1.本发明涉及的无纺布和耳带的技术领域,尤其涉及一种用于口罩机上的无纺布及耳带的翻转方法。
背景技术:
2.随着科技的发展,口罩应用于人们的生活中,口罩通过口罩机进行生产,其中,口罩包括无纺布和耳带,焊接有耳带的无纺布在输送机构的带动下移动至裁切模块,此时,耳带处于无纺布的裁切区域,并进入至裁切模块,导致基于现有的口罩生产方法而产出的口罩的不良率较高。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,本发明提供了一种用于口罩机上的无纺布及耳带的翻转方法,可以通过输送机构带动焊接有耳带的无纺布依次经过第一翻转工位、第一压辊工位和第二翻转工位,并且焊接有耳带的无纺布基于第一翻转工位、第一压辊工位和第二翻转工位进行对应的翻转工序,此时,处于第二翻转工位的无纺布相对于处于第一翻转工位的无纺布进行翻转,并且耳带由无纺布的裁切区域调整至无纺布的非裁切区域,由于耳带在经过多次翻转后处于无纺布的非裁切区域,也无法被后续的裁切模具所裁切,从而降低基于用于口罩机上的无纺布及耳带的翻转方法生产的口罩的不良率,提高用于口罩机上的无纺布及耳带的翻转方法生产的口罩的合格率。
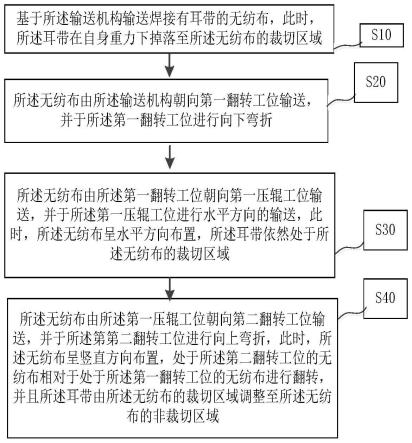
4.为了解决上述技术问题,本发明实施例提供了一种用于口罩机上的无纺布及耳带的翻转方法,包括:基于所述输送机构输送焊接有耳带的无纺布,此时,所述耳带在自身重力下掉落至所述无纺布的裁切区域;所述无纺布由所述输送机构朝向第一翻转工位输送,并于所述第一翻转工位进行向下弯折;所述无纺布由所述第一翻转工位朝向第一压辊工位输送,并于所述第一压辊工位进行水平方向的输送,此时,所述无纺布呈水平方向布置,所述耳带依然处于所述无纺布的裁切区域;所述无纺布由所述第一压辊工位朝向第二翻转工位输送,并于所述第第二翻转工位进行向上弯折,此时,所述无纺布呈竖直方向布置,处于所述第二翻转工位的无纺布相对于处于所述第一翻转工位的无纺布进行翻转,并且所述耳带由所述无纺布的裁切区域调整至所述无纺布的非裁切区域。
5.可选的,所述基于所述输送机构输送焊接有耳带的无纺布,此时,所述耳带在自身重力下掉落至所述无纺布的裁切区域,包括:焊接有所述耳带的所述无纺布处于竖直状态,并且受到所述输送机构的两输送件的挤压,其中,鼻梁条由所述无纺布的顶部向下延伸,并处于所述耳带的前侧;所述耳带在自身重力下掉落至所述无纺布的裁切区域;所述无纺布随着两所述输送件的相对旋转而向前输送;所述无纺布在其输送的过程中维持自身的形态。
6.可选的,所述无纺布由所述输送机构朝向第一翻转工位输送,并于所述第一翻转工位进行向下弯折,包括:基于所述输送机构将所述无纺布输送至所述第一翻转工位,并且
所述无纺布由竖直状态逐步朝向水平状态弯折;所述无纺布沿着处于倾斜状态的第一支臂朝向所述第一压辊工位弯折,并由上至下进行弯折,此时,所述无纺布沿着所述第一支臂对应的斜面过渡至所述第一压辊工位;所述无纺布的前侧向内弯折。
7.可选的,在所述无纺布由所述输送机构朝向第一翻转工位输送,并于所述第一翻转工位进行向下弯折之前还包括;基于第一校准轴校准所述无纺布的输送状态,并维持所述无纺布的竖直状态,并引导至所述第一支臂。
8.可选的,所述无纺布由所述第一翻转工位朝向第一压辊工位输送,并于所述第一压辊工位进行水平方向的输送,此时,所述无纺布呈水平方向布置,所述耳带依然处于所述无纺布的裁切区域,包括:所述无纺布在所述输送机构的带动下由所述第一翻转工位朝向第一压辊工位输送;所述无纺布于所述第一压辊工位进行水平方向的输送,并在所述第一压辊工位的带动下维持水平方向的输送,此时,所述耳带处于自然水平状态,可以处于所述无纺布的一侧或者另一侧,并且所述耳带依然处于所述无纺布的裁切区域;处于所述第一压辊工位的第一压辊件可以沿高度方向调整位置,并抵压所述无纺布的外表面。
9.可选的,所述无纺布由所述第一压辊工位朝向第二翻转工位输送,并于所述第第二翻转工位进行向上弯折,此时,所述无纺布呈竖直方向布置,处于所述第二翻转工位的无纺布相对于处于所述第一翻转工位的无纺布进行翻转,并且所述耳带由所述无纺布的裁切区域调整至所述无纺布的非裁切区域,包括:所述无纺布在所述输送机构的带动下由所述第一压辊工位朝向所述第二翻转工位输送,并且所述无纺布由水平状态逐步朝向竖直状态弯折;所述无纺布沿着处于倾斜状态的第二支臂朝向所述第二翻转工位弯折,并由下至上进行弯折,此时,所述无纺布沿着所述第二支臂对应的斜面过渡至所述第二翻转工位;在所述第二翻转工位时,所述无纺布呈竖直方向布置,处于所述第二翻转工位的无纺布相对于处于所述第一翻转工位的无纺布进行翻转;所述耳带由所述无纺布的裁切区域调整至所述无纺布的非裁切区域。
10.可选的,所述耳带由所述无纺布的裁切区域调整至所述无纺布的非裁切区域,包括:所述耳带在自身重力的作用下向下翻转,并沿着所述无纺布的裁切区域掉落至所述无纺布的非裁切区域;或,所述耳带在自身重力的作用下向下翻转,并且在水平方向的气流作用力下移动至所述无纺布的非裁切区域。
11.可选的,所述耳带由所述无纺布的裁切区域调整至所述无纺布的非裁切区域,还包括:所述耳带具有多个,多个所述耳带均焊接于所述无纺布;在所述第二翻转工位时,多个所述耳带和所述无纺布之间的焊接点沿高度方向布置,并且多个所述耳带相邻布置,多个所述耳带的掉落位置处于所述无纺布的非裁切区域内。
12.可选的,所述用于口罩机上的无纺布及耳带的翻转方法,还包括:基于所述输送机构带动所述无纺布由所述第二翻转工位移动至裁切工位;基于第二校准轴校准所述无纺布的输送状态,并维持所述无纺布的竖直状态,并引导至所述裁切工位。
13.可选的,所述用于口罩机上的无纺布及耳带的翻转方法,还包括:在所述裁切工位时,在水平方向的气流作用力和所述无纺布的重力下带动各所述耳带移动至所述无纺布的非裁切区域,此时,所述无纺布的非裁切区域处于所述无纺布的底部,所述无纺布的裁切区域处于所述无纺布的外周侧;裁切模具的裁切区域处于所述裁切模具的上半部,并对应所述无纺布的裁切区域。
14.在本发明实施例中,通过本发明实施例中的方法,可以通过输送机构带动焊接有耳带的无纺布依次经过第一翻转工位、第一压辊工位和第二翻转工位,并且焊接有耳带的无纺布基于第一翻转工位、第一压辊工位和第二翻转工位进行对应的翻转工序,此时,处于第二翻转工位的无纺布相对于处于第一翻转工位的无纺布进行翻转,并且耳带由无纺布的裁切区域调整至无纺布的非裁切区域,由于耳带在经过多次翻转后处于无纺布的非裁切区域,也无法被后续的裁切模具所裁切,从而降低基于用于口罩机上的无纺布及耳带的翻转方法生产的口罩的不良率,提高用于口罩机上的无纺布及耳带的翻转方法生产的口罩的合格率。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见的,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
16.图1是本发明实施例中的用于口罩机上的无纺布及耳带的翻转方法的流程示意图;
17.图2是本发明实施例中的用于口罩机上的无纺布及耳带的翻转方法的无纺布的输送流程示意图;
18.图3是本发明实施例中的用于口罩机上的无纺布及耳带的翻转方法的第一翻转工位的翻转流程示意图;
19.图4是本发明实施例中的用于口罩机上的无纺布及耳带的翻转方法的第一压辊工位的翻转流程示意图;
20.图5是本发明实施例中的用于口罩机上的无纺布及耳带的翻转方法的第二翻转工位的翻转流程示意图;
21.图6是本发明实施例中的用于口罩机上的无纺布及耳带的翻转方法中对应无纺布的输送示意图;
22.图7是本发明实施例中的用于口罩机上的无纺布及耳带的翻转方法中对应无纺布的另一输送示意图;
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
24.实施例
25.请参阅图1至图7,一种用于口罩机上的无纺布及耳带的翻转方法,方法包括:
26.s10:基于输送机构输送焊接有耳带的无纺布,此时,耳带在自身重力下掉落至无纺布的裁切区域;
27.在本发明具体实施过程中,具体的步骤可以为:
28.s11:焊接有耳带的无纺布处于竖直状态,并且受到输送机构的两输送件的挤压,其中,鼻梁条由无纺布的顶部向下延伸,并处于耳带的前侧;耳带在自身重力下掉落至无纺布的裁切区域;
29.s12:无纺布随着两输送件的相对旋转而向前输送;
30.s13:无纺布在其输送的过程中维持自身的形态。
31.其中,焊接有耳带在受到输送机构的两输送件的挤压而维持竖直状态,无纺布随着两输送件的相对旋转而向前输送,无纺布在输送件的带动下依次经过第一翻转工位、第一压辊工位、第一翻转工位。
32.无纺布在进入第一翻工位前,耳带在自身重力下掉落至无纺布的裁切区域,并且作为口罩的第一状态。鼻梁条由无纺布的顶部向下延伸,并处于耳带的前侧;可选的,鼻梁条沿大致竖直方向延伸。
33.s20:无纺布由输送机构朝向第一翻转工位输送,并于第一翻转工位进行向下弯折;
34.在本发明具体实施过程中,具体的步骤可以为:
35.s21:基于输送机构将无纺布输送至第一翻转工位,并且无纺布由竖直状态逐步朝向水平状态弯折;
36.s22:无纺布沿着处于倾斜状态的第一支臂朝向第一压辊工位弯折,并由上至下进行弯折,此时,无纺布沿着第一支臂对应的斜面过渡至第一压辊工位;
37.s23:无纺布的前侧向内弯折。
38.其中,无纺布由输送机构进入至第一翻转工位,并且由竖直状态逐步朝向水平状态弯折,且于第一翻转工位处于水平方向,此时,无纺布在输送机构和第一翻转工位之间进行了翻转,并逐步进行了状态的改变,提高无纺布的弯折稳定性,避免无纺布的受损。
39.无纺布沿着处于倾斜状态的第一支臂朝向第一压辊工位弯折,并由上至下进行弯折,此时,无纺布沿着第一支臂对应的斜面过渡至第一压辊工位,基于第一支臂实现第一翻转工位和第一压辊工位的过渡,逐步调整无纺布的弯折,提高无纺布的弯折稳定性,避免无纺布的受损。
40.另外,在无纺布由输送机构朝向第一翻转工位输送,并于第一翻转工位进行向下弯折之前还包括:基于第一校准轴校准无纺布的输送状态,并维持无纺布的竖直状态,并引导至第一支臂。
41.其中,第一校准轴校准无纺布的输送状态,并维持无纺布的竖直状态,以保证无纺布由竖直状态进入至第一翻转工位,并由竖直状态逐步进行向内弯折。
42.s30:无纺布由第一翻转工位朝向第一压辊工位输送,并于第一压辊工位进行水平方向的输送,此时,无纺布呈水平方向布置,耳带依然处于无纺布的裁切区域;
43.在本发明具体实施过程中,具体的步骤可以为:
44.s31:无纺布在输送机构的带动下由第一翻转工位朝向第一压辊工位输送;
45.s32:无纺布于第一压辊工位进行水平方向的输送,并在第一压辊工位的带动下维持水平方向的输送,此时,耳带处于自然水平状态,可以处于无纺布的一侧或者另一侧,并且耳带依然处于无纺布的裁切区域;
46.s33:处于第一压辊工位的第一压辊件可以沿高度方向调整位置,并抵压无纺布的
外表面。
47.其中,无纺布由第一翻转工位移动至第一压辊工位,并由竖直状态逐步调整为水平状态,避免无纺布直接翻转,避免无纺布的受损。无纺布于第一压辊工位进行水平方向的输送,并在第一压辊工位的带动下维持水平方向的输送,此时,耳带处于自然水平状态,可以处于无纺布的一侧或者另一侧,并且耳带依然处于无纺布的裁切区域,此时,第一压辊工位作为第一翻转工位和第二翻转工位的过渡工位,并且协助无纺布进行逐步翻转。另外,第一压辊件可以沿高度方向调整位置,并抵压无纺布的外表面,以便于调整无纺布的张紧度。
48.s40:无纺布由第一压辊工位朝向第二翻转工位输送,并于第第二翻转工位进行向上弯折,此时,无纺布呈竖直方向布置,处于第二翻转工位的无纺布相对于处于第一翻转工位的无纺布进行翻转,并且耳带由无纺布的裁切区域调整至无纺布的非裁切区域;
49.在本发明具体实施过程中,具体的步骤可以为:
50.s41:无纺布在输送机构的带动下由第一压辊工位朝向第二翻转工位输送,并且无纺布由水平状态逐步朝向竖直状态弯折;
51.s42:无纺布沿着处于倾斜状态的第二支臂朝向第二翻转工位弯折,并由下至上进行弯折,此时,无纺布沿着第二支臂对应的斜面过渡至第二翻转工位;
52.s43:在第二翻转工位时,无纺布呈竖直方向布置,处于第二翻转工位的无纺布相对于处于第一翻转工位的无纺布进行翻转;
53.s44:耳带由无纺布的裁切区域调整至无纺布的非裁切区域。
54.其中,无纺布由第一压辊工位移动至第二翻转工位,并且由水平状态逐步朝向竖直状态弯折,处于倾斜状态的第二支臂协助无纺布进行弯折,并且作为弯折面调控这无纺布的弯折程度,无纺布沿着处于倾斜状态的第二支臂朝向第二翻转工位弯折,并由下至上进行弯折,此时,无纺布沿着第二支臂对应的斜面过渡至第二翻转工位。
55.在第二翻转工位时,无纺布呈竖直方向布置,处于第二翻转工位的无纺布相对于处于第一翻转工位的无纺布进行翻转,此时,无纺布和耳带依次经过了第一翻转工位、第一压辊工位和第二翻转工位,并依次经过了0度、90度和180度的翻转,从而保证无纺布和耳带的逐步翻转,避免无纺布和耳带在翻转过程中受损,并且实现了耳带由无纺布的裁切区域调整至无纺布的非裁切区域。
56.另外,耳带由无纺布的裁切区域调整至无纺布的非裁切区域,包括:耳带在自身重力的作用下向下翻转,并沿着无纺布的裁切区域掉落至无纺布的非裁切区域;
57.或,耳带在自身重力的作用下向下翻转,并且在水平方向的气流作用力下移动至无纺布的非裁切区域;
58.其中,耳带可以在重力的作用下移动至无纺布的非裁切区域,也可以是在重力结合水平方向的气流作用力共同带动移动至无纺布的非裁切区域,此时,耳带不需要承受向上喷射的气流力,也基于重力和/或水平方向的气流作用力提高了耳带的位置移动准确性和控制性。
59.另外,耳带由无纺布的裁切区域调整至无纺布的非裁切区域,还包括:耳带具有多个,多个耳带均焊接于无纺布;在第二翻转工位时,多个耳带和无纺布之间的焊接点沿高度方向布置,并且多个耳带相邻布置,多个耳带的掉落位置处于无纺布的非裁切区域内。此时,多个耳带相邻布置,并共同处于无纺布的非裁切区域,以便于实现耳带的聚集,并且便
于对耳带的整体保护,也可以适用多种长度的耳带。
60.还有的是,用于口罩机上的无纺布及耳带的翻转方法,还包括:基于输送机构带动无纺布由第二翻转工位移动至裁切工位;基于第二校准轴校准无纺布的输送状态,并维持无纺布的竖直状态,并引导至裁切工位。
61.其中,第二校准轴校准无纺布的输送状态,并维持无纺布的竖直状态,以保证无纺布由竖直状态进入至模切工位。
62.还有的是,用于口罩机上的无纺布及耳带的翻转方法,还包括:在裁切工位时,在水平方向的气流作用力和无纺布的重力下带动各耳带移动至无纺布的非裁切区域,此时,无纺布的非裁切区域处于无纺布的底部,无纺布的裁切区域处于无纺布的外周侧;裁切模具的裁切区域处于裁切模具的上半部,并对应无纺布的裁切区域。
63.其中,无纺布和耳带依次经过了第一翻转工位、第一压辊工位和第二翻转工位,并依次经过了0度、90度和180度的翻转,对应的,裁切模具的裁切区域处于裁切模具的上半部,并对应无纺布的裁切区域,以便于裁切模具裁切无纺布的裁切区域,避免裁切模具裁切处于非裁切区域的耳带,由于耳带在经过多次翻转后处于无纺布的非裁切区域,也无法被后续的裁切模具所裁切,从而降低基于用于口罩机上的无纺布及耳带的翻转方法生产的口罩的不良率,提高用于口罩机上的无纺布及耳带的翻转方法生产的口罩的合格率。
64.本发明提供了一种用于口罩机上的无纺布及耳带的翻转方法,可以通过输送机构带动焊接有耳带的无纺布依次经过第一翻转工位、第一压辊工位和第二翻转工位,并且焊接有耳带的无纺布基于第一翻转工位、第一压辊工位和第二翻转工位进行对应的翻转工序,此时,处于第二翻转工位的无纺布相对于处于第一翻转工位的无纺布进行翻转,并且耳带由无纺布的裁切区域调整至无纺布的非裁切区域,由于耳带在经过多次翻转后处于无纺布的非裁切区域,也无法被后续的裁切模具所裁切,从而降低基于用于口罩机上的无纺布及耳带的翻转方法生产的口罩的不良率,提高用于口罩机上的无纺布及耳带的翻转方法生产的口罩的合格率。
65.另外,以上对本发明实施例所提供的用于口罩机上的无纺布及耳带的翻转方法进行了详细介绍,本文中应采用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。