1.本发明涉及蓄电池生产设备技术领域,尤其涉及一种蓄电池极板装配自动整形机构。
背景技术:
2.铅酸蓄电池生产过程中,极板是其中的重要组件,随着蓄电池生产工艺的发展,现有的加工过程中,为了增加蓄电池的容量并使结构紧凑,其电极可由多片极板并联组成。极板经过自动包扳机包板堆叠后形成极群。极群在进入下一道工序时需要对极群进行整形,使得极群更容易装入模具中。
3.专利号cn106935898a公开了一种极群整形装置,通过集群升降装置将极群抬升到整形区后,通过前后整形装置和侧整形装置对抬升的极群进行整形,整形后在通过极群升降机构下降放回到输送装置上进行输送,在进行后续加装配加工,有效的提高了极群整形的稳定性。
4.极板在整形后需要装入到模具中,该装置在整形后放置到输送装置上输送从而进行后续的装配,在输送时不能有效的控制输送位置,不便于后续的机械抓取,影响装配效率,并且现有的加工流程中整形和装配都是分开进行,效率较低,从而影响生产效率。
技术实现要素:
5.本发明的目的是提供一种蓄电池极板装配自动整形机构,通过将极群放置在输送链上进行输送,输送到整形框下侧时,两侧的夹紧机构对极群进行夹持,下侧的顶料机构从下侧将极群向上顶入到整形框内进行整形,整形框在滑轨上进行移动,再通过下料机构推动下料,对极群进行装配,解决了背景技术中整形装配效率较低的问题。
6.本发明提供一种蓄电池极板装配自动整形机构,包括工作台,工作台中间设有输送链,输送链上设有放料座;输送链下侧设有顶料机构,输送链两侧设有夹紧机构,工作台上侧设有顶板,顶板下侧设有滑轨,滑轨上滑动设有整形框,整形框上端两侧设有下料机构。
7.进一步改进在于:顶料机构包括顶料气缸和顶料板;顶料气缸设置在输送链下方,顶料板连接在顶料气缸输出端上。
8.进一步改进在于:所述输送链中间设有开槽,顶料板通过开槽穿过输送链。
9.进一步改进在于:夹紧机构包括夹紧板和夹紧气缸;所述夹紧气缸分别对称设置在输送链两侧的工作台上,夹紧板连接在夹紧气缸输出端上。
10.进一步改进在于:下料机构包括下料气缸和下料板;所述下料气缸设置在整形框上侧,下料板设置在整形框内上侧,下料气缸输出端穿过整形框与下料板连接。
11.进一步改进在于:所述整形框内上端设有整形块,整形框下端内侧为斜面。
12.进一步改进在于:所述整形框设有两个,整形框分别通过电机驱动在滑轨两端分别进行滑动,工作台上对应滑轨两端设有装配座。
13.本发明的有益效果:1、本发明通过设置整形框,极群通过下侧的顶料机构向上顶出,使极群插入到整形框中进行整形,并且通过整形框的移动带动极群的移动,再将极群通过下料机构直接推入到模具中完成装配的工序,使整形和装配工序并到一起,从而减少整形和装配之间的运输转换时间,同时也减少了设备的增加,提高了设备的功能性,大大提高了生产的效率,同时也减少了生产成本。
14.2、本发明通过在输送链两侧设置夹紧机构,夹紧板通过夹紧气缸带动伸出,对输送的极群进行夹持,可以对极群的侧边进行整形,并且在通过顶料板将极群向上顶出时,对极群进行导向,使极群沿夹持板向上移动,从而使极群精确稳定的插入到整形框中进行整形,从而提高极群的整形效果。
15.3、本发明通过将整形框下侧设置为斜面,使整形框下侧开口增大,从而便于极群稳定的插入到整形框中,减少插入过程中的碰撞;并且整形框内上端设有整形块,通过整形框对极耳进行捏耳,从而提高极群的整形效果。
16.4、本发明设置多个整形框,通过多个整形框的来回滑动切换,使不同的整形框之间来回交错进行工作,从而提高极群的整形装配效率,提高生产效率。
附图说明
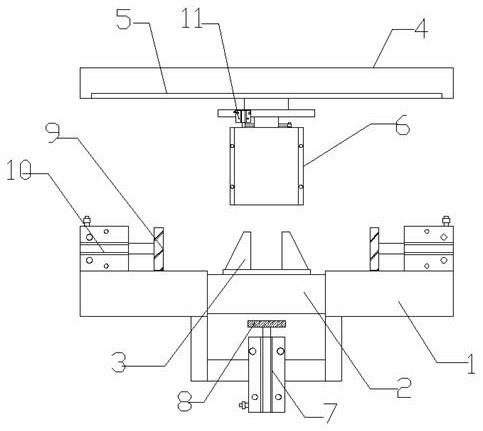
17.图1是本发明的主视结构图。
18.图2是工作台俯视结构示意图。
19.图3是整形框截面结构示意图。
20.其中:1-工作台,2-输送链,3-放料座,4-顶板,5-滑轨,6-整形框,7-顶料气缸,8-顶料板,9-夹紧板,10-夹紧气缸,11-下料气缸,12-下料板,13-整形块,14-装配座。
具体实施方式
21.为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
22.如图1-3所示,本实施例提供一种蓄电池极板装配自动整形机构,包括工作台1,工作台1中间设有输送链2,输送链2上设有放料座3,放料座3设有不止一个,极群通过放置在放料座3上定位在输送链2上进行输送。
23.输送链2两侧设有夹紧机构,夹紧机构包括夹紧板9和夹紧气缸10;所述夹紧气缸10分别对称设置在输送链2两侧的工作台1上,夹紧板9连接在夹紧气缸10输出端上,在极群输送到定点位置时,夹紧气缸10带动夹紧板9伸出,从两侧对中间放置的极群进行夹持定位。
24.输送链2中间设有开槽,输送链2下侧设有顶料机构,顶料机构包括顶料气缸7和顶料板8;顶料气缸7设置在输送链2下方,顶料板8连接在顶料气缸7输出端上;在夹紧板9对极群进行夹持后,顶料气缸7带动顶料板8向上顶出,顶料板8通过开槽穿过输送链2与极群接触,并将极群向上顶出,极群通过两侧的夹紧板9导向上移动。
25.工作台1上侧设有顶板4,顶板4下侧设有滑轨5,滑轨5上滑动设有整形框6,整形框6设有两个,整形框6分别通过电机驱动在滑轨5端部分别进行滑动,通过设置两个整形框6进行来回切换工作,从而提高生产效率;整形框6通过电机带动移动到放料座3上方,极群通
过顶料板8顶出作用,并沿夹紧板9导向作用插入到整形框6中,整形框6下端内侧为斜面,便于极群的稳定插入;整形框6内上侧中间设有整形块13,整形块13为斜角结构,整形块13对极群上端的极耳进行捏耳,从而提高极群的整形效果。
26.整形框6上端两侧设有下料机构,下料机构包括下料气缸11和下料板12;所述下料气缸11设置在整形框6上侧,下料板12设置在整形框6内上侧,下料气缸11输出端穿过整形框6与下料板12连接;工作台1上对应滑轨5两端设有装配座14,装配座14上放置有模具;极群插入到整形框6中后,电机带动整形框6移动到装配座14上方,下料气缸11带动下料板12向下伸出,下料板12将极群从整形框6中推出,并使极群插入到装配座14上放置的模具内,从而完成极群的装配工序,使极群的整形和装配融合到一起,提高极群的整形和装配效率,从而提高生产效率。
27.在实际生产中,通过机械臂逐一将极群依次按顺序插入到不同的放料座3上,再通过输送链2进行输送,使极群通过放料座3进行定位输送。在极群输送到定点位置时,两侧的夹紧气缸10带动夹紧板9伸出,对中间的极群从两侧进行夹持,对极群侧边进行整形;下侧的顶料气缸7带动顶料板8向上伸出,顶料板8穿过开槽与极板接触,并从下侧将极板向上顶出,极板沿两侧的夹紧板9导向向上移动,极群通过向上移动插入到上侧的整形框6中进行整形,整形框6内上端的整形块13对极群进行捏耳,使极耳沿整形块13斜角方向弯曲。极群插入到整形框6中整形后,整形框6通过电机带动移动到装配座14上方,下料气缸11带动下料板12向下推动,下料板12将极群从整形框6内推出,并使极群插入到装配座14上放置的模具内,从而完成极群的装配作业。通过将极群整形和装配并到一起,提高极群的整形和装配的效率,从而提高生产效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
