1.本发明属于激光超声非接触检测领域,具体为一种基于激光超声理论的金属应力分布检测系统。
背景技术:
2.随着时代的发展,科技的进步,世界上出现了越来越多的新材料和新工艺。这些新材料不仅促使了科技的进一步发展,更让人类过上了更好的生活,但如何对新材料的性质和特征进行实时监控,又给当代科研人员提出了一大难题,由于无损检测技术具有非破坏性,所以相比于其他有损测量方法,无损检测技术无疑在现代生产生活中是更为实用的,该技术以计算机科学技术、机械工程、材料学、物理学等学科为基础。而且无损检测技术在过去的一段时间内,随着各类系统和装备的使用,在各个行业都获得了极高的评价与认同,可以说经过二十多年的发展,无损检测已经成为中国工业所必不可少的技术。
3.超声检测技术的优势在于,有较低的成本和极快的速度还有灵敏度高、检测范围广、检测深度大、方向性强等一系列优点。
4.正因为使用超声检测技术有这些好处,所以它在厚度测量、生物科学、物理学等领域有着不可取代的作用。
5.当激光入射到金属表面时,会产生表面波。该超声波在材料内不断反射、折射后被接收器接受,通过分析接受后的信号,从而得到材料的厚度、应力、缺陷等信息。用实验去测量制造部件的残余应力的方法包括钻孔法、x射线衍射法、磁测法等等。钻孔法多应用于测量焊接结构中残余应力分布,但是,这将涉及一个材料分离或切割的过程,这可能会损害结构的完整性。因此,它是具有破坏性的,即使它相对成本较低,这也极大地限制了其现场测试中的应用。环芯方法可以评估样品中深达5-7mm的应力,比钻孔法更深。然而,它对样品造成了更多的损害。x射线衍射法虽然是无损的测量方法,但x射线衍射法仅应用于材料表面的残余应力测量。此外,还需要进行适当的抛光等步骤。磁测法对材料施加磁场来测量材料的残余应力,通过把应力的变换量转化为可以测量的电量来得到金属的应力。但是,磁测法也有一定的局限性,它只能用于铁磁性材料的测量。
技术实现要素:
6.本发明的目的在于提出了一种基于激光超声理论的金属应力分布检测系统。
7.为实现上述目的,本发明采取如下技术方案:一种基于激光超声理论的金属应力分布检测系统,包括激光发射模块、分光镜、衰减片、透镜、光电探测器、激光超声检测装置以及信号采集与处理模块,且被设置为:
8.激光发射模块发出激光经过分光镜分成两束光,一束光经过透镜入射到金属样品表面,通过激光超声装置采集金属样品上的信号并传递到信号采集与处理模块,另一束光经过衰减片后,经光电探测器采集传递到信号采集与处理模块,信号采集与处理模块对采集的信号进行处理,获得金属应力分布。
9.优选地,所述激光发射模块采用第一nd:yag激光器,所述第一nd:yag激光器波长为1064nm。
10.优选地,所述激光超声检测装置采用光折变晶体双波混合干涉仪,包括第二 nd:yag激光器、第一二分之一波片、第一偏振分光棱镜(pbs1)、第二偏振分光棱镜、第三偏振分光棱镜、光折变晶体(prc)、第一四分之一波片、第二四分之一波片、显微物镜、光电探测器,且被设置为:
11.第二nd:yag激光器发出的激光,经过第一二分之一波片、第二偏振分光棱镜、第二四分之一波片和显微物镜入射到金属样品上;
12.从金属样品表面反射回来的信号光束按原光路通过第二偏振分光棱镜,聚焦到光折变晶体(prc),反射回的信号光和参考光在光折变晶体(prc)的同一位置重叠;两束光在光折变晶体内部相互干涉然后发生双波混合,后经过光折变晶体后出来的包含着参考光的信号光经过第一四分之一波片和第三偏振分光棱镜上,入射到光电探测器上。
13.本发明与现有技术相比,其显著优点为:本发明基于声弹性效应,通过对在材料中传播的超声波速度进行精确测量来完成应力的测量,超声波方向性好,穿透性强且无损。
附图说明
14.图1为光折变晶体双波混合干涉仪的原理图。
15.图2为光折变晶体双波混合干涉仪的结构示意图。
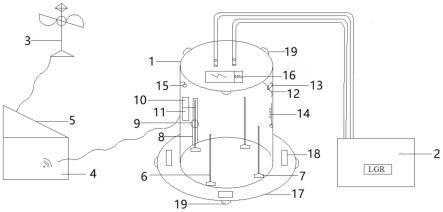
16.图3为基于激光超声理论的金属应力分布检测系统原理图。
17.图4为样品模型。
18.图5为样品表面沿x轴扫描所获取时域信号。
19.图6为以第一点为基准,在扫描线上的声速分布示意图。
20.图7为声速分布示意图。
21.图8为把图7中每一列取出来得到的时域信号示意图。
22.图9为沿样品表面扫描点的归一化应力分布示意图。
具体实施方式
23.如图3所示,一种基于激光超声理论的金属应力分布检测系统,包括激光发射模块、分光镜、衰减片、透镜、光电探测器、激光超声检测装置以及信号采集与处理模块,且被设置为:
24.激光发射模块发出激光经过分光镜分成两束光,一束光经过透镜入射到金属样品表面,并通过激光超声装置采集金属样品上的信号并传递到信号采集与处理模块,另一束光经过衰减片后,通过光电探测器,然后经由信号采集与处理模块进行信号的采集与处理。
25.进一步的实施例中,所述激光发射模块采用第一nd:yag激光器,所述第一 nd:yag激光器波长为1064nm。
26.如图1所示,进一步的实施例中,所述激光超声检测装置采用光折变晶体双波混合干涉仪,包括第二nd:yag激光器、第一二分之一波片(hwp1)、第二二分之一波片(hwp2)、第三二分之一波片(hwp3)、第一偏振分光棱镜(pbs1)、第二偏振分光棱镜(pbs2)、第三偏振分光棱镜(pbs3)、光折变晶体(prc)、第一四分之一波片(qwp1)、第二四分之一波片(qwp2)、显
微物镜(mo)、光电探测器(d),且被设置为:
27.第二nd:yag激光器发出的激光,首先经过第一二分之一波片(hwp1),再经过第一偏振分光棱镜(pbs1)被分为信号光束与参考光束。然后参考光在经过一个第二二分之一波片(hwp2),再被反射镜反射进入光折变晶体(prc)中。而信号光则先经由反射镜反射,依次通过第三二分之一波片(hwp3)、第二偏振分光棱镜 (pbs2)、第二四分之一波片(qwp2)和显微物镜(mo)入射到金属样品上;
28.从金属样品表面反射回来的信号光束按原光路通过第二偏振分光棱镜 (pbs2),聚焦到光折变晶体(prc),反射回的信号光和参考光在光折变晶体(prc) 的同一位置重叠;两束光在光折变晶体内部相互干涉然后发生双波混合。然后经过光折变晶体后出来的包含着参考光的信号光经过第一四分之一波片(qwp1)和第三偏振分光棱镜(pbs3)上,再入射到光电探测器(d)上。最后利用光电探测器(d)进行检测超声信号。
29.第二nd:yag激光器、第一二分之一波片(hwp1)以及第一偏振分光棱镜(pbs1) 位于同一光轴上,且第一偏振分光棱镜(pbs1)将激光分成信号光束和参考光束。金属样品、显微物镜(mo)、第二四分之一波片(qwp2)、第二偏振分光棱镜(pbs2)、光折变晶体(prc)、第三偏振分光棱镜(pbs3)、第一四分之一波片(qwp1)和光电探测器(d)位于同一光轴上。在第二偏振分光棱镜(pbs2)和金属样品之间加入第二四分之一波片(qwp2)和显微物镜(mo),第二四分之一波片(qwp2) 不仅可以用来调节入射到样品表面的信号光的偏振方向,而且当信号光返回时,还可以继续调整其方向使光束能够完全通过第二偏振分光棱镜(pbs2)到达光折变晶体,然后与参考光在光折变晶体内部形成干涉。而显微物镜(mo)可以将光束聚集成一个光点,使探测更加准确,光学系统会压缩反射回来的信号光束,使其大小与参考光大体一致,再经过各种光学元件进入到光折变晶体。
30.具体地,第二nd:yag激光器的作用是发射激光,分束器的作用是将入射而来的激光分为两束光,光折变晶体的作用是使两束光发生双波混合,而之所以会产生高效干涉,是因为发生了双波混合之后参考光会更好的匹配信号光,高效干涉的优点是可以测量金属试块表面微小的形变,而且不会受到传播路径微小改变和样品移动的影响,所以该干涉仪具有较高的信噪比。
31.具体地,信号采集与处理模块包括示波器、计算机软件labview、三维移动平台(电机)。计算机软件labview控制三维移动平台的运动以及处理示波器采集的数据,样品安装在三维移动平台上,方便沿着样品x方向一条线上,不同位置采集一系列表面波信号。
32.本发明的检测原理为:
33.超声波残余应力测量方法是基于声弹性效应。在焊缝中,产生的残余应力会改变瑞利波的移动速度,这对应于不同的材料应力状态。如图4所示。传感器可收集仅在ξ1方向(焊缝方向)上传播的瑞利波。假设瑞利波可以在焊接板表面自由传播。为了简化,假设板厚度方向ξ3上的应力为零的平面应力条件。因此,仅考虑两个应力分量,纵向ξ1的σ
11
和横向ξ2的σ
22
。基于焊接钢板厚度方向的自由边界条件,该假设是有效的。本发明只考虑主应力分量σ
11
和σ
22
,因为假设瑞利波速变化与材料剪切应力无关。
34.tekriwal和mazumder推导出了声波速度对两种主要状态情况的依赖性。瑞利波在各向同性材料的自由表面(ξ
1-ξ2平面)上沿ξ1方向传播的速度变化可能与以下方程式中的双轴应力状态有关:
[0035][0036]
其中vr是瑞利波速,δvr是无应力固体和应力介质之间瑞利波速的变化。β1和β2是纵向和横向方向上的声弹性常数。该方程提供了具有两个材料基常数的应力固体中的瑞利波速变化。从这个方程中还可以看出,忽略了剪切应力对薄焊接板中瑞利波传播的效应。
[0037]
在纵向上的焊接诱导的残余应力σ
11
大大于横向应力σ
22
。另外,如果传播方向沿着ξ1前进,则材料系数β2小于β1。因此,由横向应力分量引起的瑞利波速变化可以忽略不计。在这种情况下,在方程(1)中所示的瑞利波的传播速度的变化可以简化并表示如下:
[0038][0039]
其中,δvr是瑞利波速的变化,是无应力区域内的瑞利波速。a是与材料相关的声弹性系数,可以由材料的二阶和三阶弹性常系数来确定。表示瑞利波传播速度的相对变化。
[0040]
从方程(2)可以很容易地看出,波动速度的增加表示拉伸剩余应力状态,减小表示压缩应力状态。如果将距离确定为d0,瑞利波速度的相对变化对应于tof,的相对变化。因此,tof变化可与应力状态相关,如下:
[0041][0042]
其中
[0043][0044]
表示瑞利波在无应力钢板的ξ1方向上传播的tof,tr表示在焊接区ξ1的方向上传播的tof。
[0045]
从方程(1)和(2)来看,瑞利波速的变化线性地依赖于沿焊缝方向的残余应力状态的大小。利用光折变晶体双波混合干涉仪间接对沿距离d0行进的瑞利波的tof进行测量。声动弹性常数a连接了速度变化和纵向残余应力。通过将速度测量数据除以最大值来实现一个归一化程序。通过标准化的瑞利波的速度变化分布,可以得到焊接引起的残差应力。
[0046]
利用本发明,沿着样品x方向一条线上,不同位置取的一系列表面波信号,每个信号都可提取出表面波波峰从激发点到达探测点的时间tr,由于样品的应力分布未知,以第一个测量点的声速(vr)为基准,其他点相对第一点归一化对到达时间,做同样处理从而计算出这条线上以第一点为基础所得到的应力分布,r指瑞利波的波峰位置。
[0047]
图5指的是样品上某一点所获取的声波时域信号,用示波器取得信号,纵坐标是信号强度,单位为v,横坐标为时间,实验中我们取振幅最大的峰值(圈所示)对应的时间tr。
[0048]
图6是把所有的沿x轴上每一点获得的信号,合并在一起的图。横轴为位置 (单位m),纵轴为时间(单位s),颜色为信号强度。把这张图上每一列的像素取出来,都会得到一张如第一张一样的时域信号图。
[0049]
应力分布的计算方式为:把图7中每一列取出来,得到一张跟图2一样的时域信号,
然后计算该时域信号中最高峰(表面波)到达的时间tr,再根据该点声速
[0050][0051]
得出每一点的声速后,再根据下式计算应力分布:
[0052][0053][0054]
沿样品表面扫描点的归一化应力分布如图8所示。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。