一种连续纤维增强复合材料3d打印头及其使用方法
技术领域
1.本发明涉及3d打印技术领域,特别是涉及一种连续纤维增强复合材料3d打印头及其使用方法。
背景技术:
2.纺织复合材料具有轻质高强的特点,在航空航天、汽车制造等领域有极大的应用潜力,以连续纤维为增强体的纺织复合材料由于可以选用连续的高性能纤维且可以调整纤维沿应力方向的取向和分布,从而能将纤维的性能最大化,使复合材料具有高强度重量比、高刚度重量比、优良的负荷传递等优良特性,且具有良好的稳定性,能承受较高载荷,可广泛应用于制造坚固而轻便的产品,并应用于航空航天、汽车和体育等行业。
3.连续纤维复合材料的强度与其中的纤维含量理论上成正比,但在实际制造过程中,随纤维含量的提高,高粘度树脂对纤维束的完全浸渍变得更加困难,导致树脂对纤维束浸渍不完全、挤出的丝材内部存在孔隙,这些孔隙一方面将会是应力集中和裂纹扩展的潜在失稳源,一方面也降低了材料的有效截面,使材料极限抗拉强度大大低于理论值,此外,在材料服役过程中,纵向分布的孔隙更易导致横向裂纹的产生,进而降低材料的极限载荷。因而,在高纤维含量复合材料的制造趋势下,在技术上寻求降低纤维束与树脂间的孔隙率的方法具有重大意义。
技术实现要素:
4.本发明所要解决的技术问题是提供一种连续纤维增强复合材料3d打印头及其使用方法,通过降低喷头内树脂的粘度,增强树脂对纤维束的浸渍,使挤出丝材的孔隙率降低,从而提高材料的极限载荷,拓宽其应用。
5.本发明解决其技术问题所采用的技术方案是:提供一种连续纤维增强复合材料d打印头,包括树脂导料管、加热块和旋转电机,所述的树脂导料管上部设有倾斜向上的连续纤维导料管,该树脂导料管下端开口处嵌入安装有耐热导料管,所述的耐热导料管下端伸出树脂导料管并插入到加热块内,所述的加热块内位于耐热导料管下方安装有黄铜喷嘴;
6.所述的树脂导料管中部内转动安装有一中空旋转筒,该中空旋转筒下端连接有中空金属筒,所述的中空旋转筒上部通过皮带与树脂导料管外的旋转电机传动连接,所述的中空旋转筒下部以及中空金属筒均位于耐热导料管内,所述的中空金属筒还位于加热块内。
7.作为对本发明所述的技术方案的一种补充,所述的耐热导料管采用聚四氟乙烯材质。
8.作为对本发明所述的技术方案的一种补充,所述的黄铜喷嘴的挤出口形状为圆形或者方形或者六边形。
9.作为对本发明所述的技术方案的一种补充,所述的加热块采用电阻加热或者激光加热或者微波加热。
10.作为对本发明所述的技术方案的一种补充,所述的中空旋转筒上部设置有两个环形凸起,所述的树脂导料管中部的内壁固定有上固定环和下固定环,通过上固定环和下固定环对两个环形凸起限位,所述的上固定环在连续纤维导料管底端的下方,所述的下固定环与上固定环之间预留有间隙,所述的中空旋转筒上部安装有皮带,该皮带处在上固定环和下固定环之间,所述的皮带一端伸出树脂导料管外与旋转电机相连。
11.作为对本发明所述的技术方案的一种补充,所述的中空金属筒采用铁皮或者铝合金材质。
12.作为对本发明所述的技术方案的一种补充,所述的黄铜喷嘴与加热块采用螺纹连接。
13.一种连续纤维增强复合材料d打印头的使用方法,具体的操作步骤如下:
14.步骤1、树脂丝材从树脂导料管上端给料,连续纤维束从连续纤维导料管处喂入,树脂与纤维束汇合并依次通过中空旋转筒的中空管道、中空金属筒的中空管道,在加热块内部树脂受热熔融并浸渍纤维束;
15.步骤2、打开旋转电机的开关并设定好旋转速度及旋转模式,旋转电机经皮带传动,使中空旋转筒与中空金属筒转动,中空金属筒在加热块内的旋转对熔融树脂形成周向剪切作用,使树脂粘度降低,从而树脂能更好地浸渍到纤维束中;可通过观察挤出丝材的情况,适当调节旋转电机的转速;
16.步骤3、在源源不断输入的树脂的挤入压力下,加热块内的树脂与纤维束经黄铜喷嘴被共同挤出,在打印机的控制下沉积在接收板的特定位置,实现复合材料的3d打印。
17.有益效果:本发明涉及一种连续纤维增强复合材料3d打印头及其使用方法,着眼于解决连续纤维复合材料的原位浸渍3d打印中常见的纤维束与树脂浸渍不完全、挤出丝材内部存在孔隙的问题,通过在进料管道内部设置旋转单元,利用fff技术所用树脂剪切变稀的特性、对树脂施加剪切作用来降低其粘度从而达到增强树脂对纤维束的浸渍的目的,这对于改善当前原位浸渍3d打印的连续纤维复合材料的整体性从而提高复合材料的极限载荷具有重要意义。
附图说明
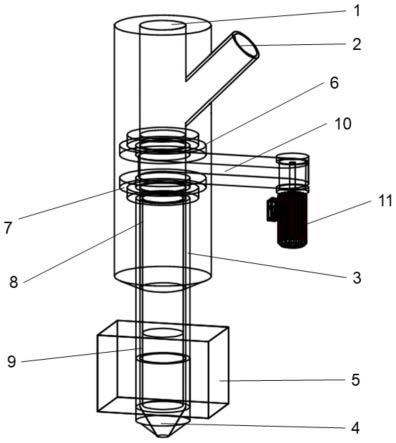
18.图1是本发明3d打印头的整体结构示意图;
19.图2是本发明3d打印头内部旋转部件的示意图;
20.图3是本发明3d打印头不含旋转部件的剖视图。
21.图示:1、树脂导料管,2、连续纤维导料管,3、耐热导料管,4、黄铜喷嘴,5、加热块,6、上固定环,7、下固定环,8、中空旋转筒,9、中空金属筒,10、皮带,11、旋转电机,12、环形凸起。
具体实施方式
22.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
23.本发明的实施方式涉及一种连续纤维增强复合材料3d打印头,如图1-3所示,包括树脂导料管1、加热块5和旋转电机11,所述的树脂导料管1上部设有倾斜向上的连续纤维导料管2,连续纤维导料管2的管腔与树脂导料管1的管腔连通且连通处打磨光滑,所述的树脂导料管1下端开口处嵌入安装有耐热导料管3,耐热导料管3的内壁与树脂导料管1上段的内壁尺寸相当,保证树脂导料管1的内壁连贯,所述的耐热导料管3下端伸出树脂导料管1、伸入到加热块5内并固定在加热块5中;所述黄铜喷嘴4上端通过螺纹与加热块5固定,并与耐热导料管3的下端接触,黄铜喷嘴4上端内腔的尺寸与耐热导料管3的内腔尺寸相当,可选用不同喷嘴直径的黄铜喷嘴4与加热块5连接;
24.所述的树脂导料管1的中部嵌入有上固定环6和下固定环7,两个固定环二者尺寸相当,中空旋转筒8上端设置有两个环形凸起12,两个环形凸起12分别与上固定环6和下固定环7配合,使得中空旋转筒8可以自由转动,中空旋转筒8与上固定环6和下固定环7刚好接触而没有挤压力且接触面光滑,所述的中空旋转筒8下端接合中空金属筒9;
25.所述的中空旋转筒8的上部位于在上固定环6和下固定环7中间套接有皮带10,皮带10一端套合在旋转电机11上。
26.旋转电机11通过皮带10传动中空旋转筒8和中空金属筒9进行旋转,中空金属筒9处在加热块5内,加热块5内受热熔融的树脂在中空金属筒9的旋转搅动下粘度降低,并在树脂压力下浸入到纤维束内、包覆纤维,树脂与纤维形成无孔隙的整体被挤出,最终制件内部孔隙会大大减少,力学性能得以提高。
27.作为一种可选的实施方式,耐热导料管3需耐热性、密封性良好且表面平滑,可以采用聚四氟乙烯材料,使pla熔融时不沾壁而能被顺利挤出。
28.作为一种可选的实施方式,黄铜喷嘴4的挤出口形状可以选用圆形、方形或六边形等,而由于连续纤维束的加入,挤出口直径可以选用比常规的0.4mm直径更大的,如1mm或1.5mm等,喷嘴挤出口应打磨为光滑的圆角,以减少对纤维束的磨损。
29.作为一种可选的实施方式,加热块5可选用常规的电阻加热法或能针对性加热的激光加热法和微波加热法等。
30.作为一种可选的实施方式,上固定环6、下固定环7及中空旋转筒8为耐热且导热较差的材料,保证树脂进入加热块5之前不会熔融,从而保证树脂的顺利喂料,同时保证树脂呈固态而能对下端熔融树脂施加一定的挤出压力、使树脂从喷嘴顺利挤出。
31.作为一种可选的实施方式,上固定环6与下固定环7同中空旋转筒8的接触面光滑,保证中空旋转筒8能无摩擦旋转,可对接触面进行打蜡等处理。
32.作为一种可选的实施方式,中空金属筒9为导热良好的金属材质,可以是铁、铜、不锈钢等,使加热块5产生的热量最大程度地传递给树脂。
33.作为一种可选的实施方式,中空金属筒9为空心圆筒状结构,筒面构造上可以是全包围实心的,也可以是带有各种形状梳齿的,材质上可以是铁皮、铝合金等材质。
34.作为一种可选的实施方式,旋转电机11的旋转速度可设定为任意合适的值且可以实时调节,旋转模式可以设置为单向旋转或正、逆向交替旋转,设置为单向旋转时,可以对纤维束进行加捻,设置为正、逆向交替旋转,则得到无捻的纤维束。
35.一种连续纤维增强复合材料3d打印头的使用方法,具体的操作步骤如下:
36.步骤1、树脂丝材从树脂导料管1上端给料,连续纤维束从连续纤维导料管2处喂
入,树脂与纤维束汇合并依次通过中空旋转筒8的中空管道、中空金属筒9的中空管道,在加热块5内部树脂受热熔融并浸渍纤维束;
37.步骤2、打开旋转电机11的开关并设定好旋转速度及旋转模式,旋转电机11经皮带10传动,使中空旋转筒8与中空金属筒9转动,中空金属筒9在加热块5内的旋转对熔融树脂形成周向剪切作用,使树脂粘度降低,从而树脂能更好地浸渍到纤维束中;可通过观察挤出丝材的情况,适当调节旋转电机11的转速;
38.步骤3、在源源不断输入的树脂的挤入压力下,加热块5内的树脂与纤维束经黄铜喷嘴4被共同挤出,在打印机的控制下沉积在接收板的特定位置,实现复合材料的3d打印。
39.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
40.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述做出相应解释。
41.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
42.以上对本技术所提供的一种连续纤维增强复合材料3d打印头及其使用方法,进行了详细介绍,本文中应用了具体例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。