1.本实用新型涉及检测装置技术领域,尤其涉及一种手机中框尺寸检测装置。
背景技术:
2.手机中框作为手机的重要零部件,用于固定手机电路板、电池以及屏幕等重要部件。手机中框内长、内宽和高度的尺寸对后续的组装有重要的影响,因此,在组装前需要检测手机中框的尺寸是否符合加工要求。
3.现有的检测装置,一般是通过两个视觉检测装置分别对手机的长宽进行检测,即将产品放置到一个视觉检测装置的检测工位,该视觉检测装置检测完产品的长度或者宽度中的一个后,再将产品转移到另一个视觉检测装置的检测工位检测产品的另一个尺寸,且不能对产品的高度进行检测。
技术实现要素:
4.本实用新型的目的在于提出一种手机中框尺寸检测装置,能够提高对产品的检测效率,且能够对产品的长度、宽度和高度进行检测。
5.为达此目的,本实用新型采用以下技术方案:
6.一种手机中框尺寸检测装置,包括:
7.机架、y轴移动机构、支架和z轴移动机构,所述y轴移动机构设置于所述机架,所述支架连接于所述y轴移动机构的输出端,所述z轴移动机构连接于所述支架;
8.安装架和检测机构,所述安装架连接于所述z轴移动机构的输出端,所述检测机构包括分别连接于所述安装架的第一视觉检测组件、第二视觉检测组件、第三视觉检测组件、第四视觉检测组件和线激光扫描组件,所述第一视觉检测组件、所述第二视觉检测组件、所述第三视觉检测组件、所述第四视觉检测组件呈矩形阵列分布,所述线激光扫描组件连接于所述安装架;
9.x轴移动机构和定位机构,均设置于所述检测机构下方,所述定位机构连接于所述x轴移动机构的输出端,所述定位机构包括旋转驱动组件和四个治具,四个所述治具分别连接于所述旋转驱动组件的输出端,四个所述治具呈矩形阵列分布。
10.可选地,第一视觉检测组件包括第一ccd相机;和/或第二视觉检测组件包括第二ccd相机;和/或第三视觉检测组件包括第三ccd相机;和/或第四视觉检测组件包括第四ccd相机。
11.可选地,所述线激光扫描组件包括两个激光传感器和y轴移动结构,所述y轴移动机构连接于所述安装架,两个所述激光传感器中的一个连接于所述安装架,另一个连接于所述y轴移动结构的输出端。
12.可选地,所述安装架包括第一安装板、第二安装板、第三安装板、第四安装板和第五安装板,所述第一安装板、所述第二安装板、所述第三安装板和所述第四安装板依次连接围设成口形,所述第一安装板连接于所述z轴移动机构的输出端,所述第五安装板设置于所
述第一安装板和所述第三安装板之间,所述第一视觉检测组件和所述第二视觉检测组件分别连接于所述第三安装板,所述第三视觉检测组件和所述第四视觉检测组件分别连接于所述第五安装板。
13.可选地,所述线激光扫描组件设置于所述第一安装板和所述第五安装板之间。
14.可选地,所述z轴移动机构为直线模组;和/或所述x轴移动机构为直线模组。
15.可选地,所述旋转驱动组件包括:
16.旋转驱动件,设置于所述x轴移动机构的输出端;及
17.底板,所述底板连接于所述旋转驱动件的输出端,四个所述治具分别连接于所述底板。
18.可选地,所述治具包括:
19.载板结构,设置于所述底板;
20.定位组件,设置于所述载板结构,所述定位组件能够将产品定位于所述载板结构。
21.可选地,所述定位组件包括:
22.第一定位结构,包括第一直线驱动件、第一定位件和第二定位件,所述第一直线驱动件设置于所述载板结构,所述第一定位件和所述第二定位件分别设置于所述载板结构相对的两侧,所述第一定位件连接于所述载板结构,所述第二定位件连接于所述第一直线驱动件的输出端;
23.第二定位结构,包括第二直线驱动件、第三定位件和第四定位件,所述第二直线驱动件设置于所述载板结构,所述第三定位件和所述第四定位件分别设置于所述载板结构另一相对的两侧,所述第三定位件连接于所述载板结构,所述第四定位件连接于所述第二直线驱动件的输出端;
24.压料结构,包括第三直线驱动件和压料件,所述第三直线驱动件设置于所述载板结构,所述压料件连接于所述第三直线驱动件的输出端,所述第三直线驱动件能够驱动所述压料件升降。
25.本实用新型的有益效果为:
26.本实用新型通过y轴移动机构和z轴移动机构可以驱动第一视觉检测组件、第二视觉检测组件、第三视觉检测组件、第四视觉检测组件在y轴方向和z轴方向移动,通过x轴移动机构的设置可以驱动定位机构在x向移动,从而使第一视觉检测组件、第二视觉检测组件、第三视觉检测组件、第四视觉检测组件在检测产品时和待检测的产品位置对应,每个治具可以分别定位一个产品,通过第一视觉检测组件、第二视觉检测组件、第三视觉检测组件、第四视觉检测组件检测四个治具内的四个产品的长度和宽度,并通过线激光扫描组件对每个产品的高度进行检测,从而实现一次性检测四个产品的长度、宽度和高度,提高了检测的效率。
附图说明
27.图1是本实用新型具体实施方式提供的手机中框尺寸检测装置的立体图图;
28.图2是本实用新型具体实施方式提供的检测机构的第一视角的立体图;
29.图3是本实用新型具体实施方式提供的检测机构的第二视角的立体图;
30.图4是本实用新型具体实施方式提供的定位机构的立体图;
31.图5是本实用新型具体实施方式提供的定位有手机中框的治具的立体图;
32.图6是本实用新型具体实施方式提供的载板结构的爆炸图。
33.图中:
34.100、手机中框;
35.1、机架;
36.2、y轴移动机构;
37.3、支架;
38.4、z轴移动机构;
39.5、安装架;51、第一安装板;52、第二安装板;53、第三安装板;54、第四安装板;55、第五安装板;
40.6、检测机构;61、第一视觉检测组件;62、第二视觉检测组件;63、第三视觉检测组件;64、第四视觉检测组件;65、线激光扫描组件;651、激光传感器;652、y轴移动结构;
41.7、x轴移动机构;
42.8、定位机构;81、旋转驱动组件;811、底板;82、治具;821、载板结构;8211、支座;8212、定位安装板;8213、载板本体;822、定位组件;8221、第一定位结构;82211、第一直线驱动件;82212、第一定位件;82213、第二定位件;8222、第二定位结构;82221、第二直线驱动件;82222、第三定位件;82223、第四定位件;8223、压料结构。
具体实施方式
43.下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
44.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置。
45.除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
46.除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一特征和第二特征直接接触,也可以包括第一特征和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一
特征水平高度小于第二特征。
47.下面结合附图图1-图6并通过具体实施方式来进一步说明本实用新型的技术方案。
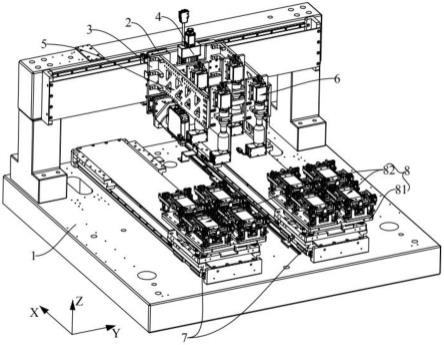
48.本实施例提供了一种手机中框尺寸检测装置,如图1至图3所示,手机中框尺寸检测装置包括机架1、y轴移动机构2、支架3、z轴移动机构4、安装架5、检测机构6、x轴移动机构7和定位机构8。y轴移动机构2设置于机架1,支架3连接于y轴移动机构2的输出端,z轴移动机构4连接于支架3。安装架5连接于z轴移动机构4的输出端,检测机构6包括分别连接于安装架5的第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、第四视觉检测组件64和线激光扫描组件65,第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、第四视觉检测组件64呈矩形阵列分布,线激光扫描组件65连接于安装架5。x轴移动机构7和定位机构8均设置于检测机构6下方,定位机构8连接于x轴移动机构7的输出端,定位机构8包括旋转驱动组件81和四个治具82,四个治具82分别连接于旋转驱动组件81的输出端,四个治具82呈矩形阵列分布。
49.详细地,第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、第四视觉检测组件64可以分别先后检测一个产品的长度或高度中的一个,通过旋转驱动组件81驱动四个治具82旋转90度,再分别检测一个产品的长度或高度中的另一个。当然,也可以先利用第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、第四视觉检测组件64中的两个检测分别检测两个产品的长度,另外两个分别检测产品宽度。然后,第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、第四视觉检测组件64再按照上述方法检测另外两个产品的长度和宽度。具体的检测方式,本领域的技术人员可以根据需要设置,在此不进行限制。
50.本实施例中,通过y轴移动机构2和z轴移动机构4可以驱动第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、第四视觉检测组件64在y轴方向和z轴方向移动,通过x轴移动机构7的设置可以驱动定位机构8在x向移动,从而使第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、第四视觉检测组件64在检测产品时和待检测的产品位置对应,每个治具82可以分别定位一个产品,通过第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、第四视觉检测组件64检测四个治具82内的四个产品的长度和宽度,并通过线激光扫描组件65对每个产品的高度进行检测,从而实现一次性检测四个产品的长度、宽度和高度,提高了检测的效率。
51.在一些可选的实施例中,z轴移动机构4为直线模组,和/或x轴移动机构7为直线模组。即,z轴移动机构4和x轴移动机构7可以均为直线模组,或者z轴移动机构4和x轴移动机构7中的一个设置为直线模组,另一个可以设置为其他形式,在此不进行限制。
52.在一些可选的实施例中,第一视觉检测组件61包括第一ccd相机;和/或第二视觉检测组件62包括第二ccd相机;和/或第三视觉检测组件63包括第三ccd相机;和/或第四视觉检测组件64包括第四ccd相机。本实施例中优选地,第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63和第四视觉检测组件64均包括ccd相机。
53.如图2和图3所示,线激光扫描组件65包括两个激光传感器651和y轴移动结构652,y轴移动结构652连接于安装架5,两个激光传感器651中的一个连接于安装架5,另一个连接于y轴移动结构652的输出端。可以理解的是,以固定于安装架5上的激光传感器651对应于
一侧的两个治具82内的产品为基准,通过y轴移动结构652可以驱动另一个激光传感器651移动以使该激光传感器651对应于另一侧的两个治具82内的产品,从而能够实现对四个产品的高度检测。可选地,y轴移动结构652为直线模组。
54.为了便于第一视觉检测组件61、第二视觉检测组件62、第三视觉检测组件63、和第四视觉检测组件64,如图2和图3所示,安装架5包括第一安装板51、第二安装板52、第三安装板53、第四安装板54和第五安装板55,第一安装板51、第二安装板52、第三安装板53和第四安装板54依次连接围设成口形,第一安装板51连接于z轴移动机构4的输出端,第五安装板55设置于第一安装板51和第三安装板53之间,第一视觉检测组件61和第二视觉检测组件62分别连接于第三安装板53,第三视觉检测组件63和第四视觉检测组件64分别连接于第五安装板55。
55.进一步地,线激光扫描组件65设置于第一安装板51和第五安装板55之间,可以使本实施例中的手机中框尺寸检测装置的整体结构更紧凑。详细地,y轴移动结构652连接于第一安装板51,一个激光传感器651连接于y轴移动结构652的输出端,另一个激光传感器651连接于第一安装板51、第四安装板54或者第五安装板55。
56.如图1和图4所示,旋转驱动组件81包括旋转驱动件和底板811,旋转驱动件设置于x轴移动机构7的输出端。可选地,旋转驱动件为电机。底板811连接于旋转驱动件的输出端,四个治具82分别连接于底板811。详细地,四个治具82分别设置于底板811的顶部,通过底板811的设置能够便于四个治具82的安装,四个治具82内的四个产品的长度或宽度中的一个尺寸检测完成后,通过旋转驱动组件81将四个产品旋转90度,从而能够便于检测四个产品的长度或者宽度中的另一个。
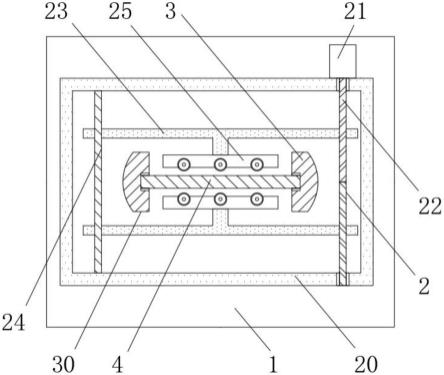
57.进一步地,如图4和图5所示,治具82包括载板结构821和定位组件822,载板结构821设置于底板811。定位组件822设置于载板结构821,定位组件822能够将产品定位于载板结构821。检测前,将产品放置于载板结构821,并通过定位组件822将产品定位,以便于保证后续检测结果的准确性。
58.在一些可选的实施例中,定位组件822包括第一定位结构8221、第二定位结构8222和压料结构8223,第一定位结构8221包括第一直线驱动件82211、第一定位件82212和第二定位件82213,第一直线驱动件82211设置于载板结构821,在x轴方向,第一定位件82212和第二定位件82213分别设置于载板结构821相对的两侧,第一定位件82212连接于载板结构821,第二定位件82213连接于第一直线驱动件82211的输出端。第二定位结构8222包括第二直线驱动件82221、第三定位件82222和第四定位件82223,第二直线驱动件82221设置于载板结构821,在y轴方向,第三定位件82222和第四定位件82223分别设置于载板结构821相对的两侧,第三定位件82222连接于载板结构821,第四定位件82223连接于第二直线驱动件82221的输出端。压料结构8223包括第三直线驱动件和压料件,第三直线驱动件设置于载板结构821,压料件连接于第三直线驱动件的输出端,第三直线驱动件能够驱动压料件升降。可选地,第三直线驱动件为旋转气缸,旋转气缸的缸体连接于载板结构821,压料件连接于旋转气缸的缸杆,旋转气缸驱动压料件上升时,同时能够带动压料件偏离载板结构821的定位面,以在将产品放置于载板结构821的定位面上时实现避让。详细地,将产品放置于载板结构821后,第一直线驱动件82211驱动第二定位件82213移动,以使第二定位件82213驱动产品抵靠于第一定位件82212,第二直线驱动件82221驱动第四定位件82223移动,以使第四
定位件82223驱动产品使产品抵靠于第三定位件82222,通过第一定位件82212、第二定位件82213、第三定位件82222、第四定位件82223的配合可以限制产品在水平方向上的四个自由度,最后通过第三直线驱动件驱动压料件压接在产品上限制产品z向的自由度,从而将产品夹紧。在一些可选的实施例中,第一直线驱动件82211、第二直线驱动件82221和第三直线驱动件均包括气缸。第一定位件82212、第二定位件82213、第三定位件82222和第四定位件82223均包括至少一个定位块和至少一个定位柱,每个定位柱设置于一个定位块,通过定位柱的柱面和产品接触实现对产品的定位,产品和定位柱为线接触,可以减小第一定位件82212、第二定位件82213、第三定位件82222和第四定位件82223的定位面,便于加工。
59.进一步地,如图5和图6所示,载板结构821结构包括由下向上依次设置的支座8211、定位安装板8212、载板本体8213,第一定位件82212和第三定位件82222均连接于定位安装板8212,定位安装板8212的侧壁上设置有刻度,能够便于调节定位件的位置,手机中框100放置于载板本体8213上。
60.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。