1.本发明属于锂电池技术领域,尤其涉及一种圆柱型锂离子电池及其在线预化成工艺。
背景技术:
2.近年来,圆柱型锂离子电池被广泛应用在电动工具、电动自行车、轻型电动车等动力领域,锂离子电池特别是动力电池在运用过程中,需要考虑的首要因素是如何确保电池的安全性和一致性。目前,圆柱型锂离子电池一般采用钢壳机械封口方式。该种方式电池的壳体为负极,正极盖板注液后通过机械封口再与负极钢壳组装在一起,因而注液后的电池,不具备正负极电流通道,无法直接对电池进行预化成排气,造成电池在化成过程中所产生的气体留存在电池内部,形成一定的安全隐患,同时也扩大了电池个体之间性能的差异。目前个别具备开口化成功能的圆柱型锂离子电池,如授权公告号为cn 203398176u的专利文献公开了一种适合开口化成的电池盖帽结构,包括上盖板、防爆片、密封外圈和垫圈,所述上盖板的边缘设有盖板毛刺,防爆片的四周设有防爆片卷边,所述上盖板、防爆片、垫圈依次上下贴合在一起并凭借盖板毛刺和防爆片卷边铆合加固形成一组合体,所述密封外圈包覆在前述组合体的外边缘上,其特征在于:所述上盖板和防爆片在对应位置处分别设有第一、二贯穿圆孔,至少一密封塞安放在第一、二贯穿圆孔中。专利授权号为cn201298566y的专利文献公开了一种圆柱型电池开口化成辅助密封装置,包括弹性材料制作的下端半圆环、连杆和上端压板;使用时下端半圆环卡接在圆形电池上,利用下端半圆环和电池之间的摩擦力使上端压板压在注液孔上面的密封软体上,达到了辅助密封的目的。上述现有技术的结构复杂,制作成本昂贵,不易推广使用。专利授权号为cn211295154u的专利文献公开了一种可开口化成的钢壳圆柱型锂离子电池,涉及锂离子电池技术领域,包括盖帽、钢壳和卷芯,其特征在于:所述钢壳的底部设有小孔,电解液通过小孔注入,化成过程中小孔朝上,所产生气体可从小孔排出,化成结束后,采用挤压封口的方式,实现钢珠与小孔的密封,提高了电池的安全性和一致性,需要封装后再将电池转置进行注液、封口,生产流程繁琐,效率较低。
技术实现要素:
3.本发明的目的在于克服上述技术的不足,而提供一种圆柱型锂离子电池及其在线预化成工艺,将圆柱型锂离子电池的正、负极置于电池底部位置,可以方便其在注液后直接进行预化成,并将预化成时产生的气体从电池壳体上方排出,确保电池的安全性能。
4.本发明为实现上述目的,采用以下技术方案:一种圆柱型锂离子电池,包括电池壳、绝缘密封圈、正极柱和极组,所述电池壳底部中心设有贯穿圆孔,所述贯穿圆孔中依次放置绝缘密封圈和极柱,所述电池壳与正极柱通过绝缘密封圈进行绝缘,构成同侧设置正、负极结构的圆柱型锂离子电池,所述电池壳内设有极组,所述极组与电池焊接呈整体结构。
5.所述贯穿圆孔直径为φ5mm-φ14mm。
6.所述圆柱型锂离子电池的在线预化成工艺,正、负极置于电池底部同侧端位置的圆柱型锂离子电池,注液后直接传送至在线预化成工位,在线预化成时,通过调整排气真空度及排气负压装置,可以将产生的气体排出,具体步骤如下:
7.1)在电池壳底部贯穿圆孔中依次放置绝缘密封圈和正极柱,将极组通过焊接装配在电池壳体内,组装成同侧设置正、负极的圆柱型锂离子电池;
8.2)将电池壳上口朝上放置于电池托盘内,对电池进行注液;
9.3)注液后的电池直接传送至在线预化成工位,进行预化成,并通过调整排气真空度,将产生的气体排出;
10.4)放上盖板,电池封口。
11.进一步地,步骤3)所述在线预化成时,电池托盘的电池底部下方位置设有左侧探针和右侧探针,左侧探针与壳体连接,右侧探针与电池正极柱连接。
12.进一步地,步骤3)所述在线预化成时,电池壳上口呈开口状态,开口的电池壳与排气负压装置连接,电池在预化成时排出的气体可通过设备上方的排气负压装置排出。
13.有益效果:与现有技术相比,电池注液后可直接在线进行预化成,防止电池壳发生腐蚀;电池预化成时电池处于开口状态,预化成过程产生的气体可直接通过负压装置排出,从而减少其对电池造成安全隐患的可能性;电池预化成后可直接扣上盖进行密封,无需二次封口等繁琐的流程。
附图说明
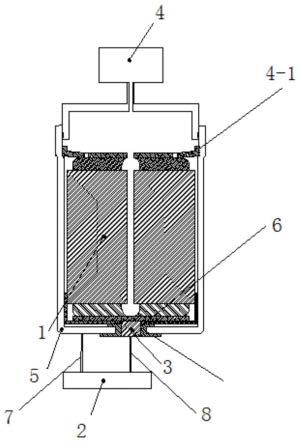
14.图1是本发明的在线预化成工艺方法示意剖面图;
15.图2是在线预化成托盘上圆形锂离子电池的位置剖视示意图。
16.图中:1、极组,2、预化成设备,3、正极柱,4、排气负压装置,4-1、密封圈,5、电池壳,5-1、贯穿圆孔,6、绝缘密封圈,7、左侧探针,8、右侧探针,9、电池托盘,10、未封口电池。
具体实施方式
17.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行详细描述。需要说明的是,在不冲突的情况下,本技术的实施方式及实施方式中的特征可以相互组合。在下面的描述中阐述了很多具体细节以便于充分理解本发明,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
18.在本发明的各实施例中,为了便于描述而非限制本发明,本发明专利申请说明书以及权利要求书中使用的术语"连接"并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。"上"、"下"、"下方"、"左"、"右"等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也相应地改变。
19.详见附图,本实施例提供了一种圆柱型锂离子电池,包括电池壳5、绝缘密封圈6、正极柱3和极组1,所述电池壳底部中心设有贯穿圆孔5-1,所述贯穿圆孔中依次放置绝缘密
封圈和极柱,所述电池壳与正极柱通过绝缘密封圈进行绝缘,构成同侧设置正、负极结构的圆柱型锂离子电池,所述电池壳内设有极组,所述极组与电池焊接呈整体结构。所述贯穿圆孔直径为φ5-14mm。本实施例贯穿圆孔直径为φ10mm。
20.上述圆柱型锂离子电池的在线预化成工艺,正、负极置于电池底部位置的圆柱型锂离子电池,注液后直接传送至在线预化成工位,在线预化成时,通过调整排气真空度,可以将产生的气体排出,具体步骤如下:
21.1)在电池壳底部贯穿圆孔中依次放置绝缘密封圈和正极柱,将极组通过焊接装配在电池壳体内,组装成同侧设置正、负极的圆柱型锂离子电池;
22.2)将电池壳上口朝上放置于电池托盘内,对电池进行注液;
23.3)注液后的电池直接传送至在线预化成工位,进行预化成,通过调整排气真空度-35kpa—-90kpa,将产生的气体排出,所述在线预化成时,电池壳上口呈开口状态,开口的电池壳与排气负压装置连接,电池在预化成时排出的气体可通过设备上方的排气负压装置4排出;在线预化成时,电池托盘的电池底部下方位置设有左侧探针7和右侧探针8,左侧探针与壳体连接,右侧探针与电池正极柱连接。
24.4)放上盖板,电池封口。
25.实施例
26.如图2所示,在注液前将电池口向上放置于预化成设备2的电池托盘9内,一个电池托盘内可以放置若干只未封口电池10。对电池进行注液,注液后传送至在线预化成工序,将排气负压装置接头插入电池壳上口内,通过接头上的密封圈4-1与电池内部连通,在电池托盘的每支电池底部位置上有两根探针,图中左侧探针7与壳体相连,右侧探针8连接电池正极柱,电池朝上进行在线预化成流程,产生的气体通过电池上端的排气负压装置将气体进行去除,完成后,将排气负压装置的接头抽离,探针下沉,电池托盘转运至下一工序进行封口。
27.本发明的工作原理
28.将传统的圆柱型锂离子电池正极柱设置在电池底部与负极同侧,既可满足注液后的电池具备电流通道,又可满足电池处于开口状态,预化成过程产生的气体可直接通过排气负压装置排出,电池预化成后可直接扣上盖进行密封,无需二次封口等繁琐的流程。
29.上述参照实施例对该一种圆柱型锂离子电池及其在线预化成工艺进行的详细描述,是说明性的而不是限定性的,可按照所限定范围列举出若干个实施例,因此在不脱离本发明总体构思下的变化和修改,应属本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
