1.本实用新型属于吊运大孔型工装模具技术领域,尤其是一种适用安全吊运冷轧两辊大孔型的工装模具。
背景技术:
2.目前,冷轧机设备换型过程中最常见的就是更换孔型,而换型孔型总成包括轴承,孔型,轴承座,同步齿轮,压盖及螺丝等,如280轧机其孔型总成重量达5.8吨,重量极大,而传统更换孔型的步骤为:先采用2条钢丝绳套在两边的孔型轴承座上,然后缓慢拉动钢丝进行孔型的更换。
3.但实际操作中,孔型设备的形状不规则,钢丝绳在吊运过程中很难精准找到平衡点,吊运的孔型下落安装到机架底部时会因为位置的不正确倾斜卡在机架内,整个过程需要多次调整造成时间浪费,其安装效率极低且精度不高,在更换孔型的过程中也存在严重安全隐患。
4.因此为了解决上述问题,提供了一种结构简单、使用方便、精准度更高、提高孔型换型的时间效率适用安全吊运冷轧两辊大孔型的工装模具。
技术实现要素:
5.本实用新型是为了克服上述现有技术中的缺陷,提供一种能快速更换安装、精准度更高、安全的吊运冷轧两辊大孔型的工装模具。
6.为了达到以上目的,本实用新型所采用的技术方案是:一种适用安全吊运冷轧两辊大孔型的工装模具,包括左平面、右平面,左平面、右平面通过吊具连接;包括孔型,孔型的两端布设左轴承座、右轴承座,左轴承座、右轴承座的上端形成第一平面、第二平面;左平面、右平面固设在第一平面、第二平面上,吊具的上端布设吊装孔。
7.作为本实用新型的一种优选方案,所述右轴承座远离孔型的一端通过主轴连接同步齿轮。
8.作为本实用新型的一种优选方案,所述主轴依次穿过左轴承座、孔型、右轴承座、同步齿轮。
9.作为本实用新型的一种优选方案,所述左平面、右平面上各布设有若干圆孔,第一平面、第二平面上布设有与之相适配的螺纹孔,左平面、右平面与第一平面、第二平面螺纹连接。
10.作为本实用新型的一种优选方案,所述左平面、右平面上的圆孔数量一致,左平面、右平面各布设有4个。
11.作为本实用新型的一种优选方案,所述吊具位于左平面、右平面的中间位置,吊具的下端还形成槽口。
12.作为本实用新型的一种优选方案,所述吊具与左平面、右平面之间还布设支撑板。
13.作为本实用新型的一种优选方案,所述吊装孔上安装吊钩。
14.作为本实用新型的一种优选方案,所述吊装孔偏离吊具中心位置,吊装孔靠近同步齿轮方向布设。
15.作为本实用新型的一种优选方案,所述左平面、右平面、吊具由45#钢板裁剪而成。
16.本实用新型的有益效果是:
17.本实用新型相较于传统的钢丝绳吊运结构,采用左平面、右平面与孔型总成稳定连接,并通过偏离吊具中心的吊装孔对孔型总成进行起吊,该结构在吊运过程中找到平衡点,孔型总成不易被倾斜卡在机架内,大大提高孔型换型时间效率,整个吊具结构简单、使用方便快捷,稳定性高,同时,吊具、左平面、右平面、支撑板的材料选择和高强度的连接也进一步保证了使用时的安全。
附图说明
18.图1是本实用新型的结构示意图;
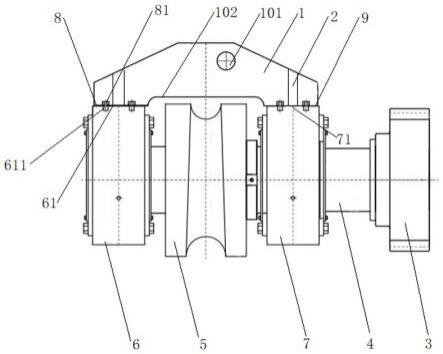
19.图中附图标记:吊具1,支撑板2,同步齿轮3,主轴4,孔型5,左轴承座6,右轴承座7,左平面8,右平面9,第一平面61,第二平面71,圆孔81,吊装孔101,槽口102,螺纹孔611。
具体实施方式
20.下面结合附图对本实用新型实施例作详细说明。
21.如图1所示,一种适用安全吊运冷轧两辊大孔型的工装模具,包括左平面8、右平面9,左平面8、右平面9通过吊具1连接;包括孔型5,孔型5的两端布设左轴承座6、右轴承座7,左轴承座6、右轴承座7的上端形成第一平面61、第二平面71;左平面8、右平面9固设在第一平面61、第二平面71上,吊具1的上端布设吊装孔101。
22.右轴承座7远离孔型5的一端通过主轴4连接同步齿轮3;主轴4依次穿过左轴承座6、孔型5、右轴承座7、同步齿轮3,基于同步齿轮3的设立,吊装孔101偏离吊具1中心位置,吊装孔101靠近同步齿轮3方向布设,吊装孔101通过卸扣与吊钩连接,以280轧机为例,在多次平衡实验下,确定了吊装孔101位置位于吊具1中心线偏右160mm。
23.左平面8、右平面9上各布设有若干圆孔81,圆孔81优选为¢36*75的椭圆孔,第一平面61、第二平面71上布设有与之相适配的螺纹孔611,所述螺纹孔611优选¢38mm,左平面8、右平面9与第一平面61、第二平面71通过高强度螺柱螺纹连接。左平面8、右平面9上的圆孔81各为4个且均位于左平面8、右平面9中心位置,4个圆孔81两个为一组左右对称布设在左平面8、右平面9上。
24.吊具1位于左平面8、右平面9的中间位置;吊具1与左平面8、右平面9之间还布设支撑板2,吊具1与左平面8、右平面9焊接连接,支撑板2与吊具1、左平面8、右平面9焊接连接。
25.左平面8、右平面9、吊具1、支撑板2均由厚30mm的45#钢板裁剪而成,左平面8、右平面9的尺寸优选为300mmx250mm;吊具1的尺寸优选为1100mmx250mm,其上部去角,下端切割形成槽口102,槽口102的设立避免吊具1与孔型5干涉;支撑板2的尺寸优选为140mmx140mm,以上裁剪的钢板需进行调质处理,确保硬度控制在hb 212
‑‑
225,调质处理后对需钻孔的钢板进行钻孔,对钻孔完毕的左平面8、右平面9、吊具1、支撑板2进行专业的焊接,保证吊运工具的强度,进一步,确保了吊运工具使用的安全。
26.具体实施一种适用安全吊运冷轧两辊大孔型的工装模具时:作业人员将左平面8、
右平面9的圆孔81与第一平面61、第二平面71的螺纹孔611相对应并通过高强度螺栓拧紧,吊钩在卸扣的辅助下钩住吊装孔101对孔型总成进行吊起,通过结构的改进后,280轧机的更换孔型从原来的4小时变成了2小时,有效地提高了更换孔型的时间,进一步地提高了作业时的安全性。
27.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现;因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
28.尽管本文较多地使用了图中附图标记:吊具1,支撑板2,同步齿轮3,主轴4,孔型5,左轴承座6,右轴承座7,左平面8,右平面9,第一平面61,第二平面71,圆孔81,吊装孔101,槽口102,螺纹孔611等术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
技术特征:
1.一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:包括左平面(8)、右平面(9),左平面(8)、右平面(9)通过吊具(1)连接;包括孔型(5),孔型(5)的两端布设左轴承座(6)、右轴承座(7),左轴承座(6)、右轴承座(7)的上端形成第一平面(61)、第二平面(71);左平面(8)、右平面(9)固设在第一平面(61)、第二平面(71)上,吊具(1)的上端布设吊装孔(101)。2.根据权利要求1所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述右轴承座(7)远离孔型(5)的一端通过主轴(4)连接同步齿轮(3)。3.根据权利要求2所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述主轴(4)依次穿过左轴承座(6)、孔型(5)、右轴承座(7)、同步齿轮(3)。4.根据权利要求1所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述左平面(8)、右平面(9)上各布设有若干圆孔(81),第一平面(61)、第二平面(71)上布设有与之相适配的螺纹孔(611),左平面(8)、右平面(9)与第一平面(61)、第二平面(71)螺纹连接。5.根据权利要求4所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述左平面(8)、右平面(9)上的圆孔(81)数量一致,左平面(8)、右平面(9)各布设有4个。6.根据权利要求1所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述吊具(1)位于左平面(8)、右平面(9)的中间位置,吊具(1)的下端还形成槽口(102)。7.根据权利要求6所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述吊具(1)与左平面(8)、右平面(9)之间还布设支撑板(12)。8.根据权利要求1所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述吊装孔(101)上安装吊钩。9.根据权利要求8所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述吊装孔(101)偏离吊具(1)中心位置,吊装孔(101)靠近同步齿轮(3)方向布设。10.根据权利要求1所述的一种适用安全吊运冷轧两辊大孔型的工装模具,其特征在于:所述左平面(8)、右平面(9)、吊具(1)由45#钢板裁剪而成。
技术总结
一种适用安全吊运冷轧两辊大孔型的工装模具,包括左平面、右平面,左平面、右平面通过吊具连接;包括孔型,孔型的两端布设左轴承座、右轴承座,左轴承座、右轴承座的上端形成第一平面、第二平面;左平面、右平面固设在第一平面、第二平面上,吊具的上端布设吊装孔,本实用新型相较于传统的钢丝绳吊运结构,采用左平面、右平面与孔型总成连接,并通过偏离吊具中心的吊装孔对孔型总成进行起吊,该结构在吊运过程中找到平衡点,孔型总成不易被倾斜卡在机架内,大大提高孔型换型时间效率,整个吊具结构简单,使用方便快捷,安全性高。安全性高。安全性高。
技术研发人员:计章权 陈斌辉 沈建 夏培根 裴敏男 蔡卫康
受保护的技术使用者:浙江久立特材科技股份有限公司
技术研发日:2022.02.24
技术公布日:2022/7/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。