1.本发明属于加热板技术领域,具体涉及一种基于蚀刻工艺的超薄加热板及其制备方法。
背景技术:
2.随着节能高效的大力推进和半导体技术的迅猛发展,电力电子设备的小型化、集成化、节能化趋势明显,也推动着发热材料的小型化发展。现有的电发热体主要有三类:金属发热材料(金属丝或金属片)、电热膜(碳基油墨或涂层)和碳纤维发热材料。常规的电热合金丝通常选用铁铬铝合金和镍铬合金等金属材料。电热合金丝的优势在于电阻率高、耐蚀性好、价格实惠,可以在极高的温度下使用,并承载很大的表面负荷,且高温氧化后仍保持较高的辐射率。其中,蚀刻式的金属发热体线路一致性更好,对于需要温度控制均匀的面发热体更加适合。
3.针对金属发热材料,现有技术进行了诸多研究:如专利cn213280131u发明了一种铁铬铝发热板。其发热层厚度为0.02-0.03mm,复合在两层聚酰亚胺膜之间,利用聚酰亚胺膜层的机械强度、电绝缘性和阻燃性等特性对发热金属层起到较好的绝缘保护;专利cn109618429b发明了耐温250℃的金属箔发热片,其通过在热固性聚酰亚胺薄膜表面涂覆热熔性的聚酰胺酸液体得到了带有粘性的聚酰亚胺薄膜。最终也是在金属箔的表面复合了带粘性的聚酰亚胺薄膜制成了整个发热片;专利cn209488833u发明了一种蚀刻发热片,其在蚀刻出的电阻槽内填充电阻浆液,使得铜片和电阻浆液构成发热片的发热机构。整个电热片可拆卸地安装在预设固定槽的云母板内,云母板起到绝缘和耐高温的作用。专利cn205723871u发明了一种铝板蚀刻芯片电池加热片,其金属发热层可以达到1.0mm,绝缘层同样采用了聚酰亚胺膜材料。专利cn104795128a发明了一种无铅电阻浆料,采用丝网印刷技术将电阻浆料印刷于微晶玻璃板上,经一定烧结后制成微晶玻璃发热板,膜厚13μm,通过浆料组分配比调节,实现多种用途。该方法工艺繁琐,原料种类繁多,成本较高,但其使用寿命长,电热利用效率高,体积小,也在一些小型加热器件上得到应用。
4.综上,传统的金属发热片多采用聚酰亚胺材料或云母片作为外覆层,该两种类型的发热片也缺陷明显:一方面,传统利用聚酰亚胺材料绝缘的金属箔发热片存在使用温度低的问题;另一方面,加热片和云母片等具有优异绝缘耐温性能的基材的结合方式也有待加强。同时,金属发热体的厚度还有待进一步减薄。
5.硅化物因其高熔点低电阻而成为制备大规模集成电路的关键材料之一,主要用作电路的欧姆接触和电极引线。硅化物中,硅化钛的电阻率最低,熔点也相对较高,且与si集成工艺兼容,被广泛用于超大规模集成电路中的金属氧化物半导体场效应晶体管(mosfet)、动态随机存储器(dram)中的接触和互连的制造当中。
6.活性金属钎焊技术(amb)可实现将陶瓷片和铜片通过活性金属焊料真空烧结而焊接成一体,amb覆铜陶瓷板具有高导热和高绝缘的特性,主要应用于大功率及发热较大的半导体模块及功率半导体器件。利用amb的现有工艺,通过焊料厚度和成分的调整,可以使焊
料层中产生包括硅化钛层在内的导电层,利用其低电阻率和高熔点,基于amb成熟的蚀刻工艺,可以实现电阻率低、绝缘强度高、发热均匀并且发热体和绝缘材料结合强度高的超薄加热板。
技术实现要素:
7.本发明为解决上述技术问题进行,利用amb制作发热板的可行性,提供一种基于蚀刻工艺的超薄加热板。该加热板发热体厚度超薄,发热均匀,并且发热体为真空烧结生成,与陶瓷绝缘基板之间具有极高的剥离强度。
8.本发明所依据的原理如下:在amb的制造工艺过程中,铜箔和陶瓷绝缘基板通过含钛的金属箔片真空烧结形成钎焊后的覆铜陶瓷基板,烧结过程中会形成含有硅化钛的焊接层,焊接层适宜的导电性能以及和陶瓷绝缘基板优良的连接强度使得其可以作为发热材料使用。该方法利用焊接层作为发热材料为开发新型性能优异的发热材料提供了新思路,对设计高可靠性的发热材料具有重要意义。
9.为了实现上述目的,本发明所采用的技术方案如下:
10.本发明的第一方面,提供了基于蚀刻工艺的超薄加热板,具有如下技术特征:包括导电发热片以及设置在该导电发热片图形层上的高导热陶瓷均温板。其中,导电发热片上带有铜电极,并且铜电极上接有引线;导电发热片由陶瓷绝缘基板、焊料、铜箔三者叠层后经高温真空烧结并经图形化工艺处理而成。
11.优选的,本发明提供的基于蚀刻工艺的超薄加热板中,陶瓷绝缘基板为氮化硅瓷片,厚度为0.2-1.0mm,绝缘强度大于20kv/mm,热导率大于80w/m
·
k。
12.优选的,本发明提供的基于蚀刻工艺的超薄加热板中,导电发热片由陶瓷绝缘基板、焊料、铜箔三者叠层后经amb工艺烧结而成。
13.优选的,本发明提供的基于蚀刻工艺的超薄加热板中,焊料为含钛的金属箔片,厚度为3-15μm,和氮化硅瓷片及铜箔叠层,经过真空烧结反应后形成焊接层;焊接层的厚度与原始箔片的厚度基本一致,电阻率为1.5-5
×
10-6
ω
·
m,通过调节焊料的成分及铜箔的厚度来调整焊接层成分,进而调节电阻率。
14.优选的,本发明提供的基于蚀刻工艺的超薄加热板中,陶瓷绝缘基板和焊接层之间的剥离强度大于25000gf/in。
15.优选的,本发明提供的基于蚀刻工艺的超薄加热板中,高导热陶瓷均温板为氮化铝瓷片,热导率大于170w/m
·
k,绝缘强度大于20kv/mm,高导热能力确保了整个板面温度的均匀性。
16.本发明的第二方面,提供了上述基于蚀刻工艺的超薄加热板的制备方法,包括如下步骤:
17.s1)母板制备:将陶瓷绝缘基板、焊料、铜箔三者叠片,放入真空烧结炉中进行真空活性钎焊,温度为700-940℃,真空度小于0.01pa,烧结时间为60-540min;
18.s2)焊接层图形化:将s1制备的覆铜陶瓷板作为母板,母板经图形化工艺制备出图形化的焊接层,此时其表面结合有薄铜;
19.s3)导电发热片制备:在所需铜电极位置丝印湿膜覆盖并烘干,再次进行铜蚀刻、退膜并防氧化处理,得到图形化的焊接层并带有铜电极,使得陶瓷绝缘基板、图形化焊接
层、铜电极三者形成一体,作为导电发热片;
20.s4)发热板制备:导电发热片与高导热陶瓷均温板覆合,并接出引线。
21.本发明的加热板结构和工艺设计与现有技术对比,具有如下有益效果:
22.厚度方面,本发明中的超薄加热板,整体厚度超薄,低于15μm,可大大减小整体器件的体积;
23.强度方面,导电发热片由陶瓷绝缘基板、焊料、铜箔三者叠层后经高温真空烧结并经图形化工艺处理而成,发热体和绝缘且导热的陶瓷片之间结合紧密,剥离强度极高,大于25000gf/in,保证了整体加热板的耐温性和冷热循环性能;
24.发热性能方面,本发明使用高熔点低电阻的amb焊接层作为发热体,可在400℃以下持续使用,焊接层的电阻率为1.5-5
×
10-6
ω
·
m,克服了传统利用聚酰亚胺材料绝缘的金属箔发热片存在的使用温度低的缺陷;
25.发热均匀性方面,上表面所用材料为高导热的氮化铝陶瓷,热导率大于170w/m
·
k,可保证发热的均匀性。
附图说明
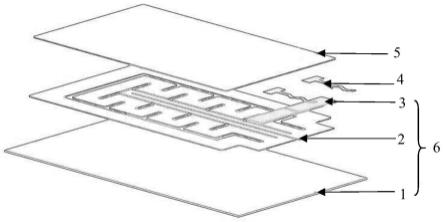
26.图1为本发明实施例中超薄加热板的爆炸示意图。
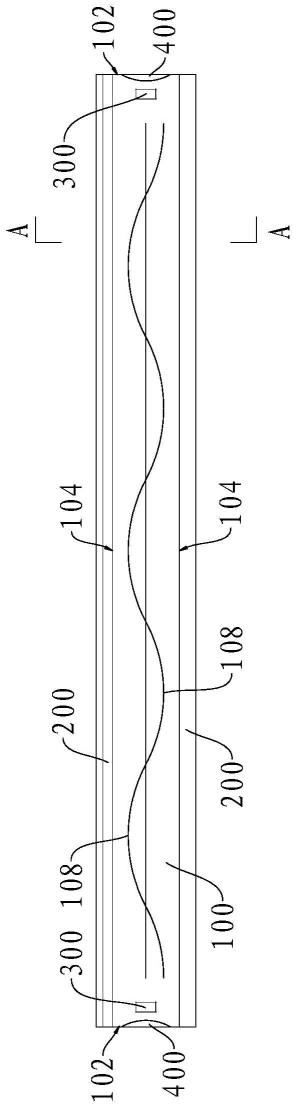
27.图2为本发明实施例中超薄加热板的截面示意图。
28.图3为本发明实施例中超薄加热板的制备工艺流程。
具体实施方式
29.下面结合本发明实施例对本发明的实施作详细说明,以下实施例是在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体操作过程,但本发明的保护范围不限于下述的实施例。
30.一、基于蚀刻工艺的超薄加热板结构
31.根据图1和图2,本实施例中的超薄加热板包括陶瓷绝缘基板1、焊接层2、铜电极3、引线4、高导热陶瓷均温板5。为了便于理解,图2展示了超薄加热板的截面示意图,引线4从铜电极3上引出。
32.陶瓷绝缘基板1、焊接层2、铜电极3组成导电发热片6,该导电发热片由陶瓷绝缘基板1、焊料、铜箔3三者叠层后经amb工艺高温真空烧结并经图形化工艺处理而成。
33.陶瓷绝缘基板1为氮化硅瓷片,厚度为0.2-1.0mm,绝缘强度大于20kv/mm,热导率大于80w/m
·
k。
34.焊料为含钛的金属箔片,厚度为3-15μm,和氮化硅瓷片及铜箔叠层,经过真空烧结反应后形成焊接层2;焊接层的厚度与原始箔片的厚度基本一致,电阻率为1.5-5
×
10-6
ω
·
m,可在400℃以下持续使用。通过调节焊料的成分及铜箔的厚度来调整焊接层成分,进而调节电阻率。
35.烧结后,陶瓷绝缘基板和焊接层之间的剥离强度大于25000gf/in,确保了加热板的冷热冲击可靠性。
36.高导热陶瓷均温板5为氮化铝瓷片,热导率大于170w/m
·
k,绝缘强度大于20kv/mm,高导热能力确保了整个板面温度的均匀性。
37.二、超薄加热板制备
38.整个加热板的制作工艺参照了现有的amb覆铜陶瓷基板工艺,如图3所示,整体制作工艺分为以下三个步骤:
39.步骤一、将陶瓷绝缘基板、焊料、铜箔三者叠片,放入真空烧结炉中进行真空活性钎焊,温度为700-940℃,真空度小于0.01pa,烧结时间为60-540min。将制备得到的覆铜陶瓷板作为母板。所用陶瓷绝缘基板为厚度0.32mm的氮化硅陶瓷,焊料为厚度12μm的主成分钛的箔片,铜箔为厚度0.3mm的ofhc铜。
40.步骤二、在母板上贴上感光膜并在特定菲林下曝光,经曝光、显影、铜蚀刻、退膜、焊层蚀刻,制备出图形化的焊接层,此时其表面结合有薄铜。在所需铜电极位置丝网印刷湿膜并烘干,再次进行铜蚀刻并退膜,将除电极位置之外的铜去除,之后进行防氧化处理,得到图形化的焊接层2并带有铜电极3,故陶瓷绝缘基板1、图形化焊接层2、铜电极3三者形成一体,作为导电发热板;
41.步骤三、将发热板和高导热陶瓷均温板5组合并从铜电极3处接出引线4。该高导热陶瓷均温板为厚度0.5mm的氮化铝陶瓷。
42.本实施例提供的超薄加热板具有如下技术效果:
43.厚度方面,本发明中的超薄加热板,整体厚度超薄,低于15μm,可大大减小整体器件的体积;
44.强度方面,导电发热片由陶瓷绝缘基板、焊料、铜箔三者叠层后经高温真空烧结并经图形化工艺处理而成,发热体和绝缘且导热的陶瓷片之间结合紧密,剥离强度极高,大于25000gf/in,保证了整体加热板的耐温性和冷热循环性能;
45.发热性能方面,本发明使用高熔点低电阻的amb焊接层作为发热体,可在400℃以下持续使用,焊接层的电阻率为1.5-5
×
10-6
ω
·
m,克服了传统利用聚酰亚胺材料绝缘的金属箔发热片存在的使用温度低的缺陷;
46.发热均匀性方面,上表面所用材料为高导热的氮化铝陶瓷,热导率大于170w/m
·
k,可保证发热的均匀性。
47.以上已对本发明创造的较佳实施例进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明创造精神的前提下还可作出种种的等同的变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。