值应较小且v值应较大,根据该特点可以首先筛选出非色点区域图像,将该图像取反,即可得到色点突出显示的色点灰度图像。再对其计算二值图像,查找轮廓,设定轮廓面积阈值的上下限,对于印刷区为封闭彩环图案的铸模,应找到内外两个轮廓,但对于图案非封闭的情况,仅能检测到一个轮廓。同时,在查找印刷区轮廓的过程中,为了防止方法f1查找失败,还进行了二次查找,利用亮度图像获取二值化图像后,进行轮廓查找。
[0126]
输出数据:如果定位成功,则输出检测到的轮廓数量,铸模边缘信息数据,其包括印刷区外接圆圆心与半径,印刷区外圆面积,印刷区彩环掩膜二值图像,印刷区拟合多边形的掩膜二值图像,印刷区彩色roi(region of interest,感兴趣区域)图像,roi的x、y偏置量,否则输出定位失败结果,提示信息“未找到印刷区边缘”,程序退出。
[0127]
(a3)印刷区内切圆轮廓检测
[0128]
输入数据:原始图像,经过滤波的灰度图像,边缘检测数据,公有配置参数数据;
[0129]
处理逻辑:调用铸模印刷区内切圆检测函数,目的是计算印刷区彩环的内切圆,以进行后续的光学区污渍检测,此处提出的最大内切圆的检测方法如下:先求取彩环内轮廓的最小外接圆,以该外接圆的圆心为内切圆的圆心,之后计算内轮廓上各点到圆心的距离,取最小距离做为内切圆直径,该方法与传统方法相比,计算量更小,且引入的误差在允许的范围内;
[0130]
输出数据:如果定位成功,则输出铸模边缘信息数据,其包括印刷区内切圆圆心与半径,印刷区彩环掩膜二值图像,彩环面积,色点总面积,印刷区彩环拟合多边形的掩膜二值图像,印刷区彩环roi图像,否则输出定位失败结果,提示信息“未找到印刷区边缘”,程序退出。
[0131]
(a4)光学区污渍检测
[0132]
输入数据:经过滤波的灰度图像,边缘信息数据,公有配置参数和私有配置参数数据;
[0133]
处理逻辑:调用光学区污渍检测函数,目的是对光学区内的瑕疵进行检测,光学区尺寸通常由客户进行设置,且其与铸模同心,其直径比印刷区内环直径小,即印刷的色点不
能落入光学区中,否则视为瑕疵品,因此,先通过比较两个直径值,初步判断光学内是否有色点污染,之后,通过掩膜提取光学区,利用自适应二值化和查找轮廓的方法进一步检测深色的污渍;
[0134]
输出数据:若检测到光学区污渍,则输出光学区污渍的结果码及污渍标注,否则输出合格的结果码。
[0135]
(a5)印刷偏移检测
[0136]
输入数据:边缘信息数据,公有配置参数和私有配置参数数据;
[0137]
处理逻辑:调用印刷偏移检测函数,目的是检测印刷偏移,可以检测整体偏移,也可以检测比较明显的单色偏移(轻微的单色偏移通过色差检测检出),通过计算铸模最小外接圆圆心与印刷区最小外接圆圆心间的距离,与偏移量阈值上限进行比较,若超过上限则判断为存在印刷偏移,偏移方向通过计算向量间的夹角得出,以水平方向的单位向量q1为基准向量,并计算得到偏移方向的单位向量q2,则偏移角度可以通过计算单位向量q1和单位向量q2点乘后的反余弦值得出,取值范围[0,180
°
],具体方向由标注箭头指示;
[0138]
输出数据:输出偏移量的绝对值,偏移角度和方向的指示箭头,若检测到印刷偏移,则输出印刷偏移的结果码和红色箭头标注,否则输出合格的结果码及绿色箭头标注。
[0139]
(b)颜色提取函数
[0140]
(b1)颜色提取预处理
[0141]
输入数据:边缘信息数据;
[0142]
处理逻辑:调用颜色提取预处理函数,目的是对色点的掩膜图像进行腐蚀操作以达到尽量去掉色点边缘处色散导致的颜色误差;
[0143]
输出数据:印刷区拟合多边形roi彩色图像,腐蚀后的印刷区拟合多边形掩膜二值图像。
[0144]
(b2)计算单色颜色中心
[0145]
输入数据:颜色提取方法(索引图像法或聚类法);
[0146]
处理逻辑:调用计算单色颜色中心函数,目的是从混叠颜色中提取单色信息;
[0147]
输出数据:单色信息数据。
[0148]
上述函数可选择下述任一方案:
[0149]
(01)索引图像法
[0150]
输入数据:印刷区拟合多边形roi彩色图像,公有配置参数和私有配置参数数据;
[0151]
处理逻辑:调用获取索引图像函数,目的是利用图像调色盘提取颜色,该方法的原理是给定一个颜色固定的调色盘,可以得到一个存储颜色索引值的序列,对应于图像中的每个像素,因此可以将图像每个像素的颜色映射至调色盘中的固定颜色,达到减少图像颜色数量的效果;
[0152]
输出数据:索引颜色,各色点数量。
[0153]
(02)聚类法
[0154]
输入数据:印刷区拟合多边形roi彩色图像,腐蚀处理后的印刷区拟合多边形掩膜二值图像,边缘信息数据,模板铸模非色点区域底色均值,公有配置参数和私有配置参数数据;
[0155]
处理逻辑:调用颜色聚类函数,目的是将图像每个像素的颜色值做为数据序列,类
的数量即为用户输入的印刷颜色总数,通过聚类的方法获取各单色的颜色中心,运用聚类方法之前,需要先调用方法f1提取色点,用于聚类的图像是lab颜色空间的彩色图像,因为该颜色空间可以将亮度l与颜色ab分离开,且更符合人眼对颜色的观感;
[0156]
输出数据:铸模非色点区域底色均值,单色信息,其包括单色lab值,每类的色点数量,色点总数。
[0157]
(b3)单色区域分割
[0158]
输入数据:印刷区拟合多边形roi彩色图像,单色信息;
[0159]
处理逻辑:调用单色区域分割函数,目的是获取各颜色空间(例如rgb、hsv、hunter lab、cie lab、cie xyz)的颜色值,供用户参考,同时,更精确地获取单色色点的分布情况及各单色所占的像素数量,以进行后续的色差分析,通过设定l、a、b三个通道的距离颜色中心的范围上下限阈值,可以分别获取各单色对应的掩膜二值图像,再与原图像进行与操作,即得到单色区域的分布,确定每个单色色点归属的颜色中心,通过统计掩膜图像的非零像素数量,即可得到该单色的色点数量和面积,即印刷密度信息;
[0160]
输出数据:单色信息,其包括hsv、rgb、hunterlab,cielab空间的单色颜色值,单色色点数量,单色色点面积,单色rgb标注色块,单色高亮区域标注。
[0161]
(c)色差计算函数
[0162]
(c1)直方图处理
[0163]
输入数据:样品印刷区拟合多边形roi的lab图像,样品印刷区的掩膜二值图像,公有配置参数数据,直方图颜色数目;
[0164]
处理逻辑:调用计算lab图像直方图函数,目的是获取样品lab图像的直方图信息;
[0165]
输出数据:样品的lab直方图数据。
[0166]
(c2)整体色差计算
[0167]
输入数据:模板直方图数据,样品直方图数据,公有配置参数和私有配置参数数据;
[0168]
处理逻辑:调用整体色差计算函数,目的是通过比较模板和样品的图像直方图间的差异来进行整体色差判断,提出整体色差的判断方法:多色叠印后对整体颜色观感的影响可通过颜色直方图体现,首先计算模板和样品直方图的相关系数,该值值域[0,1],越大代表相似性越高,之后计算两直方图a、b通道的欧式距离之和,即为直方图偏差,最后进行整体色差判断及原因分析,若相关系数值小于设定的相关系数阈值下限,则判定为存在相关系数偏差导致的色差,若直方图偏差值大于设定的偏差阈值下限,则判定为存在直方图偏差导致的色差,同时,还可以计算出由相关系数和偏差加权得到的相似度指标;
[0169]
输出数据:色差信息,其包括整体的色差结果码,直方图相关系数,直方图偏差值,样品与模板整体相似度指标。
[0170]
(c3)单色色差计算
[0171]
输入数据:模板单色信息,样品单色信息,色差信息,公有配置参数和私有配置参数数据;
[0172]
处理逻辑:调用单色色差计算函数,目的是得到每种颜色油墨的色差情况,人眼对于宏观色差的判断机理比较复杂,一方面可能是由于颜色间存在色调、饱和度或亮度的差别,另一方面印刷的疏密程度也严重应该人眼对色差的判断,因此,本公开提出一种综合考
虑颜色本身和色点密度的色差判断指标,颜色本身的差异,可以通过通用的cie deltae色差计算方法得到,但最终的色差指标,则是由亮度差、色点密度差、直方图偏差、cie deltae色差值共同加权得到,如果满足如下条件之一:(1)色差指标超过设定的单色差阈值上限,(2)色差指标超过设定的单色差阈值下限且cie deltae色差值大于设定的色差值上限,则判定该颜色存在色差;
[0173]
输出数据:按模板单色顺序排序后的样品单色信息,色差信息,其包括每个单色的色差结果码,单色色差指标,样品与模板间单色色点数量占比的差异,样品与模板间单色亮度差异,样品与模板间单色色点面积差异及面积占比的差异,cie deltae色差值。
[0174]
(c4)综合判断色差
[0175]
输入数据:色差信息;
[0176]
处理逻辑:根据整体和单色色差综合判断色差函数,目的是当整体色差与单色色差结果存在矛盾冲突时进行色差结果的修正,修正的逻辑是以整体色差结果为标准,若检测到整体色差但未检测到单色色差,则将印刷密度最高的颜色修正为单色色差,否则若整体色差小于设定的整体色差阈值下限,则将单色色差修正为无色差,否则若检出单色色差,则将整体色差修正为有色差;
[0177]
输出数据:修正后的整体和单色色差结果码,若结果为存在色差,则在存在色差的色块旁边输出“色差”提示信息,程序终止,否则进入印刷区检测函数。
[0178]
(d)印刷区检测函数
[0179]
(d1)缺墨检测
[0180]
输入数据:模板印刷区外接圆包围区域roi彩色图像,样品印刷区外接圆包围区域roi彩色图像,样品边缘信息数据,公有配置参数和私有配置参数数据;
[0181]
处理逻辑:调用缺墨检测函数,目的是检测样品印刷区的缺墨或漏印瑕疵,由于铸模的纹理图样各异,图样本身经常存在不规则或不对称的空隙,因此必须与标准模板的图样进行比较,才能准确检测缺墨瑕疵,而不至于引起大量误判,而由于放置铸模时角度是任意的,必须首先将样品图像与模板图像进行配准,本公开提出运用特征点匹配的方法(包括但不限于sift、surf、orb等算法)找到单应性矩阵,或通过极坐标展开获取印刷区的线性图像,再运用模板匹配方法将图像配准,再通过仿射变换将模板图像变换至与样品图像(或将样品图像变换至与模板图像)对应的情况下,之后,通过求取高斯模糊后的样品图像与模板图像的差值图像,提取缺墨区域;
[0182]
输出数据:检测结果码,印刷区信息数据,其包括图像配准后的模板印刷区外接圆包围区域roi灰度图像,最大缺墨区域面积,缺墨区域总面积,缺墨区域的标注。
[0183]
(d2)印刷区污渍检测
[0184]
输入数据:样品边缘信息数据,印刷区信息数据,公有配置参数和私有配置参数数据;
[0185]
处理逻辑:调用印刷区污渍检测函数,目的是检测样品印刷区中的污渍或多印等瑕疵,由于上一步骤中已对图像进行了配准,因此通过求取高斯模糊后的模板图像与样品图像的差值图像,即可提取污渍区域;
[0186]
输出数据:检测结果码,印刷区信息数据,其包括最大污渍区域面积,污渍区域总面积,污渍区域的标注。
[0187]
上述检测算法包括印刷偏移的检测算法、单色分离提取算法、单色色差和整体色差判断算法、缺墨或漏印检测算法、光学区污渍和印刷区污渍检测算法等,可以实现三大类瑕疵的检测功能,包括:(1)印刷偏移检测;(2)色差检测;(3)漏印及印刷污渍检测。
[0188]
本公开实施例实现的有益效果包括但不限于:
[0189]
(1)实现了一种自动检测隐形眼镜铸模印刷质量的方法,色彩成像效果与人眼观感十分接近,可真实呈现印刷图案的颜色信息,可检测瑕疵种类多样,包括印刷偏移、单色和整体色差、缺墨、各区域污渍等,实现了覆盖全部人工质检环节的目的;
[0190]
(2)实现了建立科学衡量铸模印刷质量的数值量化标准,降低了人为主观因素造成的误检;
[0191]
(3)具有检测结果准确性高、重复度高、漏检率低、误判率低的特点,并且可以适配多种规格型号的隐形眼镜铸模,有效降低人工成本;
[0192]
(4)录入的合格品模板数据存储至工控机本地硬盘,可轻松回溯并一键导出,检测相关数据存储至数据库,可回溯查找,有效指导用户改进工艺、提高生产率。
[0193]
参考图5,本公开实施例还提供一种隐形眼镜铸模印刷质量的检测装置500,该装置500包括:
[0194]
图像获取模块51,用于获取铸模图像;
[0195]
偏移检测模块52,用于对铸模图像进行边缘检测,确定铸模的边缘和铸模上的印刷区的边缘,检测是否存在印刷偏移;
[0196]
色差检测模块53,用于对铸模图像进行单色分离提取,将提取的单色信息与模板图像的单色信息进行比对,判断是否存在单色色差或整体色差;
[0197]
印刷区检测模块54,用于将铸模图像与模板图像进行配准,检测铸模图像的印刷区是否存在缺墨或污渍。
[0198]
参考图6,本公开实施例还提供一种计算机设备600,包括:
[0199]
一个或多个处理器601;
[0200]
存储器602,其上存储有一个或多个程序603;
[0201]
处理器601和存储器602等组件可通过总线系统604耦合在一起;总线系统604用于实现这些组件之间的连接通信;
[0202]
当一个或多个程序603被一个或多个处理器601执行时,使得一个或多个处理器601实现如上文方法实施例中所公开的隐形眼镜铸模印刷质量的检测方法。
[0203]
其中,总线系统604除包括数据总线之外,还可以包括电源总线、控制总线和状态信号总线。存储器602可以是易失性存储器或非易失性存储器,也可包括易失性和非易失性存储器两者。处理器601可能是具有信号处理能力的集成电路芯片,可以是通用处理器、数字信号处理器(dsp,digital signal processor),或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件等。
[0204]
本公开实施例还提供一种计算机可读存储介质,其上存储有计算机程序,计算机程序被一个或多个处理器执行时实现如上文方法实施例中所公开的隐形眼镜铸模印刷质量的检测方法。
[0205]
本公开是参照根据本公开实施例的方法、设备(系统)和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程
和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0206]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0207]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0208]
应理解,本公开中术语“系统”和“网络”在本文中常被可互换使用。本公开中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本公开中字符“/”,一般表示前后关联对象是一种“或”的关系。
[0209]
以上所述,仅为本公开的较佳实施例,并非用于限定本公开的保护范围,凡在本公开的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本公开的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。