1.本实用新型属于图像采集处理领域,具体涉及一种用于晶圆的高精度图像采集处理装置。
背景技术:
2.本部分的陈述仅仅是提供了与本实用新型相关的背景技术信息,不必然构成在先技术。
3.晶圆是指制作硅半导体电路所用的硅晶片,其原始材料是硅,高纯度的多晶硅溶解后掺入硅晶体晶种,然后慢慢拉出,形成圆柱形的单晶硅,硅晶棒在经过研磨、抛光、切片后,形成硅晶圆片,也就是晶圆,主要用来生产集成电路;随着集成电路制造技术的飞速发展,晶圆表面缺陷已成为影响其良率的主要原因,因此,晶圆表面缺陷的检测是工艺过程中的重要一环。
4.现有的晶圆缺陷检测装置,通常是采集晶圆表面的图像,传输到服务器上进行深度学习,智能识别晶圆缺陷;在这个检测过程中,采集到的图像的质量,关系到缺陷识别的精确度。
5.专利“一种半导体晶圆缺陷检测设备及检测方法”(申请号:202110982843.6)通过光学头配合工业相机采集晶圆表面的扫描图像,接收扫描图像后,对扫描图像进行缺陷检测,然后根据缺陷检测的分析结果从不同的成像检测方式中选择出最佳成像检测方式,但此方法只能从固定的观察倍数下采集,不能调整观察倍数,导致结果具有不准确性。
6.专利“一种半导体生产用晶圆缺陷检测机”(申请号:202110040720.0)提出通过转盘带动多个晶圆快速变换工位,利用ccd高清数字摄像机捕捉图像,可进行连续的缺陷检测,晶圆缺陷检测效率有所提升,但正是由于变换速度过快,在采集图像时,仅能采集到粗略的全局图像,许多需要一定放大倍数才能看到的缺陷,如微管和位错就不能被检测到,导致检测结果不理想。
技术实现要素:
7.本实用新型为了解决上述问题,提出了一种用于晶圆的高精度图像采集处理装置,本实用新型涉及高精度线性电动载物台和高清晰度高采样率的工业相机,能采集多个角度多个观察倍数下的局部晶圆图像,并合成高精度全局细节图像,能更好地应对多种检测状况,为晶圆的缺陷检测提供高精度全局细节图像,提高晶圆缺陷检测的准确性和高效性。
8.为了实现上述目的,本实用新型采用如下技术方案:
9.本实用新型第一方面提供了一种用于晶圆的高精度图像采集处理装置。
10.一种用于晶圆的高精度图像采集处理装置,包括成像装置、控制装置和图像处理装置;
11.成像装置包括ccd工业相机、光学显微镜、电动载物台和成像光源,所述ccd工业相
机设置在光学显微镜的上方,所述光学显微镜搭配大倍数的物镜头,所述电动载物台放置在光学显微镜下方,所述成像光源固定在电动载物台的斜上方;
12.所述控制装置连接成像装置,所述图像处理装置与控制装置相连。
13.作为进一步的限定,所述控制装置,包括电机驱动器、rs485接口、plc控制器、hub集线器;
14.所述电动载物台和电机驱动器与plc的io控制器相连,再通过rs485接口连入hub集线器,之后与ccd工业相机一同连接到计算机,通过计算机程序控制成像装置在电动载物台的移动配合下,装置采集晶圆不同位置的多张局部高精度图像,并将采集的图像上传到图像处理装置进行处理。
15.作为进一步的限定,图像处理装置包括高性能工控机、高清显示器、操作键盘鼠标和可上下拉动的移动机械臂支架。
16.作为进一步的限定,所述ccd工业相机像素为1600万,采集帧率为60fps,采集分辨率为1080p。
17.作为进一步的限定,所述光学显微镜搭载10-1000倍的放大范围。
18.作为进一步的限定,所述电动载物台包括载物台和高精度线性移动模组,高精度线性移动模组xy行程为100mm,采用交叉滚子导轨,主要材料为铝合金,中心负载15kg,重复精度3um,绝对精度10um,直线度5um,平行度20um,驱动电压在dc12-24v。
19.作为进一步的限定,所述成像光源包括亮场光源和暗场光源,所述亮场光源为晶圆表面提供亮场照明,所述暗场光源为晶圆表面提供不同角度的暗场照明。
20.作为进一步的限定,所述亮场光源包括第一发光源、第二发光源和第三发光源。
21.作为进一步的限定,所述第一发光源、第二发光源和第三发光源可以是led光源、氙灯或卤素灯。
22.作为进一步的限定,所述暗场光源为具有四个角度(0
°
、90
°
、180
°
、270
°
)的方位角和四个角度(45
°
、51
°
、58
°
、61
°
)的入射角的环形白光led灯。
23.与现有技术相比,本实用新型的有益效果是:
24.本实用新型使用定制的高精度线性电动载物台和高清晰度高采样率的工业相机,能采集多个角度多个观察倍数下的晶圆图像,在图像采集和合成时能得到更加细致的结果,为晶圆的缺陷检测提供高精度全局细节图像。
25.本实用新型中使用了10-1000倍的可选放大范围,精细度高,能更好地应对多种情况的多种缺陷检测,能为多种缺陷的识别提供合适分辨率的图像。
26.本实用新型中使用了可控调节的成像光源以及定制的可上下拉动的移动机械臂支架,使得操作人员在使用时能更好的进行自我调节,达到最舒适的操作体验。
27.本实用新型中采集检测图像信息时,由于精度高,需要一定的采集时间,故为高性能工控机使用了ups电源,结合电控装置,能在遇到紧急停电等问题时,提供稳定的电能输入,极大程度的保障数据信息安全。
附图说明
28.构成本实用新型的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限
定。
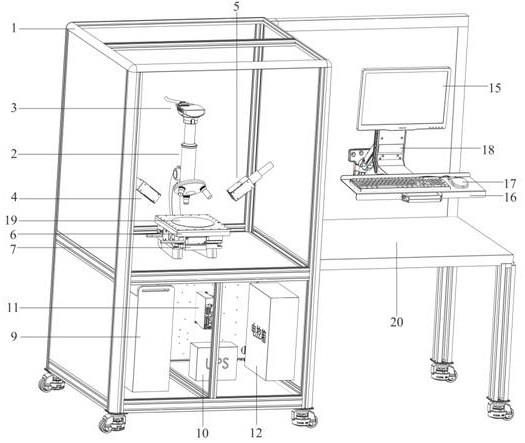
29.图1为本实用新型实施例提供的高精度图像采集处理装置的立体结构示意图。
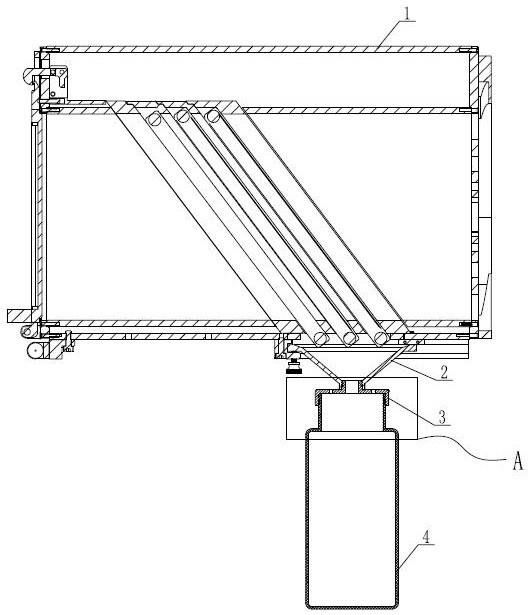
30.图2为本实用新型实施例提供的高精度图像采集处理装置第一视角的结构示意图。
31.图3为本实用新型实施例提供的高精度图像采集处理装置第二视角的结构示意图。
32.图中,1、检测机柜,2、光学显微镜,3、ccd工业相机,4、亮场光源,5、暗场光源,6、电动载物台,7、高精度线性移动模组,8、控制电路板,9、高性能工控机,10、ups电源,11、电机驱动器,12、电控箱,13、rs485接口,14、plc控制器,15、高清显示器,16、带握把的托架,17、操作键盘鼠标,18、可上下拉动的移动机械臂支架,19、晶圆,20、操作台。
33.具体实施方式:
34.下面结合附图与实施例对本实用新型作进一步说明。
35.应该指出,以下详细说明都是例示性的,旨在对本实用新型提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本实用新型所属技术领域的普通技术人员通常理解的相同含义。
36.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本实用新型的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
37.在本实用新型中,术语如“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“侧”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本实用新型各部件或元件结构关系而确定的关系词,并非特指本实用新型中任一部件或元件,不能理解为对本实用新型的限制。
38.本实用新型中,术语如“固接”、“相连”、“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本实用新型中的具体含义,不能理解为对本实用新型的限制。
39.实施例1:
40.本实用新型实施例1提供了一种用于晶圆的高精度图像采集处理装置,如图1、图2、图3所示,包括检测机柜1、成像装置、控制装置、图像处理装置。
41.所述检测机柜1分三块区域放置成像装置、控制装置、图像处理装置。
42.所述成像装置包括ccd工业相机3、光学显微镜2、电动载物台6和成像光源。
43.所述ccd工业相机3设置在光学显微镜2的上方,用于采集放置在电动载物台6上的晶圆18表面的扫描图像,并将扫描图像发送给图像处理装置。
44.所述光学显微镜2搭配大倍数的物镜头,用于对晶圆的表面进行扫描成像。
45.所述电动载物台6放置在光学显微镜2下方,通过控制装置控制移动,在指定放大倍数下,配合光学显微镜2进行图像的高精度移动扫描。
46.所述ccd工业相机3像素为1600万,采集帧率为60fps,采集分辨率为1080p,所述光学显微镜2搭载10-1000倍的放大范围,所述电动载物台6包括载物台和高精度线性移动模
组7,高精度线性移动模组7xy行程为100mm,采用交叉滚子导轨,主要材料为铝合金,中心负载15kg,重复精度3um,绝对精度10um,直线度5um,平行度20um,驱动电压在dc12-24v。
47.所述成像光源包括亮场光源4和暗场光源5,所述亮场光源4为晶圆表面提供亮场照明,所述暗场光源5为晶圆表面提供不同角度的暗场照明。
48.所述亮场光源4包括第一发光源、第二发光源和第三发光源。
49.所述第一发光源、第二发光源和第三发光源可以是led光源、氙灯或卤素灯等。
50.所述暗场光源5为具有四个角度(0
°
、90
°
、180
°
、270
°
)的方位角和四个角度(45
°
、51
°
、58
°
、61
°
)的入射角的环形白光led灯。
51.所述控制装置分别与成像装置和图像处理装置相连,控制成像装置采集晶圆不同位置的多张局部高精度图像,并将采集的图像上传到图像处理装置进行处理。
52.所述控制装置包括plc控制器14、电机驱动器11、整流器、大滤波器、小滤波器、rs485接口13、hub集线器、电控箱12和ups电源10。
53.电动载物台6和电机驱动器11与plc控制器14的io控制器相连,再通过rs485接口13连入hub集线器,之后与ccd工业相机3一同连接到计算机,通过计算机程序控制装置。
54.在工作时,分为两个模式:
55.模式一(拍摄和移动异步进行):在不同的放大倍数下,通过计算机控制电机驱动器11来驱动电动载物台6移动不同的距离,完成操作后发送指令给计算机,计算机再调用ccd工业相机3拍摄采集。
56.模式二(拍摄和移动同步进行):在不同的放大倍数下,通过计算机设置好拍摄间隔,如60fps切出一帧图像保存为采集图像,同时计算机控制电动载物台6移动相应的距离。
57.其他的如整流器、滤波器等组件,不涉及控制的具体执行,仅用作交流电转直流电等物理转换。
58.所述图像处理装置用于接收局部高精度图像,合成高精度全局细节图像,用于为缺陷检测提供晶圆图像。
59.图像处理装置包括高性能工控机9、高清显示器15、操作键盘鼠标17和定制的可上下拉动的移动机械臂支架18。
60.本实施例中高精度图像采集处理装置的具体工作步骤如下:
61.(1)打开设备电源,启动控制电路、ups电源、高性能工控机等,调节好成像光源和成像装置的相关参数,特别是设置放大倍数,调整聚焦,保证能采集到高精度图像。
62.(2)启动程序,通过控制装置控制电动载物台6的移动,配合ccd工业相机3,采集晶圆表面的多张局部图像,将采集好的局部图像按坐标数组进行顺序命名,存储到高性能工控机上。
63.(3)采集完成后,高性能工控机对接收到的图像数据进行预处理操作,例如图片的滤波、边缘检测、深度估计、阈值分割、二值化和形态学处理等。
64.(4)通过命名数组判断图片是否属于同一行或列,对同一行或列的两两图片进行图像拼接,经过多轮两两拼接,最终合成一张高精度全局细节图像。
65.(5)将原始的局部图像及合成的高精度全局细节图像显示在显示器。
66.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则
之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
67.上述虽然结合附图对本实用新型的具体实施方式进行了描述,但并非对本实用新型保护范围的限制,所属领域技术人员应该明白,在本实用新型的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本实用新型的保护范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。