1.本发明涉及发动机燃油总管技术领域,具体为一种发动机燃油总管的焊接装置及其使用方法。
背景技术:
2.燃油总管是指向燃烧室燃油喷嘴供油的主管路,发动机燃油总管的焊接质量和加工技术要求较高,工艺复杂,品控严格,传统针对燃油总管的焊接方法依然为手动焊接。
3.现有技术中,如中国专利号为:cn112091373a的“一种燃油总管焊接收缩变形控制装置及方法”,装置包括定位座,挡销和压块,定位座上端面为台阶面,第一台阶平面上开有挡销孔,第二台阶平面上开有螺纹孔,连接面将第一台阶平面和第二台阶平面相连,且连接面位于燃油总管外径上差对应的圆周上;挡销包括销子主体和椭圆形截面的头部,销子主体置于挡销孔中,头部位于第一台阶平面上方;压块通过螺栓连接在第二台阶平面上,压块的长度大于第二台阶平面的长度;挡销与螺栓的连线与燃油总管的径向线重合,且挡销到燃油总管中心的径向距离小于螺栓到燃油总管中心的径向距离。本发明解决了燃油总管焊接收缩变形的技术瓶颈问题。
4.现有技术中,该焊接方式导致焊接前的调整时间较长,导致燃油总管的制造周期变长,在手工焊接的过程中,需要先对燃油总管进行定位,然后采用手工进行点焊固定,手工定位焊接时增加了定位难度,导致焊接精度低。
5.所以我们提出了一种发动机燃油总管的焊接装置,以便于解决上述中提出的问题。
技术实现要素:
6.本发明的目的在于提供一种发动机燃油总管的焊接装置,以解决上述背景技术提出的该焊接方式导致焊接前的调整时间较长,导致燃油总管的制造周期变长,在手工焊接的过程中,需要先对燃油总管进行定位,然后采用手工进行点焊固定,手工定位焊接时增加了定位难度,导致焊接精度低问题,本发明通过设置固定夹具,弹性片和压缩弹簧均具有弹性,弹性片在压缩弹簧的弹力作用下可以使中间的燃油总管固定住,同时避免磨损燃油总管,固定夹具可以自动对燃油总管进行固定,不需要手动定位,避免手动定位造成焊接精度低,通过设置焊接组件,电动推杆带动燃油总管和焊接组件移动,驱动电机使控制组件沿着驱动环内侧滑动,焊接头对燃油总管的焊接端进行焊接,通过固定夹具和焊接组件结合设置,提高焊接精准度和焊接质量,同时提高焊接效率。
7.为实现上述目的,本发明提供如下技术方案:一种发动机燃油总管的焊接装置,包括固定装置和焊接设备,所述固定装置的顶部与焊接设备的底部两端固定安装,所述固定装置包括支撑架、焊接台和操控台,所述焊接设备包括固定杆、液压驱动、顶杆、驱动杆、开合控制器、焊接组件和连接杆,所述开合控制器的底部设置有固定夹具,所述固定夹具包括安装板、转动杆、加固杆和弹性片,所述安装板的底部两端对称设置有两个转动组块,所述
加固杆的两端对称固定连接有两个弧形片,两个所述弧形片的内侧均匀设置有多个压缩弹簧,所述压缩弹簧的内侧与弹性片的一侧活动连接,所述转动杆的顶部与转动组块的底部转动连接,其中一个所述弧形片的外侧与转动杆的底部固定安装,所述开合控制器的底部固定连接有连接杆,所述连接杆的底部与安装板的顶部固定安装,所述焊接组件包括组装连杆、驱动电机、驱动环和控制组件,所述驱动电机的顶部与组装连杆的底部固定安装,所述驱动电机的底部与驱动环的顶部固定安装,所述驱动环的内侧设置有伸缩杆,所述伸缩杆的底部与控制组件的顶部活动连接,所述控制组件的底部设置有焊接头。
8.优选的,所述焊接台的顶部一端开设有固定槽,所述固定槽的顶部两侧对称固定连接有两个挡板,所述焊接台的底部与支撑架的顶部固定安装。
9.优选的,所述焊接台的顶部两端对称固定连接有四个支撑杆,所述焊接台的顶部与操控台的底部固定安装。
10.优选的,所述驱动杆的一端与液压驱动的一端固定安装,所述驱动杆的另一端活动连接有电动推杆。
11.优选的,所述开合控制器的顶部与电动推杆的底部固定安装,所述组装连杆的顶部与电动推杆的一端固定安装。
12.优选的,所述顶杆的两端与支撑杆的顶部固定安装,所述顶杆的一端与液压驱动的一端固定安装。
13.优选的,所述固定杆的一端与液压驱动的一端固定安装,所述固定杆的另一端与顶杆的顶部固定安装。
14.优选的,所述驱动杆的顶部与顶杆的底部固定安装,所述操控台的前侧设置有控制按钮。
15.一种发动机燃油总管的焊接装置的使用方法,包括以下步骤:s1、将发动机组件固定在固定槽内,将燃油总管放置在两侧加固杆内侧,通过操控台控制开合控制器,开合控制器通过连接杆控制底部转动杆向内侧转动,带动两端弧形片和弹性片向内侧移动,弹性片将燃油总管夹住;s2、根据该燃油总管的焊接位置,调整焊接组件,通过伸缩杆可以调节控制组件的高度,同时焊接头可以转动方向,调整好焊接组件后可以开始焊接;s3、开启液压驱动,通过操控台控制液压驱动,液压驱动通过驱动杆控制电动推杆向内侧移动,电动推杆使固定夹具、燃油总管和焊接组件移动,燃油总管抵达发动机组件一侧时,电动推杆停止移动;s4、再通过操控台打开焊接头,再通过操控台控制驱动电机,驱动电机使控制组件沿着驱动环内侧滑动,从而使焊接头对燃油总管的焊接端进行焊接,焊接完成后松开弧形片,取下燃油总管和发动机组件即可。
16.与现有技术相比,本发明的有益效果是:1、通过设置操控台和固定夹具,开合控制器控制弧形片和弹性片向内侧移动,弹性片和压缩弹簧均具有弹性,弹性片在压缩弹簧的弹力作用下可以使中间的燃油总管固定住,同时弹性片和压缩弹簧可以避免磨损燃油总管,固定夹具可以自动对燃油总管进行固定,不需要手动定位,避免晃动,避免传统的手动定位导致的焊接精度低的问题;2、通过设置焊接组件,电动推杆带动固定夹具、燃油总管和焊接组件移动,驱动电
机使控制组件沿着驱动环内侧滑动,从而使焊接头对燃油总管的焊接端进行焊接,通过固定夹具和焊接组件结合设置,采用自动化的焊接方式将燃油总管和发动机组件进行焊接,提高焊接精准度和焊接质量,同时提高焊接效率。
附图说明
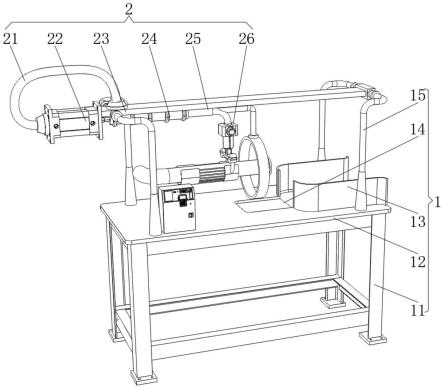
17.图1为本发明一种发动机燃油总管的焊接装置的立体图;图2为本发明一种发动机燃油总管的焊接装置的后侧立体图;图3为本发明一种发动机燃油总管的焊接装置的焊接设备结构立体图;图4为本发明一种发动机燃油总管的焊接装置的图3中a处的细节放大图;图5为本发明一种发动机燃油总管的焊接装置的固定夹具的结构示意图;图6为本发明一种发动机燃油总管的焊接装置的固定夹具的侧视图;图7为本发明一种发动机燃油总管的焊接装置的焊接组件的结构示意图;图8为本发明一种发动机燃油总管的焊接装置的焊接组件的侧视图。
18.图中:1、固定装置;2、焊接设备;11、支撑架;12、焊接台;13、挡板;14、固定槽;15、支撑杆;16、操控台;21、固定杆;22、液压驱动;23、顶杆;24、驱动杆;25、电动推杆;26、开合控制器;27、焊接组件;28、连接杆;29、固定夹具;291、安装板;292、转动组块;293、转动杆;294、弧形片;295、加固杆;296、压缩弹簧;297、弹性片;271、组装连杆;272、驱动电机;273、驱动环;274、控制组件;275、焊接头;276、伸缩杆。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施条例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.参照图1-8所示:一种发动机燃油总管的焊接装置,包括固定装置1和焊接设备2,固定装置1的顶部与焊接设备2的底部两端固定安装,固定装置1包括支撑架11、焊接台12和操控台16,焊接设备2包括固定杆21、液压驱动22、顶杆23、驱动杆24、开合控制器26、焊接组件27和连接杆28,开合控制器26的底部设置有固定夹具29,固定夹具29包括安装板291、转动杆293、加固杆295和弹性片297,安装板291的底部两端对称设置有两个转动组块292,加固杆295的两端对称固定连接有两个弧形片294,两个弧形片294的内侧均匀设置有多个压缩弹簧296,压缩弹簧296的内侧与弹性片297的一侧活动连接,转动杆293的顶部与转动组块292的底部转动连接,其中一个弧形片294的外侧与转动杆293的底部固定安装,开合控制器26的底部固定连接有连接杆28,连接杆28的底部与安装板291的顶部固定安装,开合控制器26通过连接杆28控制底部转动杆293向内侧转动,带动两端弧形片294和弹性片297向内侧移动,弹性片297将燃油总管夹住,弹性片297和压缩弹簧296均具有弹性,弹性片297在压缩弹簧296的弹力作用下可以使中间的燃油总管固定住,焊接组件27包括组装连杆271、驱动电机272、驱动环273和控制组件274,驱动电机272的顶部与组装连杆271的底部固定安装,驱动电机272的底部与驱动环273的顶部固定安装,驱动环273的内侧设置有伸缩杆276,
伸缩杆276的底部与控制组件274的顶部活动连接,控制组件274的底部设置有焊接头275,通过伸缩杆276可以调节控制组件274的高度,同时焊接头295可以转动方向,转动焊接头295到合适的位置,调整好焊接组件27后可以开始焊接。
21.如图1所示,焊接台12的顶部一端开设有固定槽14,固定槽14的顶部两侧对称固定连接有两个挡板13,焊接台12的底部与支撑架11的顶部固定安装,将发动机组件固定在固定槽14内,两侧挡板13可以起到阻挡防护效果。
22.如图1和图2所示,焊接台12的顶部两端对称固定连接有四个支撑杆15,焊接台12的顶部与操控台16的底部固定安装,支撑杆15起到支撑作用,焊接台12用于对燃油总管和发动机组件进行焊接。
23.如图1-3所示,驱动杆24的一端与液压驱动22的一端固定安装,驱动杆24的另一端活动连接有电动推杆25,开启液压驱动22,通过操控台16控制液压驱动22,液压驱动22通过驱动杆24控制电动推杆25向内侧移动,电动推杆25带动固定夹具29、燃油总管和焊接组件27移动。
24.如图1和图7所示,开合控制器26的顶部与电动推杆25的底部固定安装,组装连杆271的顶部与电动推杆25的一端固定安装,操控台16可以控制开合控制器26,开合控制器26通过连接杆28控制底部转动杆293向内侧转动。
25.如图1-4所示,顶杆23的两端与支撑杆15的顶部固定安装,顶杆23的一端与液压驱动22的一端固定安装,顶杆23用于固定液压驱动22。
26.如图1-4所示,固定杆21的一端与液压驱动22的一端固定安装,固定杆21的另一端与顶杆23的顶部固定安装,液压驱动22用于带动燃油总管向前移动,方便对燃油总管进行焊接。
27.如图1-3所示,驱动杆24的顶部与顶杆23的底部固定安装,操控台16的前侧设置有控制按钮,控制按钮用于控制操控台16,操控台16可以控制液压驱动22、开合控制器26和驱动电机272。
28.一种发动机燃油总管的焊接装置的使用方法,包括以下步骤:步骤一、将发动机组件固定在固定槽14内,将燃油总管放置在两侧加固杆295内侧,通过操控台16控制开合控制器26,开合控制器26通过连接杆28控制底部转动杆293向内侧转动,带动两端弧形片294和弹性片297向内侧移动,弹性片297将燃油总管夹住;步骤二、根据该燃油总管的焊接位置,调整焊接组件27,通过伸缩杆276可以调节控制组件274的高度,同时焊接头295可以转动方向,调整好焊接组件27后可以开始焊接;步骤三、开启液压驱动22,通过操控台16控制液压驱动22,液压驱动22通过驱动杆24控制电动推杆25向内侧移动,电动推杆25使固定夹具29、燃油总管和焊接组件27移动,燃油总管抵达发动机组件一侧时,电动推杆25停止移动;步骤四、再通过操控台16打开焊接头275,再通过操控台16控制驱动电机272,驱动电机272使控制组件274沿着驱动环273内侧滑动,从而使焊接头275对燃油总管的焊接端进行焊接,焊接完成后松开弧形片294,取下燃油总管和发动机组件即可。
29.本发明的工作原理:在使用该装置对燃油总管和发动机组件进行焊接时,首先需要将发动机组件固定在固定槽14内,两侧挡板13可以起到阻挡防护效果,使发动机组件固定在固定槽14内,再将燃油总管放置在两侧加固杆295内侧,通过操控台16控制开合控制器
26,开合控制器26通过连接杆28控制底部转动杆293向内侧转动,带动两端弧形片294和弹性片297向内侧移动,弹性片297将燃油总管夹住,弹性片297和压缩弹簧296均具有弹性,弹性片297在压缩弹簧296的弹力作用下可以使中间的燃油总管固定住;其次需要根据该燃油总管的焊接位置,调整焊接组件27,通过伸缩杆276可以调节控制组件274的高度,同时焊接头295可以转动方向,转动焊接头295到合适的位置,调整好焊接组件27后可以开始焊接,通过设置固定夹具29,可以自动对燃油总管进行固定,不需要手动定位,避免晃动,避免传统的手动定位导致的焊接精度低的问题;开启液压驱动22,通过操控台16控制液压驱动22,液压驱动22通过驱动杆24控制电动推杆25向内侧移动,电动推杆25带动固定夹具29、燃油总管和焊接组件27移动,燃油总管抵达发动机组件一侧时,焊接头275可以触碰到焊接位置,通过操控台16使电动推杆25停止移动,再通过操控台16开启焊接头275,通过操控台16控制驱动电机272,驱动电机272使控制组件274沿着驱动环273内侧滑动,从而使焊接头275对燃油总管的焊接端进行焊接,焊接完成后松开弧形片294,将发动机组件向外侧移动,取下燃油总管和发动机组件即可,通过固定夹具29和焊接组件27结合设置,采用自动化的焊接方式将燃油总管和发动机组件进行焊接,提高焊接精准度和焊接质量,同时提高焊接效率。
30.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。