1.本发明属于光伏组件封装技术领域,具体涉及一种耐高温光伏组件封装用胶膜及其制备方法。
背景技术:
2.光伏组件长期暴露于光、热、氧、水等环境中,因此要求光伏组件材料具有良好的耐热、耐紫外、耐水和耐氧气等综合性能。光伏组件中的封装材料起到固定、保护电池片的作用。
3.目前光伏组件的封装胶膜主要是eva(乙烯-醋酸乙烯酯共聚物),由于va(乙酸乙烯酯)的引入,使得eva具有良好的透光性、柔韧性、粘接性和绝缘性,但同时使得这个材料结构不够致密、水汽透过率高,自身化学结构稳定性差,在紫外环境下容易降解、也容易被氧化和水解,因此使用过程中常出现黄变、脱层、气泡和腐蚀电极等现象。
4.pvb(聚乙烯醇缩丁醛)为热塑性胶膜与eva相比耐候性、柔韧性和抗冲击性均更好,并且水汽透过较低,因此更适合作为光伏组件中的封装材料使用。光伏组件背板相对温度指数一般为105-110℃,而pvb为原料制成封装胶膜的耐热温度一般为110-120℃,基本可以满足要求,但在一定的条件下,光伏组件中缺陷区域(被遮挡、裂纹、气泡、脱层、脏污、内部连接失效等)被当做负载消耗,局部区域所产生的能量导致局部过热,这种现象称为光伏组件的“热斑效应”,局部过热时,温度会达到150℃以上,远高于pvb的熔融温度,此时pvb膜会出现局部形变鼓包现象,从而影响了太阳能版的光电转化。为了使得封装胶膜在存在热斑效应的情况下仍然能正常工作,需要封装胶膜的耐热温度提高到至少150℃以上才可以。
5.因此,如希望采用pvb替代耐高温的eva作为封装材料使用,就必须提高pvb的耐热温度。
技术实现要素:
6.本发明提供了一种耐高温光伏组件封装用胶膜及其制备方法,用以解决目前pvb作为封装材料耐热性不足的问题。
7.为了解决上述技术问题,本发明的技术方案是:所述耐高温光伏组件封装用胶膜,由三层高分子膜层压复合而成,依次包括pvb改性膜、pet(聚酯)膜和pvb改性膜,其中所述pvb改性膜是pvb、pei(聚醚酰亚胺)和二氧化钛的复合物。
8.pvb本身耐温性较低,但与pei复合后,两者形成互传网络结构,使得复合物在分子尺寸上成为一体,在保留了pvb本身性能的基础上,温度较高时pei成为类似骨架的作用,限制了pvb的运动和形变,另外在形成互传网络的基础上,通过添加含义极性的二氧化钛的加入,二氧化钛与pvb通过氢键作用相结合,进一步限制了pvb在pei骨架中的运动,耐温性进一步得到提升,也就是通过pei和二氧化钛两者协同作用下,使得在添加尽可能少的改性材料,保持pvb本身优良性能的同时,使其耐温性满足了使用要求。
9.可选地,所述pvb改性膜是首先将pvb与pei熔融共混,然后再与所述二氧化钛共混
成膜。
10.可选地,所述pvb改性膜的厚度为0.2-0.4mm,所述pet膜的厚度为0.01-0.08mm。
11.可选地,所述pet膜为双向拉伸膜,其中纵向拉伸比为1~3.2倍,横向拉伸比为1~2.5倍。
12.本发明还提供了上述耐高温光伏组件封装用胶膜的制备方法,其包括如下步骤:
13.1)制备pvb改性膜:将pvb和pei熔融共混后挤出造粒,获得pvb/pei复合物,然后将pvb/pei复合物、二氧化钛、紫外线吸收剂和偶联剂通过挤出机共混流延成膜;
14.2)三层层压复合:将pvb改性膜、pet膜和pvb改性膜通过熔融层压复合;
15.3)拉伸处理:步骤2)复合后的三层膜经过拉伸处理获得耐高温光伏组件封装用胶膜。
16.由于加工过程的原因,纵向相比横向收缩率更大,通过纵向单向拉伸可以控制纵向和横向收缩率的均衡并且都在较低的数值。
17.可选地,步骤1)中,所述pvb/pei复合物中pvb和pei的质量比为(50-60):(10-20)。
18.可选地,步骤1)中,所述紫外线吸收剂为双(2,2,6,6-四甲基-4-哌啶基)癸二酸酯,所述偶联剂为n-β-(氨乙基)-γ-氨丙基三甲氧基硅烷。
19.可选地,步骤1)中,第二次共混各组分按重量计配比如下:
[0020][0021]
可选地,步骤1)中,pvb和pei熔融共混的温度为150-170℃。
[0022]
可选地,步骤3)中,所述拉伸处理为首先双向拉伸,冷却后远红外加热条件下进行2次纵向拉伸,第一次纵向拉伸比为1~3.2倍,第二次纵向拉伸比为1~2.0倍。
[0023]
本发明提供的技术方案通过pei对pvb进行改性,使得制备的光伏组件封装用胶膜的耐热温度从110℃左右提高到了150℃以上,从而使得具有优良性能的pvb可以在热斑效应导致的局部高温情况下正常工作。
具体实施方式
[0024]
为了便于理解,下面结合实施例阐述所述耐高温光伏组件封装用胶膜及其制备方法,应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。
[0025]
所述耐高温光伏组件封装用胶膜,由三层高分子膜层压复合而成,依次包括pvb改性膜、pet(聚酯)膜和pvb改性膜。
[0026]
制备方法如下:
[0027]
1)制备pvb改性膜:按质量比(50-60):(10-20)称量pvb和pei,通过熔融共混后挤出造粒,熔融共混的温度为150-170℃,获得pvb/pei复合物;
[0028]
然后将如下组分按重量计配比称量后通过挤出机共混流延成膜,其中紫外线吸收剂为双(2,2,6,6-四甲基-4-哌啶基)癸二酸酯,偶联剂为n-β-(氨乙基)-γ-氨丙基三甲氧
基硅烷;
[0029][0030]
2)三层层压复合:将pvb改性膜、pet膜和pvb改性膜通过熔融层压复合,其中pet膜为双向拉伸膜,其中纵向拉伸比为2.5倍,横向拉伸比为2.5倍;
[0031]
3)拉伸处理:步骤2)复合后的三层膜首先双向拉伸,横向拉伸比为2.5倍,纵向拉伸比为3.0倍,冷却后远红外加热至230℃进行两次纵向拉伸,第一次纵向拉伸比为2.0倍,第二次纵向拉伸比为1.5倍。制得的复合胶膜中pvb改性膜的厚度为0.2-0.4mm,pet膜的厚度为0.03-0.05mm。
[0032]
实施例1-3中,各组分按重量份配比如下表1所示:
[0033]
表1
[0034][0035]
对比例1
[0036]
与实施例1-3的区别主要在于,pvb复合膜是通过如下组分一次熔融共混流延成型。
[0037][0038]
制得的复合胶膜中pvb膜的厚度为0.35mm,pet膜的厚度为0.03mm。
[0039]
对比例2
[0040]
与实施例1的区别主要在于,pvb复合膜是通过如下组分一次熔融共混流延成型;
[0041][0042]
对比例3
[0043]
与实施例2的区别主要在于,pvb复合膜是通过如下组分一次熔融共混流延成型;
[0044][0045]
对比例4
[0046]
与实施例3的区别主要在于,pvb改性膜直接将pei、二氧化钛、紫外线吸收剂和偶联剂一并通过挤出机,在150-170℃熔融共混流延成膜。
[0047]
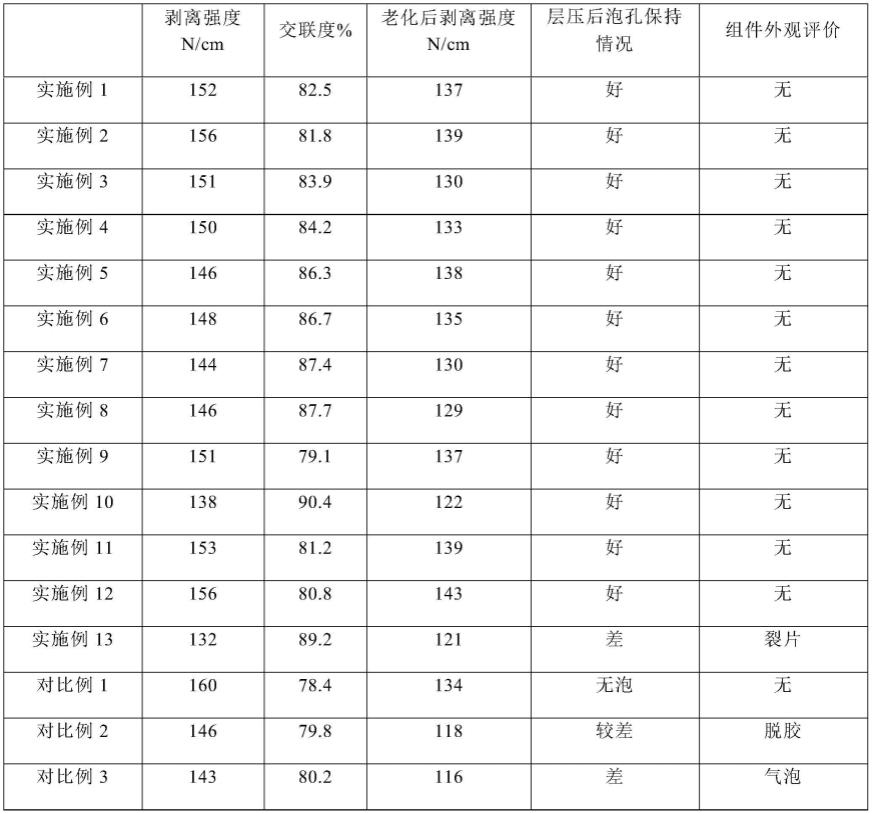
将实施例1-3和对比例1-4制成的封装胶膜进行性能测试,测试结果如表2所示:
[0048]
表2
[0049][0050]
其中耐温试验按照iec61215规定测试,其中收缩率测试按照gb/t13542.2-2009第23节的测试标准,其中透光率测试按照gb/t31034-2014中晶体硅太阳能电池组件用绝缘背板规定测试,其中剥离强度测试按照gb/t31034-2014第6.7节方法测试。
[0051]
通过上述试验结果可以发现,本发明提供的技术方案在不影响膜使用其他性能的基础上明显提高了耐温性。单单添加pei或二氧化钛虽然也可以提高耐温性,但会严重影响透光率和剥离强度等封装胶膜的重要参数。
[0052]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制。尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可
以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换,而这些修改或替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。