1.本发明涉及绕线机技术领域,特别涉及一种多线绕pin系统。
背景技术:
2.线圈通常指呈环形的导线绕组,最常见的线圈有马达线圈、电感线圈、以及变压器线圈等等。线圈具有多个引脚而线圈上的引线需要对应的缠绕各各引脚上。现有技术的pin脚绕制一般是通过机械手夹住导线,然后进行绕线运动将导线绕制到引脚上,如专利号为cn201810992207.x专利名称为网络变压器引脚自动缠绕引线设备及其绕线方法,该技术方案通过电动镊子下移并闭合,夹住起始引线;再通过驱动机构微调滑块,使电动镊子位于起始引线对应的引脚旁边,控制器控制转动装置正转n圈,使得电动镊子绕引脚转动n圈,将引线缠绕到对应的引脚上;电动镊子张开,伸缩装置收回,使电动镊子脱离引线,转动装置反转n圈复位。但是直接通过机械手绕制引脚,难以控制导线的张力程度,导线容易断掉。同时机械手一般是夹住导线的末端,中间段的导线难以绷直,使得整体动作幅度大。而且在绕制时由于导线因一圈一圈的绕制会逐渐缩短,使得机械手在圆周运动的同时还要逐渐缩小运动范围,不便于进行控制绕线行程,难以保证绕线质量。
技术实现要素:
3.有鉴于此,本发明提供了一种多线绕pin系统,以解决上述技术问题。
4.一种多线绕pin系统,其包括一个机台,至少一个载具板,以及至少一个设置在所述机台上的绕线机构。所述载具板上设有至少一个线圈,以及一排设置在所述载具板一侧的夹线夹。所述线圈具有六个引脚且从所述线圈上引出有六根导线,所述导线一端与所述线圈连接,另一端夹设在所述夹线夹上。所述绕线机构包括一个设置在所述机台上的三轴移动组件,至少一个设置在所述三轴移动组件的绕线组件,一个设置在所述三轴移动组件上的垂直移动组件,以及至少一个设置在所述垂直移动组件上的夹线组件。所述绕线组件包括一个设置在所述三轴移动组件上的z轴移动气缸,一个设置在所述z轴移动气缸上的第一气动夹爪,以及两个设置在所述第一气动夹爪上的两半式线嘴。所述第一气动夹爪驱动两个所述两半式线嘴相互拼合或分开,所述垂直移动组件和所述z轴移动气缸的移动方向相互平行。所述夹线组件包括一个设置在所述垂直移动组件上的x轴移动气缸,一个设置在所述x轴移动气缸上的第二气动夹爪,以及两个分别设置在所述第二气动夹爪上的夹块。所述夹块夹住导线,所述三轴移动组件驱动所述绕线机构移动到所述载具板的上方,将导线从所述夹线夹上移出并使导线竖直,所述x轴移动气缸驱动所述夹块朝所述绕线组件的方向移动同时两个所述两半式线嘴分开,使所述导线移入所述两半式线嘴中,然后所述两半式线嘴闭合,进行引脚的绕制。在绕线时所述绕线组件上移,所述夹线组件夹住导线的末端并下移。
5.进一步地,所述载具板上设有多个设置在所述夹线夹之间的弹簧。
6.进一步地,所述弹簧位于相邻的两个所述夹线夹之间。
7.进一步地,所述夹线夹设置在所述载具板朝向所述绕线机构的一侧。
8.进一步地,所述绕线组件与所述夹线组件的数量与所述线圈的数量相同。
9.进一步地,两个两半式线嘴相向设置的端面上设有过线孔,所述过线孔的中心轴垂直于所述线圈的引脚的中心轴。
10.进一步地,所述夹块夹持住所述夹线夹朝向所述线圈一侧的导线。
11.与现有技术相比,本发明提供的多线绕pin系统在绕线前,所述夹块会将所述导线移入所述两半式线嘴中,然后所述两半式线嘴闭合,使得导线穿设在所述过线孔中,从而使所述两半式线嘴夹住导线的中间部分,保证导线中间部分的位置。通过所述垂直移动组件和所述z轴移动气缸分别带动所述绕线组件和所述夹线组件z轴移动,而所述三轴移动机构可以带动所述绕线组件和所述夹线组件一起沿z轴移动,使得所述垂直移动组件和所述z轴移动气缸能双z轴移动,在绕线运动的同时所述绕线组件上移,所述夹线组件始终夹住导线的末端并逐渐下移,从而适应因绕制而缩短的导线并能始终拉紧导线,只需要在进行绕线运动的同时上下移动进行控制,更便于操作,提高绕线质量。
附图说明
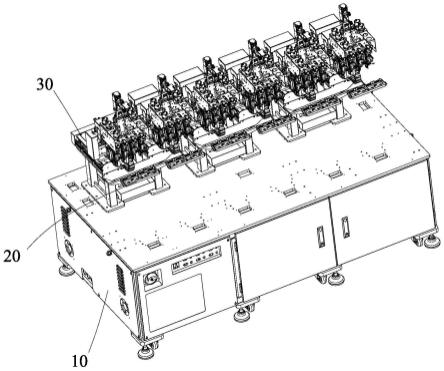
12.图1为本发明提供的一种多线绕pin系统的结构示意图。
13.图2为图1的多线绕pin系统所具有的载具板的结构示意图。
14.图3为图1的多线绕pin系统所具有的绕线机构和载具板的结构示意图。
15.图4为图1的多线绕pin系统所具有的绕线组件的结构示意图。
16.图5为图1的多线绕pin系统所具有的垂直移动组件和夹线组件的结构示意图。
17.图6为图1的多线绕pin系统喂线时的结构示意图。
具体实施方式
18.以下对本发明的具体实施例进行进一步详细说明。应当理解的是,此处对本发明实施例的说明并不用于限定本发明的保护范围。
19.如图1至图6所示,其为本发明提供的多线绕pin系统的结构示意图。所述多线绕pin系统包括一个机台10,至少一个载具板20,以及至少一个设置在所述机台10上的绕线机构30。可以想到的是,所述多线绕pin系统还包括其他的一些功能模块,如用于设置所述载具板20的夹持装置,线圈,以及传输组件等等,其为本领域技术人员所习知的技术,在此不再赘述。
20.所述机台10用于承载所述绕线机构30和绕线机的其他组件如用于固定所述载具板20的夹持装置,输送所述载具板20的输送装置等等,其应当为现有技术,在此不再赘述。
21.每一个所述载具板20通过一个设置在所述机台10上的外部夹持装置(图未示)固定。所述载具板20上设有至少一个线圈21,一排设置在所述载具板20一侧的夹线夹22,以及多个设置在所述夹线夹22之间的弹簧23。所述线圈21的数量可以根据实际需要而设置,在本实施例中,所述线圈21设有四个。所述线圈21具有六个引脚且从所述线圈21上引出有六根用于绕制到所述引脚上的导线,该导线一端与所述线圈21连接,另一端夹设在所述夹线夹22上,从而事前固定住导线,便于所述绕线机构30对其进行夹取,避免因为导线自然下垂而使所述绕线机构30不便于夹取。所述线圈21应当为现有技术,在此不再赘述。所述夹线夹
22设置在所述载具板20朝向所述绕线机构30的一侧。所述弹簧23位于相邻的两个所述夹线夹22之间。所述弹簧23用于提高所述夹线夹22的夹持效果并减少振动,防止在绕制一个引脚时所产生的振动和晃动,会导致其他导线从所述夹线夹22上掉落。
22.由于所述线圈21具有六个引脚,因此在本实施是设有六个绕线机构30来分别绕制六个引脚,所述绕线机构30的数量可以根据实际需要而设置,在此仅以一个绕线机构30进行说明。所述绕线机构30包括一个设置在所述机台10上的三轴移动组件31,至少一个设置在所述三轴移动组件31的绕线组件32,一个设置在所述三轴移动组件31上的垂直移动组件33,以及至少一个设置在所述垂直移动组件33上的夹线组件34。
23.所述三轴移动组件31用于带动所述绕线组件32和所述夹线组件34一起沿xyz三轴移动,xy轴移动能使所述绕线组件32围绕引脚转动进行绕线运动,而z轴移动可以进行高度的调节,使导线多圈绕在引脚上。所述三轴移动组件31应当为现有技术,在此不再赘述。
24.所述绕线组件32与所述夹线组件34的数量与所述线圈21的数量相同,由于在本实施中所述载具板20上的设有四个所述线圈21,因此为了同时加工四个所述线圈21,在本实施中所述绕线组件32与所述夹线组件34各设有四个。
25.所述绕线组件32包括一个设置在所述三轴移动组件31上的z轴移动气缸321,一个设置在所述z轴移动气缸322上的第一气动夹爪322,以及两个设置在所述第一气动夹爪322上的两半式线嘴323。
26.所述z轴移动气缸321用于带动所述两半式导针线嘴323垂直移动,所述第一气动夹爪322的两个输出端上分别设有所述两半式导针线嘴323,两个两半式线嘴323相向设置的端面上设有过线孔324,所述过线孔324的中心轴垂直于所述线圈21的引脚的中心轴。通过所述第一气动夹爪322带动两个所述两半式线嘴323相互拼合或分开,同时两个所述过线孔324也可以相互拼合或分开,以容纳或放开导线。当两个两半式线嘴323分开进行喂线时,所述夹线组件34会夹住导线并将导线移动到所述两半式线嘴323内,然后两个两半式线嘴323闭合,以实现导线的喂线,具体说明会在下面结合所述夹线组件34一起说明。
27.所述垂直移动组件33用于带动所述夹线组件34垂直移动,以调节所述夹线组件34的高度。所述垂直移动组件33和所述z轴移动气缸321的移动方向相互平行,使所述绕线组件32和所述夹线组件34分别进行z轴移动,而所述三轴移动机构31可以带动所述绕线组件32和所述夹线组件34一起沿z轴移动,使得所述垂直移动组件33和所述z轴移动气缸321能双z轴移动,在一起移动的同时分别进行移动。
28.所述夹线组件34位于所述绕线组件32的上方,所述夹线组件34包括一个设置在所述垂直移动组件33上的x轴移动气缸341,一个设置在所述x轴移动气缸341上的第二气动夹爪342,以及两个分别设置在所述第二气动夹爪342上的夹块343。
29.所述x轴移动气缸341的移动方向靠近或远离所述绕线组件32,从而控制所述夹块343夹持导线的位置,以将导线装入所述两半式线嘴323中。所述第二气动夹爪342带动两个所述夹块343闭合或分开,以夹持导线。所述夹块343夹持住所述夹线夹22朝向所述线圈21一侧的导线。
30.在绕线前,所述夹块343先夹持住所述夹线夹22朝向所述线圈21一侧的导线,由于此时导线与所述过线孔324的中心轴相互垂直无法直接装入,因此需要通过所述三轴移动组件31带动所述绕线机构30移动到所述载具板20的上方,将导线从所述夹线夹22上拔出并
使导线与所述载具板20的所在平面垂直,如图6所示。所述x轴移动气缸341带动所述夹块343朝所述绕线组件32的方向移动同时两个所述两半式线嘴323分开,使所述导线移入所述两半式线嘴323中,然后所述两半式线嘴323闭合,使得导线穿设在所述过线孔324中,完成导线的喂线。在绕线时,所述三轴移动组件31带动所述绕线机构30围绕引脚进行绕线运动,同时所述绕线组件32上移,以使导线多圈绕制在引脚上,而所述夹线组件34始终夹住导线的末端并逐渐下移,从而适应因绕制而缩短的导线并能始终拉紧导线。绕制完成后,所述两半式线嘴323打开,所述夹线组件34将多余的导线扯断。
31.与现有技术相比,本发明提供的多线绕pin系统在绕线前,所述夹块343会将所述导线移入所述两半式线嘴323中,然后所述两半式线嘴323闭合,使得导线穿设在所述过线孔324中,从而使所述两半式线嘴323夹住导线的中间部分,保证导线中间部分的位置。通过所述垂直移动组件33和所述z轴移动气缸321分别带动所述绕线组件32和所述夹线组件34z轴移动,而所述三轴移动机构31可以带动所述绕线组件32和所述夹线组件34一起沿z轴移动,使得所述垂直移动组件33和所述z轴移动气缸321能双z轴移动,在绕线运动的同时所述绕线组件32上移,所述夹线组件34始终夹住导线的末端并逐渐下移,从而适应因绕制而缩短的导线并能始终拉紧导线,只需要在进行绕线运动的同时上下移动进行控制,更便于操作,提高绕线质量。
32.以上仅为本发明的较佳实施例,并不用于局限本发明的保护范围,任何在本发明精神内的修改、等同替换或改进等,都涵盖在本发明的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。