1.本技术涉及材料制备领域,具体涉及一种翻面装置、上料和翻面系统及方法。
背景技术:
2.钕铁硼磁性材料以其优异的磁性能及性价比在汽车、通讯、消费类电子以及航空航天领域获得了广泛的应用。而在钕铁硼磁体生产的多个工序中,都对磁体有批量翻面的需求。例如,在表面喷涂工序中,只能对磁体单面喷涂后翻转再喷涂,才能实现磁体表面的全方位涂覆。又例如,瓦形等异形磁体进行多个不同面的磨削加工中,需要将瓦形等异形磁体翻转过来,对不同面单独磨削。而目前,实现磁体批量码放和翻面工作,由于磁体数量很多,工人的劳动强度很大,效率低下。因此如何实现大批量磁体的自动翻面,提高翻面效率,是目前亟需解决的问题。
3.专利cn106743489b公开了一种翻面设备,通过摆动气缸与传动轴连接,驱动翻面装置沿传动轴步进旋转,此装置仅针对整板的翻面,无法实现板上小尺寸产品的批量翻面。
技术实现要素:
4.基于上述背景技术的问题,本技术提供了一种翻面装置、上料和翻面系统及方法,可实现物料的快速上料及翻面。
5.本技术的一个实施例提供一种翻面装置,包括:翻面底座;支撑滚轮,数量多个,设置于所述翻面底座上;旋转主架,可旋转的连接所述翻面底座,所述旋转主架设置于所述支撑滚轮的上方;第一驱动器,带动所述旋转主架转动;翻面机构,设置于所述旋转主架内,所述翻面机构包括中隔框,所述中隔框相对所述旋转主架的轴线偏心设置,所述翻面机构用于夹紧物料。
6.根据本技术的一些实施例,所述翻面机构还包括:上平板,翻面之前可移动的设置于所述中隔框的顶面;下平板,翻面之前位于所述中隔框的下方,用于放置物料;第一托辊,用于输送所述下平板;第二托辊,用于输送翻面后的上平板;支撑架,数量为两个;其中,第一支撑架用于在翻面之前压紧所述上平板,并翻面后将所述上平板放置在所述第二托辊上;第二支撑架用于将所述下平板压紧在所述中隔框的底面。
7.根据本技术的一些实施例,所述翻面机构还包括:第一夹紧缸,用于夹紧所述上平板的边缘;第二夹紧缸,用于夹紧所述下平板的边缘。
8.根据本技术的一些实施例,所述支撑架上设置横向脚轮。
9.根据本技术的一些实施例,所述中隔框通过中隔框支架连接所述旋转主架。
10.根据本技术的一些实施例,所述的翻面装置还包括第二驱动器,所述第二驱动器带动所述支撑滚轮上下移动。
11.本技术的一个实施例提供一种上料和翻面系统,包括:如上所述的翻面装置和上料装置,所述上料装置包括:上料底座;第三托辊,用于输送所述翻面装置的下平板;物料仓,用于盛放物料,所述物料仓的底端开口;阶梯推板,设置于所述物料仓下方,包括第一顶
面和第二顶面,所述第二顶面高于所述第一顶面,所述第二顶面与第一顶面的高度差小于一物料的高度,所述第二顶面与所述物料仓底面的高度差小于一物料的高度;所述下平板位于所述阶梯推板的下方。第三驱动器,带动所述物料仓横移;第四驱动器,带动所述阶梯推板横移。
12.根据本技术的一些实施例,所述上料装置还包括第五驱动器,所述第五驱动器带动所述物料仓和阶梯推板上下移动。
13.根据本技术的一些实施例,所述上料装置还包括喷嘴,所述喷嘴用于对所述下平板上的物料进行吹扫。
14.本技术的一个实施例提供一种上料和翻面的方法,包括:阶梯推板的第一顶面位于物料仓的下方,物料仓的一物料落在所述第一顶面上,上料装置的第三托辊将下平板输送至阶梯推板的下方;所述物料仓向所述阶梯推板的第二顶面横移,一物料留在所述第一顶面上,物料仓的另一物料落在所述第二顶面上;所述阶梯推板向第二顶面所在侧横移,所述第二顶面上的物料推动所述第一顶面上的物料掉落在所述下平板上,所述第二顶面上的物料落在所述第一顶面上;重复所述物料仓和所述阶梯推板的横移,将物料布置在所述下平板上;所述第三托辊将所述下平板输送至翻面装置,所述翻面装置的旋转主架转动,完成物料翻面。
15.根据本技术的一些实施例,所述第三托辊将所述下平板输送至翻面装置,所述翻面装置的旋转主架转动,完成物料翻面包括:中隔框位于旋转主架轴线的正上方,将上平板放置在中隔框的顶面上,第一支撑架由上方压紧所述上平板;第一托辊将所述下平板输送至所述中隔框的下方;第二支撑架将所述下平板压紧在所述中隔框的底面上,下平板上的物料位于所述中隔框内;旋转主架转动180
°
;第一支撑架将翻面后的上平板放置在第二托辊上,所述第二托辊将所述上平板输送至所述旋转主架之外。
16.根据本技术的一些实施例,所述旋转主架转动180
°
包括:第一驱动器启动所述旋转主架的转动后停止工作;所述旋转主架转动90
°
后,所述第一驱动器再次启动,提供与所述旋转主架转动方向相反的扭矩,使所述旋转主架减速,直至所述旋转主架转动180
°
后停止。
17.根据本技术的一些实施例,所述旋转主架转动之前,第一夹紧缸夹紧所述上平板,第二夹紧缸夹紧所述下平板。
18.根据本技术的一些实施例,所述旋转主架转动180
°
包括:所述旋转主架转动90
°
后,第二驱动器带动支撑滚轮上移。
19.本技术的翻面装置,翻转过程安全且稳定可靠,能翻转大批量的小尺寸物料;翻面机构偏心设置,仅需要旋转主架动力源提供较小的初始动力,利用偏心原理,便能实现较平稳的翻转,且节能效果显著;中隔框既能将物料限定在中隔框的特定区域内,又可巧妙地实现上平板和下平板的对夹支撑和分离;上料装置的物料仓和阶梯推板配合,实现物料的快速上料。
附图说明
20.为了更清楚地说明本技术的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普
通技术人员来讲,还可以根据这些附图获得其他的附图,而并不超出本技术要求保护的范围。
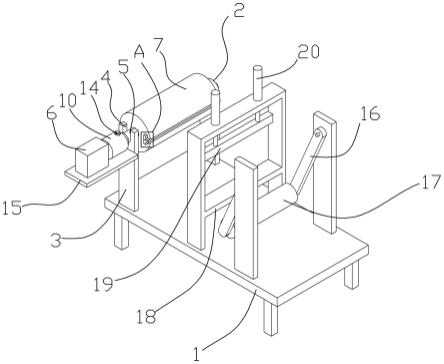
21.图1是本技术实施例翻面装置的示意图;
22.图2是本技术实施例翻面装置的侧视图;
23.图3是本技术实施例翻面装置的主视图;
24.图4是本技术实施例中隔框的示意图;
25.图5是本技术实施例翻面装置的局部放大图;
26.图6是本技术实施例上料和翻面系统的示意图;
27.图7是本技术实施例阶梯推板的示意图;
28.图8a是本技术实施例上料步骤的示意图一;
29.图8b是本技术实施例上料步骤的示意图二;
30.图8c是本技术实施例上料步骤的示意图三;
31.图8d是本技术实施例上料步骤的示意图四;
32.图8e是本技术实施例上料步骤的示意图五;
33.图9是本技术实施例上料装置的俯视图;
34.图10a是本技术实施例翻面过程的示意图一;
35.图10b是本技术实施例翻面过程的示意图二
36.图10c是本技术实施例翻面过程的示意图三
37.图11是本技术实施例瓦型物料的示意图。
具体实施方式
38.下面结合本技术实施例中的附图,对本技术的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
39.实施例1
40.如图1、图2和图3所示,本实施例提供一种翻面装置100。翻面装置100包括:翻面底座1、支撑滚轮2、旋转主架3、第一驱动器m1和翻面机构4。本实施例通过旋转主架3带动翻面机构4旋转,实现物料的翻面。本实施例的物料可以为稀土磁体。
41.翻面底座1为翻面装置100的其他各个部件提供支撑。支撑滚轮2的数量为多个,多个支撑滚轮2设置于翻面底座1的顶面上。本实施例中,支撑滚轮2的数量为四个。
42.旋转主架3为中空的圆柱状的框架结构。可选地,旋转主架3选用铝合金等轻质材料,以便减轻旋转主架3的重量。旋转主架3可旋转的设置于翻面底座1上。旋转主架3设置于支撑滚轮2的上方。旋转主架3与支撑滚轮2摩擦配合,四个支撑滚轮2分布在旋转主架3的下方,能够实现旋转主架3绕x方向的轴自由转动。
43.第一驱动器m1连接旋转主架3的驱动轴,第一驱动器m1用于带动旋转主架3转动。本实施例中,第一驱动器m1可选用电机。
44.翻面机构4设置于旋转主架3的空腔内。翻面机构4用于夹紧物料,旋转主架3转动时带动翻面机构4加紧的物料跟随旋转,物料旋转180
°
实现翻面。
45.如图4所示,翻面机构4包括中隔框41。中隔框41为四面封闭的框体,本实施例的中隔框41为矩形框。中隔框41设置于旋转主架3内。中隔框41相对旋转主架3的轴线l偏心设置。翻面机构4的其他部件以中隔框41为基准进行移动,使得翻面机构4相对旋转主架3的轴线l偏心设置。
46.本实施例的翻面装置100,翻面机构4偏心设置,仅需要为旋转主架3提供较小的初始动力,启动旋转主架3的旋转,利用偏心结构的设计,结合翻面机构4和物料自身重力,便能实现物料平稳的翻转,物料翻转所需能量较小。
47.翻面时,第一驱动器m1启动旋转主架3的转动后停止工作;旋转主架3转动90
°
后,第一驱动器再次启动,提供与旋转主架3转动方向相反的扭矩,使旋转主架3减速,直至旋转主架3转动180
°
后停止。可选地,翻面装置100包括角度检测器,用于检测旋转主架3旋转的角度。第一驱动器m1为变频电机,旋转主架3转动90
°
后,第一驱动器m1通过变频提供与旋转主架3转动方向相反的扭矩。
48.可选地,在旋转主架3的下方设置液压缓冲器(图中未示出),在旋转主架3的外壁上设置撞块,旋转主架3转动90
°
后,撞块与液压缓冲器接触,为旋转主架3提供减速的力,有利于提高旋转主架3的减速效果。
49.根据本技术一个可选的技术方案,翻面机构4还包括:上平板42、下平板43、第一托辊44、第二托辊45和支撑架46。
50.可选地,中隔框41的框体内壁上设置挡条411,挡条411的厚度与需要翻面的物料500的厚度相同,便于物料500的夹紧。未翻面时,中隔框41位于水平方向。挡条411内部空间的形状与下平板43上所有物料排布的整体形状相同。
51.上平板42翻面之前可移动的设置于中隔框41的顶面。上平板42在翻面之前由上方压紧物料。本实施例中,上平板42翻面之前设置于挡条411上。
52.下平板43在翻面之前位于中隔框41的下方,下平板43上放置未翻面的物料500。进行翻面之前,下平板43上升,下平板43的边缘压紧中隔框41的底面,下平板43上的物料500位于中隔框41内。中隔框41、上平板42和下平板43形成一个封闭的空间,物料500在封闭空间内紧密排列,避免物料翻面时出现不必要的移动。本实施例中,下平板43上升后,下平板43的边缘压紧挡条411的底面。
53.第一托辊44翻面之前位于下平板43的下方,用于输送下平板43。本实施例中,多个第一托辊44沿x方向依次设置,可沿x方向输送下平板43。第一托辊44通过电机m2带动进行旋转。
54.第二托辊45翻面之前位于上平板42的上方,翻面后位于上平板42的下方。第二托辊45用于输送翻面后的上平板42。本实施例中,多个第二托辊45方向依次设置,可沿x方向输送上平板42。第二托辊45通过电机m3带动进行旋转。
55.支撑架46可上下滑动的设置于旋转主架3上。支撑架46可通过已有的导轨和滑块配合的结构进行滑动,导轨和滑块图中未示出。支撑架46的数量为两个,分别为第一支撑架461和第二支撑架462。第一支撑架461用于在翻面之前由上方压紧上平板42,并在翻面后将上平板42放置在第二托辊45上。第二支撑架462用于在翻面之前将下平板43压紧在中隔框41的底面上。本实施例中,通过驱动机构f1带动第二支撑架462进行上下移动,通过驱动机构f2带动第一支撑架461进行上下移动。可选地,驱动机构f1和驱动机构f2均为气缸。
56.本实施例的翻面机构4通过中隔框41、上平板42和下平板43形成一个封闭的空间限制物料的移动。中隔框41既能将物料限定在中隔框41的特定区域内,又可巧妙地实现上平板42和下平板43的对夹支撑和分离。
57.根据本技术一个可选的技术方案,翻面机构4还包括:第一夹紧缸f3和第二夹紧缸f4。第一夹紧缸f3的数量为多个,第一夹紧缸f3可沿y方向伸缩,由上平板42的两侧加紧上平板42的边缘。第二夹紧缸f4的数量为多个,第二夹紧缸f4可沿y方向伸缩,由下平板43的夹紧下平板43的边缘。通过第一夹紧缸f3加紧上平板42,第二夹紧缸f4加紧下平板43,保证翻面时上平板42和下平板43不会出现移动。
58.根据本技术一个可选的技术方案,支撑架46上设置横向脚轮463。本实施例中,第一支撑架461和第二支撑架462上均设置横向脚轮463。第一支撑架461通过横向脚轮463接触上平板42,第二支撑架462通过横向脚轮463接触下平板43。设置横向脚轮463,在上平板42或下平板43进行夹紧时,上平板42或下平板43的位置进行微调。
59.根据本技术一个可选的技术方案,在旋转主架3上设置中隔框支架47,中隔框41设置于中隔框支架47上。本实施例中,中隔框41和中隔框支架47通过螺栓可拆卸的连接,便于中隔框41的更换。对于不同尺寸的物料可更换不同的中隔框41。
60.如图5所示,根据本技术一个可选的技术方案,翻面装置100还包括第二驱动器m4。第二驱动器m4设置于支撑滚轮2的下方,每个支撑滚轮2对应一个第二驱动器m4,第二驱动器m4带动支撑滚轮2进行上下的微调。进行翻面时,旋转主架3旋转90
°
后,第二驱动器m4带动支撑滚轮2向上略微移动,以增大支撑滚轮2与旋转主架3之间的摩擦力,有利于对旋转主架3节能减速。可选地,支撑滚轮2的外壳增加橡胶等耐磨材质,进一步增加支撑滚轮2与旋转主架3之间的摩擦力。
61.本实施例的翻面装置100的工作过程为:
62.中隔框41位于旋转主架3轴线的正上方,将上平板42放置在中隔框41的顶面上,第一支撑架461由上方压紧上平板;
63.第一托辊44将下平板43输送至中隔框41的下方;
64.第二支撑架462将下平板43压紧在中隔框41的底面上,下平板43上的物料位于中隔框41内;
65.旋转主架3转动90
°
后制动,旋转主架3转动180
°
后停止;
66.第一支撑架461将翻面后的上平板42放置在第二托辊45上,第二托辊45将上平板42输送至旋转主架3之外。
67.实施例2
68.如图6所示,本实施例提供一种上料和翻面系统,包括如上的翻面装置100和上料装置600。上料装置600将物料布置在下平板43上,然后将下平板43输送至翻面装置100,进行物料的翻面。
69.上料装置600包括:上料底座610、第三托辊620、物料仓630和阶梯推板640、第三驱动器f5和第四驱动器f6。
70.上料底座610用于支撑上料装置600的其他各个部件。第三托辊620设置于上料底座610上。多个第三托辊620沿x方向依次设置,用于沿x方向输送下平板43。第三托辊620通过电机m5带动旋转。
71.物料仓630用于盛放物料500,物料仓630的底端开口,物料500依次堆叠在物料仓630中,物料仓630中的物料可由底端的开口下落。
72.如图7所示,阶梯推板640为阶梯状。阶梯推板640设置于物料仓630的下方。阶梯推板640包括第一顶面641和第二顶面642,其中,第二顶面642高于第一顶面641。第二顶面642与第一顶面641的高度差小于一物料的高度,第二顶面642与物料仓630底面的高度差小于一物料的高度。
73.下平板43通过第三托辊620输送至阶梯推板640的下方。
74.第三驱动器f5用于带动物料仓630沿x方向横移。第四驱动器f6用于带动阶梯推板640沿x方向横移。通过物料仓630和阶梯推板640的配合将物料仓630中的物料500布置在下平板43上。本实施例的第三驱动器f5和第四驱动器f6可以为电机带动齿轮和齿条配合的驱动结构。物料仓630和阶梯推板640每次的横移距离为一个物料的宽度。
75.如图8a~图8e所示,上料装置600的布料流程包括:
76.阶梯推板640的第一顶面641位于物料仓630的下方,物料仓630的一物料501落在第一顶面641上,上料装置的第三托辊620将下平板43输送至阶梯推板640的下方;
77.第三驱动器f5带动物料仓630向阶梯推板的第二顶面642横移,一物料501留在第一顶面641上,物料仓的另一物料502落在第二顶面642上;
78.第四驱动器f6带动阶梯推板640向第二顶面642所在侧横移,第二顶面642上的物料502推动第一顶面上的物料501掉落在下平板43上,第二顶面上的物料落502在第一顶面641上;
79.重复物料仓630和阶梯推板640的横移,将物料502及其他物料依次布置在下平板43上。
80.如图9所示,本实施例的物料仓630和阶梯推板640的y方向的尺寸与下平板43的y方向的尺寸相近,物料仓630和阶梯推板640横移一次可完成一排物料的布置,工作效率高。
81.根据本技术一个可选的技术方案,上料装置600还包括第五驱动器f7。第五驱动器f7带动物料仓630和阶梯推板640同时上下移动。本实施例的第五驱动器f7可以为电机带动齿轮和齿条配合的驱动结构。针对不同的物料可选用不同规格的下平板43。为了避免物料掉落时损坏,应保持阶梯推板640的底面与下平板43的顶面之间的距离为2mm左右,阶梯推板640的第一顶面641与阶梯推板640的底面的距离为2mm左右。通过对物料仓630和阶梯推板640所在高度进行微调可适应不同厚度的下平板43。
82.根据本技术一个可选的技术方案,上料装置600还包括喷嘴650。喷嘴650用于对下平板43上的物料进行吹扫。本实施例中,喷嘴650设置于上料装置600靠近翻面装置100的位置,下平板43承载物料进入旋转主架3的过程中,喷嘴650对物料进行吹扫。
83.本实施例提供一种上料和翻面的方法,包括步骤:
84.s100、阶梯推板的第一顶面位于物料仓的下方,物料仓的一物料落在第一顶面上,上料装置的第三托辊将下平板输送至阶梯推板的下方;
85.s200、物料仓向阶梯推板的第二顶面横移,一物料留在第一顶面上,物料仓的另一物料落在第二顶面上;
86.s300、阶梯推板向第二顶面所在侧横移,第二顶面上的物料推动第一顶面上的物料掉落在下平板上,第二顶面上的物料落在第一顶面上;
87.s400、重复物料仓和阶梯推板的横移,将物料布置在下平板上;
88.s500、第三托辊将下平板输送至翻面装置,翻面装置的旋转主架转动,完成物料翻面。
89.根据本技术一个可选的技术方案,步骤s500包括:
90.s510、中隔框位于旋转主架轴线的正上方,将上平板放置在中隔框的顶面上,第一支撑架由上方压紧上平板;
91.s520、第一托辊将下平板输送至中隔框的下方;第二支撑架将下平板压紧在中隔框的底面上,下平板上的物料位于中隔框内;
92.s530、旋转主架转动180
°
;第一支撑架将翻面后的上平板放置在第二托辊上,第二托辊将上平板输送至旋转主架之外。
93.如图10a~图10c所示,根据本技术一个可选的技术方案,旋转主架转动180
°
包括:
94.第一驱动器启动旋转主架的转动后停止工作;
95.旋转主架转动90
°
后,第一驱动器再次启动,提供与旋转主架转动方向相反的扭矩,使旋转主架减速,直至旋转主架转动180
°
后停止。
96.根据本技术一个可选的技术方案,旋转主架转动之前,第一夹紧缸夹紧上平板,第二夹紧缸夹紧下平板。
97.根据本技术一个可选的技术方案,旋转主架转动180
°
包括:旋转主架转动90
°
后,第二驱动器带动支撑滚轮上移。
98.如图11所示,本技术的上料和翻面系统还适用于瓦形等异形物料的码放和翻面。
99.本技术的上料和翻面系统的有益效果:
100.(1)翻面装置采用可自由转动的旋转主架结构,结构紧凑,占地空间小,翻面速度快,翻面过程安全且稳定可靠,能翻转大批量小尺寸工件,且能实现高达2.5米
×
1.5米平板上的所有工件的翻转。
101.(2)翻面装置的中隔框既能将平板上物料限定在的特定区域内,又可巧妙地实现上平板和下平板的对夹支撑和分离。
102.(3)上料装置通过阶梯推板、下平板、物料仓位置间的协同配合,能快速地将物料整齐地排列到下平板上,极大地提高了布料效率。
103.(4)此系统能实现全自动码放工件和翻面,不仅能实现单台自动化,也可以配套到自动化流水线中实现全流程自动化。
104.(5)此系统对工业磁性材料、玻璃等易碎、较脆工件的翻面具有破损率小、定位准确性高、速度快的优势,平均单次翻转时间可在2分钟以内。
105.(6)偏心翻转方式利用物料以及翻面机构的自重,仅需要旋转主架动力源提供较小的初始动力,利用偏心原理,便能实现较平稳的翻转,且节能效果显著。旋转主架结构具有稳定性且较强的包裹性,与其他结构相比,其他结构难以适用偏心的旋转方式,会出现整体机架不稳无法运行的故障,而本旋转主架与偏心旋转方式的组合,恰能实现大批量产品的节能翻转,具有优异的效果。
106.(7)阶梯推板的第一顶面和第二顶面设计可在物料下落时给予相应的缓冲,降低易碎、较脆物料在下落过程中的破碎风险,且可大幅提升物料的码放速率,进而提高流水线的工作效率。
107.(8)此系统和方法物料与下平板不发生相对移动,不会受到平板表面凹凸不平的影响。
108.以上对本技术实施例进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明仅用于帮助理解本技术的技术方案及其核心思想。因此,本领域技术人员依据本技术的思想,基于本技术的具体实施方式及应用范围上做出的改变或变形之处,都属于本技术保护的范围。综上所述,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。