1.本发明涉及切削装置,其具有自动地装卸切削单元中所安装的切削刀具的切削刀具更换单元。
背景技术:
2.ic(integrated circuit,集成电路)和lsi(large scale integration,大规模集成)等半导体器件的芯片是在移动电话和个人计算机等各种电子设备中不可欠缺的结构。这样的芯片通常通过将在正面上形成有大量半导体器件的晶片按照包含各个半导体器件的每个区域进行分割而制造。
3.晶片等被加工物的分割例如通过切削装置对被加工物进行切削来进行。这样的切削装置通常具有:卡盘工作台,其对被加工物进行保持;以及切削单元,其以能够旋转的方式安装有对卡盘工作台所保持的被加工物进行切削的切削刀具。并且,使旋转的切削刀具的外周缘沿着包含半导体器件的区域的边界与被加工物接触,由此对被加工物进行切削而分割成各个芯片。
4.该切削刀具由于对被加工物进行切削而发生磨损。因此,在这样的切削装置中,需要定期地更换切削刀具。鉴于这点,提出了具有自动地进行切削刀具的更换的切削刀具更换单元(切削刀具更换装置)的切削装置(例如参照专利文献1)。
5.具体而言,该切削刀具更换单元具有:切削刀具存放器(刀具架),其具有单独收纳切削刀具的多个切削刀具收纳部(刀具收纳单元);以及切削刀具搬送机构(引导单元、可动基板、定位单元、紧固螺母装卸机构和切削刀具装卸机构),其在切削刀具存放器与切削单元之间搬送切削刀具。并且,通过切削刀具搬送机构自动地进行使用完毕的切削刀具从切削单元向切削刀具存放器的搬送以及未使用的切削刀具从切削刀具存放器向切削单元的搬送。
6.专利文献1:日本特开2007-105829号公报
7.在切削装置中,通常由操作者手动地进行多个切削刀具收纳部所收纳的使用完毕的切削刀具的废弃和/或未使用的切削刀具向多个切削刀具收纳部的补充。切削装置通常构成为对这样的操作者的操作进行检测而把握多个切削刀具收纳部中的使用完毕的切削刀具和未使用的切削刀具的收纳状况。
8.不过,当在产生某些错误而使切削装置暂时停止的状态下由操作者进行了这样的操作的情况下,有可能无法准确地把握多个切削刀具收纳部中的切削刀具的收纳状况。并且,若切削装置无法准确地把握这样的状况,则有可能产生各种问题。
9.例如有可能切削刀具搬送机构会对收纳有未使用的切削刀具的切削刀具收纳部搬入使用完毕的切削刀具。在该情况下,有可能产生两个切削刀具发生碰撞而切削刀具搬送机构或未使用的切削刀具发生破损等问题。
技术实现要素:
10.鉴于以上的方面,本发明的目的在于:在具有切削刀具更换单元的切削装置中,防止对已经收纳有其他切削刀具的切削刀具收纳部搬入切削刀具。
11.根据本发明,提供切削装置,其具有:卡盘工作台,其对被加工物进行保持;切削单元,其安装有对该卡盘工作台所保持的该被加工物进行切削的切削刀具并且该切削刀具能够旋转;以及切削刀具更换单元,其自动地装卸该切削单元中所安装的该切削刀具,其中,该切削刀具更换单元具有:切削刀具存放器,其具有多个切削刀具收纳部,该切削刀具收纳部单独收纳该切削刀具;以及切削刀具搬送机构,其在该切削刀具存放器与该切削单元之间搬送该切削刀具,该切削刀具存放器具有收纳判定单元,该收纳判定单元用于进行该切削刀具收纳部中是否收纳有该切削刀具的判定,该切削刀具搬送机构将该切削刀具搬入至使用该收纳判定单元而判定为未收纳该切削刀具的该切削刀具收纳部。
12.优选该切削装置还包含控制单元,该控制单元控制该切削刀具搬送机构的动作,该收纳判定单元包含:照明部,其对该切削刀具收纳部照射光;以及拍摄元件,其在从该照明部照射了光的状态下接受光并转换成电信号,该控制单元包含:亮度计算部,其根据通过该收纳判定单元的拍摄而得到的图像中所包含的与该切削刀具对应的部分来计算亮度;阈值存储部,其存储作为进行区分的基准的阈值,该基准对在该切削刀具收纳部中收纳有该切削刀具的状态下的通过该收纳判定单元的拍摄而得到的图像中所包含的与该切削刀具对应的部分的亮度与在该切削刀具收纳部中未收纳该切削刀具且该切削刀具定位于距离该切削刀具收纳部为规定的距离的位置的状态下的通过该收纳判定单元的拍摄而得到的图像中所包含的与该切削刀具对应的部分的亮度进行区分;以及判定部,其将该亮度计算部所计算的该亮度与该阈值存储部中所存储的该阈值进行比较,由此判定该切削刀具收纳部中是否收纳有该切削刀具。
13.优选该切削刀具具有记录部,该记录部记录了该切削刀具的种类和特性中的一方或双方,该判定部根据通过该收纳判定单元的拍摄而得到的图像中所包含的与该记录部对应的部分来判定该切削刀具的种类和特性中的一方或双方。
14.优选该照明部是斜光照明。
15.优选该切削刀具收纳部设置于透明的支承部件的正面上,该收纳判定单元配设于该支承部件的背面侧,该收纳判定单元隔着该支承部件而拍摄该切削刀具。
16.在本发明中,将切削刀具搬入至使用收纳判定单元而判定为未收纳切削刀具的切削刀具收纳部。由此,防止对已经收纳有其他切削刀具的切削刀具收纳部搬入切削刀具。
附图说明
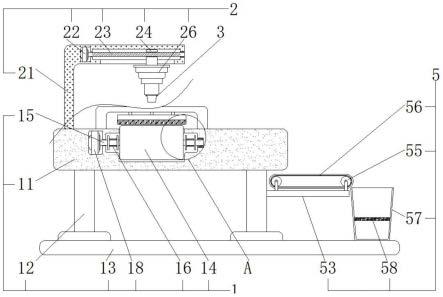
17.图1是示意性示出切削装置的一例的立体图。
18.图2是示意性示出切削单元的一例的分解立体图。
19.图3的(a)是示意性示出切削刀具的一例的正面侧的立体图,图3的(b)是示意性示出切削刀具的一例的背面侧的立体图。
20.图4是示意性示出切削刀具更换单元的一例的立体图。
21.图5是示意性示出切削刀具存放器的一例的立体图。
22.图6是示意性示出装卸单元的一例的立体图。
23.图7的(a)是示意性示出在切削刀具收纳部中收纳有其他切削刀具的切削刀具存放器的一部分的侧视图,图7的(b)是示意性示出在切削刀具收纳部中未收纳其他切削刀具的切削刀具存放器的一部分的侧视图。
24.标号说明
25.11:被加工物;13:划片带;15:框架;2:切削装置;4:基台(4a、4b:开口);6:盒载置台;8:盒;10:卡盘工作台移动机构(10a:移动工作台);12:防尘防滴罩;14:卡盘工作台(14a:保持面);16:夹具;18:导轨;20:第1支承构造;22:轨道;24:第1搬送单元移动机构;26:第1搬送单元(26a:把持部);28:轨道;30:第2搬送单元移动机构;32:第2搬送单元;34:第2支承构造;36a、36b:切削单元移动机构;38a、38b:切削单元;40:壳体;42:主轴;44:安装座;46:凸缘部(46a:正面、46b:凸部、46c:前端面);48:支承轴(48a:螺纹部、48b:凹部);50、51:切削刀具;52:基台(52a:开口、52b:凸部、52c:记录部);54:切刃;56:螺母(56a:开口、56b:贯通孔);60:照相机;62:清洗单元(62a:旋转工作台、62b:喷嘴);64:切削刀具更换单元;66:控制单元(66a:亮度计算部、66b:阈值存储部、66c:判定部);70a、70b:切削刀具存放器;72:支承构造;74:主轴;76:支承部件(76a:正面、76b:背面、76c:开口);78:切削刀具收纳部;80:支承部件(80a:正面);82:凸台部(支承轴);86:拍摄单元(收纳判定单元)(86a:物镜、86b:照明部);88:切削刀具搬送机构;90:装卸单元移动机构(90a:基台);92:滚珠丝杠;94:移动块;96:支承部件(96a:上壁部、96b:侧壁部、96c:支承部);98:装卸单元;100:刀具装卸单元;102:电动机(102a:壳体、102b:滑轮);104:动力传递机构(104a:壳体、104b:滑轮、104c:贯通孔);106:轴;108:连结部件;110a、110b:刀具保持单元;112:支承部件;114a、114b:刀具把持单元;116:把持部(116a:正面);118:定位销;120:把持部件(120a:接触部);130:螺母装卸单元;132:电动机(132a:壳体、132b:滑轮);134:动力传递机构(134a:壳体、134b:滑轮、134c:贯通孔);136:轴;138:连结部件;140a、140b:螺母保持单元;142:旋转部件(142a:正面);144:保持销;146:把持部件(146a:爪部);148:罩。
具体实施方式
26.参照附图,对本发明的实施方式进行说明。图1是示意性示出实施方式的切削装置的立体图。另外,图1所示的x轴方向(加工进给方向、第1水平方向、前后方向)和y轴方向(分度进给方向、第2水平方向、左右方向)是在水平面上垂直的方向。另外,图1所示的z轴方向(切入进给方向、上下方向、高度方向)是与x轴方向和y轴方向垂直的方向(铅垂方向)。
27.图1所示的切削装置2具有对构成切削装置2的各构成要素进行支承或收纳的基台4。在基台4的前端侧的角部设置有在基台4的上表面侧开口的矩形状的开口4a。
28.在开口4a的侧方设置有在基台4的上表面侧开口且长度方向沿着x轴方向形成的矩形状的开口4b。在开口4a的内部设置有载置盒8的盒载置台6。盒8是能够收纳在切削装置2中进行切削的多个被加工物11的长方体状的容器。
29.在盒载置台6上连结有升降单元(未图示),该升降单元使盒载置台6沿着z轴方向移动(升降)。并且,在盒载置台6的上表面上载置收纳有多个被加工物11的盒8。另外,在图1中,仅将盒8的轮廓用双点划线示出。
30.被加工物11例如是由硅等半导体形成的圆盘状的晶片,具有大致平行的正面和背面。被加工物11由呈格子状排列的多条分割预定线(间隔道)划分成多个矩形状的区域。
31.另外,在被加工物11的正面侧的由分割预定线划分的区域中分别形成有ic和lsi等半导体器件。并且,当通过切削装置2沿着分割预定线对被加工物11进行切削而分割时,得到半导体器件的芯片。
32.在被加工物11的背面(下表面)侧粘贴有直径比被加工物11大的圆形的带(划片带)13。带13例如具有形成为圆形的膜状的基材以及设置于基材上的粘接剂(糊料层)。
33.基材例如由聚烯烃、聚氯乙烯或聚对苯二甲酸乙二醇酯等树脂形成,粘接剂例如由环氧系、丙烯酸系或橡胶系的粘接剂等形成。另外,作为粘接剂,可以使用通过紫外线的照射而发生硬化的紫外线硬化型的树脂。
34.带13的外周部粘贴于由sus(不锈钢)等金属形成的环状的框架15。在框架15的中央部设置有直径比被加工物11大的圆状的开口。
35.当将被加工物11配置于框架15的开口的内侧并将带13的中央部粘贴于被加工物11的背面侧,并且将带13的外周部粘贴于框架15时,被加工物11借助带13而被框架15支承。
36.另外,对于被加工物11的种类、材质、形状、构造和大小等没有限制。被加工物11例如可以是由硅以外的半导体(gaas、inp、gan或sic等)、玻璃、陶瓷、树脂或金属等形成的晶片。另外,对于形成于被加工物11的器件的种类、数量、形状、构造、大小和配置等也没有限制,也可以不在被加工物11上形成器件。
37.在基台4的开口4b的内部设置有滚珠丝杠式的卡盘工作台移动机构10。卡盘工作台移动机构10具有平板状的移动工作台10a,能够使移动工作台10a沿着x轴方向移动。
38.另外,在移动工作台10a的x轴方向的一侧和另一侧(前方和后方)设置有覆盖卡盘工作台移动机构10的上侧且沿着x轴方向伸缩的折皱状的防尘防滴罩12。
39.在移动工作台10a上设置有对被加工物11进行保持的卡盘工作台14。卡盘工作台14的上表面是与水平面(xy平面)大致平行的面,构成对被加工物11进行保持的圆状的保持面14a。
40.保持面14a经由形成于卡盘工作台14的内部的流路(未图示)和阀(未图示)等而与喷射器等吸引源(未图示)连接。另外,在卡盘工作台14的周围设置有多个夹具16,这些夹具16对支承被加工物11的框架15进行把持而固定。
41.卡盘工作台移动机构10能够使卡盘工作台14与移动工作台10a一起沿着x轴方向移动。另外,卡盘工作台14与电动机等旋转驱动源(未图示)连接,旋转驱动源能够使卡盘工作台14绕通过保持面14a的中心的与z轴方向大致平行的旋转轴旋转。
42.在开口4b的前端部的上方设置有沿着y轴方向配置的一对导轨18。一对导轨18中的一方具有与水平面大致平行的底壁以及从底壁的远离一对导轨18中的另一方的侧的端部竖立设置的侧壁。同样地,一对导轨18中的另一方具有与水平面大致平行的底壁以及从底壁的远离一对导轨18中的一方的侧的端部竖立设置的侧壁。
43.并且,一对导轨18的x轴方向的间隔能够进行调整。例如在各导轨18的底壁对框架15的下表面侧进行支承的状态下,按照它们的侧壁与框架15的外周缘接触的方式调整一对导轨18的x轴方向的间隔。由此,进行被加工物11和框架15的对位。
44.另外,在基台4的上表面上按照跨越开口4b的方式配置有门型的第1支承构造20。在第1支承构造20的前表面侧(导轨18侧)固定有沿着y轴方向的轨道22。在轨道22的前表面侧借助第1搬送单元移动机构24而连结有第1搬送单元26。
45.第1搬送单元移动机构24能够在轨道22的前表面侧滑动即能够沿着y轴方向移动。另外,第1搬送单元移动机构24具有气缸等升降单元,升降单元具有沿着z轴方向升降的杆。
46.在该升降单元的杆的下端部固定有第1搬送单元26。因此,第1搬送单元移动机构24通过在轨道22的前表面侧滑动而能够使第1搬送单元26沿着y轴方向移动且/或通过使杆升降而能够使第1搬送单元26沿着z轴方向移动。
47.另外,第1搬送单元26具有对框架15进行保持的多个吸引垫。吸引垫的下表面构成对框架15的上表面侧进行吸引保持的保持面。吸引垫的保持面经由形成于吸引垫的内部的流路(未图示)、与该流路连通的配管(未图示)以及控制该配管中的气体的流动的阀(未图示)等而与喷射器等吸引源(未图示)连接。
48.另外,在第1搬送单元26的开口4a侧(盒8侧)的端部设置有对框架15进行把持的把持部26a。第1搬送单元移动机构24能够沿着y轴方向移动(在轨道22的前表面侧滑动),以便使处于由把持部26a把持着收纳于盒8中的框架15的状态的第1搬送单元26远离盒8。在该情况下,将被加工物11与框架15一起从盒8中搬出并配置于一对导轨18上。
49.同样地,第1搬送单元移动机构24能够沿着y轴方向移动(在轨道22的前表面侧滑动),以便使处于由把持部26a把持着配置于一对导轨18上的框架15的状态的第1搬送单元26靠近盒8。在该情况下,将被加工物11与框架15一起搬入至盒8中。
50.另外,在第1支承构造20的前表面侧固定有沿着y轴方向的轨道28。在轨道28的前表面侧借助第2搬送单元移动机构30而连结有第2搬送单元32。
51.第2搬送单元移动机构30能够在轨道28的前表面侧滑动即能够沿着y轴方向移动。另外,第2搬送单元移动机构30具有气缸等升降单元,升降单元具有沿着z轴方向升降的杆。
52.在该升降单元的杆的下端部固定有第2搬送单元32。因此,第2搬送单元移动机构30通过在轨道28的前表面侧滑动而能够使第2搬送单元32沿着y轴方向移动且/或通过使杆升降而能够使第2搬送单元32沿着z轴方向移动。
53.另外,第2搬送单元32具有对框架15进行保持的多个吸引垫。吸引垫的下表面构成对框架15的上表面侧进行吸引保持的保持面。吸引垫的保持面经由形成于吸引垫的内部的流路(未图示)、与该流路连通的配管(未图示)以及控制该配管中的气体的流动的阀(未图示)等而与喷射器等吸引源(未图示)连接。
54.在第1支承构造20的后方按照跨越开口4b的方式配置有门型的第2支承构造34。在第2支承构造34的前表面侧(第1支承构造20侧)的y轴方向的两端部设置有滚珠丝杠式的切削单元移动机构36a、36b。
55.在切削单元移动机构36a的下部固定有对被加工物11进行切削的切削单元38a,另外,在切削单元移动机构36b的下部固定有对被加工物11进行切削的切削单元38b。
56.并且,切削单元移动机构36a能够使切削单元38a沿着y轴方向和/或z轴方向移动,另外,切削单元移动机构36b能够使切削单元38b沿着y轴方向和/或z轴方向移动。
57.图2是示意性示出切削单元38a的分解立体图。切削单元38a具有圆筒状的壳体40。在壳体40中收纳有沿着y轴方向配置的圆筒状的主轴(旋转轴)42。
58.主轴42的前端部向壳体40的外部露出,在该前端部固定有安装座44。另外,在主轴42的基端部(另一端侧)连结有使主轴42旋转的电动机等旋转驱动源(未图示)。
59.安装座44具有:圆盘状的凸缘部46;以及从凸缘部46的正面46a的中央部突出的圆
筒状的支承轴48。在凸缘部46的外周部的正面46a侧设置有从正面46a突出的环状的凸部46b。凸部46b的前端面46c形成为与正面46a大致平行。
60.在支承轴48的外周面上形成有螺纹部48a。另外,在支承轴48的前端面的中央部形成有凹部48b。在支承轴48上安装对被加工物11进行切削的环状的切削刀具50。
61.图3的(a)是示意性示出切削刀具50的正面侧的立体图,图3的(b)是示意性示出切削刀具50的背面侧的立体图。切削刀具50具有:由铝(al)等金属材料构成的环状的基台52;以及沿着基台52的外周缘形成的环状的切刃54。
62.在基台52的中央部按照支承轴48能够插入的方式设置有在厚度方向上贯通基台52的开口52a。另外,在基台52的开口52a的周围形成有沿着基台52的厚度方向向正面侧突出的环状的凸部52b。
63.另外,在基台52的背面侧设置有记录了切削刀具50的种类和特性中的一方或双方的记录部52c。记录部52c例如是一维码(条形码)或二维码(qr(quick response)码(注册商标)等)。
64.切刃54例如通过利用镀镍层固定由金刚石等形成的磨粒而形成。不过,对于切刃54的磨粒和结合材料的材质没有限制,根据被加工物11的材质和加工目的等而适当地选择。
65.再次参照图2,对切削单元38a的剩余的构成要素进行说明。在支承轴48的螺纹部48a上紧固用于固定切削刀具50的环状的螺母56。在螺母56的中央部形成有与支承轴48的直径对应的圆形的开口56a。
66.在开口56a中形成有与形成于支承轴48的螺纹部48a对应的螺纹槽。另外,在螺母56上沿着螺母56的周向大致等间隔地形成有在厚度方向上贯通螺母56的多个贯通孔56b。
67.切削刀具50按照支承轴48插入至基台52的开口52a的方式安装于安装座44。并且,当使螺母56与支承轴48的螺纹部48a螺合而紧固时,切削刀具50被凸缘部46的前端面46c和螺母56夹持。由此,将切削刀具50固定于主轴42的前端部。
68.另外,这里对切削单元38a进行了说明,切削单元38b也具有与切削单元38a同样的结构。并且,安装于切削单元38a的切削刀具50与安装于切削单元38b的切削刀具50配置成相互面对。
69.另外,如图1所示,在沿x轴方向与切削单元38a、38b相邻的位置设置有对卡盘工作台14所保持的被加工物11等进行拍摄的照相机60。
70.照相机60例如由具有接受可见光并转换成电信号的拍摄元件的可见光照相机、或具有接受红外线并转换成电信号的拍摄元件的红外线照相机等构成。
71.在切削装置2中,例如根据利用照相机60对卡盘工作台14上的被加工物11进行拍摄而获取的图像,能够进行被加工物11与切削单元38a、38b的对位。
72.另外,从开口4b观察,在开口4a的相反侧的开口4b的侧方配置有清洗单元62。清洗单元62在筒状的清洗空间内具有对被加工物11进行保持的旋转工作台62a。
73.在旋转工作台62a上连结有使旋转工作台62a绕与z轴方向大致平行的旋转轴旋转的电动机等旋转驱动源(未图示)。在旋转工作台62a的上方配置有朝向旋转工作台62a所保持的被加工物11喷射清洗用的流体(例如将水和空气混合而成的混合流体)的喷嘴62b。
74.在切削装置2中,例如通过一边使保持着被加工物11的旋转工作台62a旋转一边从
喷嘴62b朝向被加工物11喷射流体,能够对被加工物11进行清洗。
75.另外,在第2支承构造34的背面侧(后方侧)设置有对切削刀具50进行更换的切削刀具更换单元64。图4是示意性示出切削刀具更换单元64的立体图。切削刀具更换单元64具有对多个切削刀具50进行保持而保管的一对切削刀具存放器70a、70b。
76.切削刀具存放器70a、70b配置成沿着y轴方向相互对置。在切削刀具存放器70a、70b中保管已被用于被加工物11的切削的使用完毕的切削刀具50以及更换用的切削刀具50(未使用的切削刀具50)。
77.切削刀具存放器70a、70b具有沿着z轴方向配置的柱状的支承构造72。支承构造72例如设置于第2支承构造34(参照图1)的后方,固定于基台4的上表面上。不过,对于支承构造72的设置位置没有限制。
78.在支承构造72中收纳有沿着y轴方向配置的圆筒状的主轴74。主轴74的前端部(一个端侧)从支承构造72的侧面露出,在主轴74的基端部(另一端侧)连结有电动机等旋转驱动源(未图示)。
79.另外,在主轴74的前端部固定有圆盘状的支承部件76。支承部件76通过从旋转驱动源经由主轴74而传递的动力,绕与y轴方向大致平行的旋转轴旋转。
80.图5是示意性示出切削刀具存放器70a的立体图。另外,以下对切削刀具存放器70a进行说明,切削刀具存放器70b也与切削刀具存放器70a同样地构成。
81.支承部件76具有相互大致平行的正面76a和背面76b,主轴74的前端部固定于支承部件76的背面76b侧。并且,在支承部件76的正面76a侧设置有对切削刀具50进行保管的多个切削刀具收纳部78。
82.具体而言,在支承部件76上设置有在厚度方向(y轴方向)上贯通支承部件76的多个圆形的开口76c。例如多个开口76c沿着支承部件76的周向大致等间隔地形成。
83.在开口76c中嵌入有由透明材质形成且对切削刀具50进行支承的圆盘状的支承部件80。并且,支承部件80在开口76c的内部固定于支承部件76。
84.在支承部件80的中央部设置有从支承部件80的正面80a突出的圆筒状的凸台部(支承轴)82。凸台部82例如由与支承部件80相同的透明材质形成,固定于支承部件80的中央部。
85.凸台部82形成为直径与设置于切削刀具50的基台52的开口52a(参照图2)的直径对应。即,凸台部82能够插入至基台52的开口52a中。
86.当在基台52的开口52a中插入凸台部82时,切削刀具50被支承部件80的正面80a和凸台部82支承。即,切削刀具收纳部78是由支承部件80的正面80a和凸台部82构成的。
87.另外,在支承部件76的背面76b侧设置有固定于支承构造72的侧面的拍摄单元(收纳判定单元)86。拍摄单元86具有:物镜86a;按照围绕物镜86a的方式设置的环状的照明部86b;以及接受在从照明部86b照射光的状态下通过了物镜86a的可见光或红外线等光并转换成电信号的拍摄元件(未图示)。
88.照明部86b例如是以聚集光的方式朝向支承部件76的背面76b侧倾斜地照射可见光或红外线的斜光照明。另外,拍摄单元86配置于在y轴方向上与支承部件76重叠的位置,对定位于与拍摄单元86对置的位置的切削刀具收纳部78进行拍摄。
89.并且,在切削装置2中,根据拍摄单元86的拍摄而得到的图像来判定切削刀具收纳
部78中是否收纳有切削刀具50。另外,后文对该判定的详细内容进行叙述。
90.另外,当使支承部件76旋转时,切削刀具收纳部78沿着支承部件76的周向移动,从而与拍摄单元86对置的切削刀具收纳部78变更。由此,选择作为拍摄单元86的拍摄对象的切削刀具收纳部78。
91.支承部件80的材质根据在拍摄单元86的拍摄中所用的光的种类而适当地进行选择。例如在从照明部86b照射的光是可见光的情况下,支承部件80由透过可见光的部件构成。支承部件80例如由塑料或玻璃(石英玻璃、硼硅酸盐玻璃等)等形成。另外,凸台部82也可以使用与支承部件80相同的材料。
92.另外,也可以代替在支承部件76中设置开口76c和支承部件80的方式而使支承部件76本身由塑料或玻璃等透明的材料形成。在该情况下,设置有从支承部件76的正面76a突出的多个凸台部82,由支承部件76的正面76a和凸台部82构成切削刀具收纳部78。
93.如图4所示,切削刀具存放器70a、70b按照切削刀具存放器70a的支承部件76的正面76a与切削刀具存放器70b的支承部件76的正面76a面对的方式以相互分开的状态进行配置。并且,设置有主视时在切削刀具存放器70a、70b之间对切削刀具50进行保持而搬送的切削刀具搬送机构88。
94.切削刀具搬送机构88具有使后述的装卸单元(装卸机构)98移动的装卸单元移动机构90。装卸单元移动机构90具有与x轴方向和y轴方向大致平行地配置的板状的基台90a。基台90a例如配置于第2支承构造34(参照图1)的后方。
95.在基台90a的下表面侧固定有沿着x轴方向配置的滚珠丝杠92。另外,在滚珠丝杠92上螺合有长方体状的移动块94,在移动块94的下表面侧固定有形成为侧视
“コ”
字(u字)型的支承部件96。支承部件96对进行切削刀具50和螺母56(参照图2)的装卸的装卸单元98进行支承。
96.在滚珠丝杠92的端部连接有脉冲电动机(未图示)。当通过该脉冲电动机使滚珠丝杠92旋转时,支承部件96所支承的装卸单元98沿着滚珠丝杠92在x轴方向上移动。由此,控制装卸单元98的x轴方向的位置。
97.另外,装卸单元移动机构90具有使基台90a沿着y轴方向移动的滚珠丝杠式的y轴移动机构(未图示)。通过该y轴移动机构,控制装卸单元98的y轴方向的位置。
98.图6是示意性示出装卸单元98的立体图。对装卸单元98进行支承的支承部件96具有:板状的上壁部96a,其固定于移动块94的下表面侧;柱状的侧壁部96b,其从上壁部96a的后方侧的端部朝向下方突出;以及板状的支承部96c,其从侧壁部96b的下端部向前方侧突出,配置成与上壁部96a大致平行。
99.装卸单元98被支承部件96的支承部96c支承。装卸单元98具有:刀具装卸单元100,其进行切削刀具50的装卸;以及螺母装卸单元130,其进行用于固定切削刀具50的螺母56(参照图2)的装卸。
100.刀具装卸单元100和螺母装卸单元130固定于支承部件96的支承部96c上。刀具装卸单元100具有:构成旋转驱动源的电动机102;以及与电动机102连接的动力传递机构104。电动机102和动力传递机构104按照相互相邻的方式沿着x轴方向配置。
101.电动机102具有:壳体102a,其形成为中空的立方体状,对转子和定子等构成要素进行收纳;以及主轴(未图示),其与转子连接,沿着z轴方向配置。电动机102的主轴的前端
部从壳体102a的上表面露出,在主轴的前端部固定有圆盘状的滑轮102b。
102.动力传递机构104具有:壳体104a,其形成为中空的立方体状;以及主轴(未图示),其收纳于壳体104a,沿着z轴方向配置。动力传递机构104的主轴的前端部从壳体104a的上表面露出,在主轴的前端部固定有圆盘状的滑轮104b。
103.在壳体104a上形成有在左右方向(y轴方向)上贯通壳体104a的贯通孔104c。在该贯通孔104c中按照贯通壳体104a的方式插入有圆筒状的轴106,轴106的两端部从壳体104a的两个侧面露出。
104.轴106以能够绕与y轴方向大致平行的旋转轴旋转的状态被保持,在壳体104a的内部与动力传递机构104的主轴连结。具体而言,在壳体104a的内部设置有将沿着z轴方向配置的动力传递机构104的主轴的旋转的动力转换成沿着y轴配置的轴106的旋转的动力的转换机构。
105.该转换机构例如由锥齿轮(圆锥齿轮、直锥齿轮等)或准双曲面齿轮构成。电动机102和动力传递机构104通过由带或链条等构成的环状的连结部件108连结。
106.具体而言,连结部件108按照与电动机102的滑轮102b的侧面和动力传递机构104的滑轮104b的侧面接触的方式俯视呈长圆状卷绕于滑轮102b和滑轮104b上。
107.当对电动机102提供电力时,电动机102的动力经由滑轮102b、连结部件108和滑轮104b而传递至动力传递机构104的旋转轴。另外,通过设置于壳体104a的内部的转换机构,将动力传递机构104的主轴的动力传递至轴106,轴106进行旋转。这样,电动机102的动力通过动力传递机构104而传递至轴106。
108.在轴106的一端侧固定有对安装于切削单元38a(参照图1)的切削刀具50和即将新安装于切削单元38a的切削刀具50进行保持的刀具保持单元110a。
109.另外,在轴106的另一端侧固定有对安装于切削单元38b(参照图1)的切削刀具50和即将新安装于切削单元38b的切削刀具50进行保持的刀具保持单元110b。
110.刀具保持单元110a、110b分别具有:板状的支承部件112,其形成为侧视长圆状,固定于轴106的前端部;以及刀具把持单元114a、114b,它们设置于支承部件112的朝向动力传递机构104的相反侧的面侧。
111.刀具把持单元114a固定于支承部件112的一端(前端)侧,刀具把持单元114b固定于支承部件112的另一端(后端)侧。刀具把持单元114a、114b分别具有固定于支承部件112的圆筒状的把持部116。
112.把持部116具有朝向动力传递机构104的相反侧的正面116a。另外,在把持部116上设置有从正面116a突出的定位销118。定位销118的前端部与形成于安装座44的支承轴48的凹部48b(参照图2)的位置和大小对应地形成,能够插入至凹部48b中。
113.在把持部116的周围沿着把持部116的周向大致等间隔地配置有对切削刀具50的凸部52b(参照图2)进行把持的多个把持部件120。多个把持部件120分别形成为柱状,把持部件120的基端部(一端侧)与把持部116的外周面连接。
114.在图6中示出设置有从四个方向把持切削刀具50的凸部52b的外周面的四个把持部件120的例子。把持部件120的前端部(另一端侧)从把持部116的正面116a突出,在该前端部形成有与切削刀具50的凸部52b的外周面接触的接触部120a。
115.把持部件120的前端部例如通过收纳于把持部116的内部的移动机构(未图示)沿
着把持部116的半径方向移动。该移动机构将接触部120a与切削刀具50的凸部52b的外周面接触而把持切削刀具50的状态(闭状态)和接触部120a与闭状态时相比配置于把持部116的半径方向外侧而解除对切削刀具50的把持的状态(开状态)进行切换。
116.在更换安装于切削单元38a、38b的切削刀具50时,通过刀具保持单元110a、110b进行切削刀具50的装卸。另外,在后文对切削刀具50的更换时的刀具保持单元110a、110b的具体动作进行叙述。
117.在刀具装卸单元100的前方设置有螺母装卸单元130。螺母装卸单元130具有:构成旋转驱动源的电动机132;以及与电动机132连接的动力传递机构134。电动机132和动力传递机构134按照相互相邻的方式沿着x轴方向配置。
118.电动机132和动力传递机构134的结构与刀具装卸单元100的电动机102和动力传递机构104的结构相同。具体而言,电动机132具有壳体132a以及固定于电动机132的主轴的前端部的滑轮132b。另外,动力传递机构134具有壳体134a和固定于动力传递机构134的主轴的前端部的滑轮134b。
119.在壳体134a上形成有在左右方向(y轴方向)上贯通壳体134a的贯通孔134c。在贯通孔134c中按照贯通壳体134a的方式插入有圆筒状的轴136,轴136的两端部从壳体134a的两个侧面露出。
120.轴136以能够绕与y轴方向大致平行的旋转轴旋转的状态被保持,在壳体134a的内部与动力传递机构134的旋转轴连结。电动机132和动力传递机构134通过由带或链条等构成的环状的连结部件138连结。
121.具体而言,连结部件138按照与电动机132的滑轮132b的侧面和动力传递机构134的滑轮134b的侧面接触的方式俯视呈长圆状地卷绕于滑轮132b和滑轮134b。
122.当对电动机132提供电力时,电动机132的动力经由滑轮132b、连结部件138和滑轮134b而传递至动力传递机构134的主轴。另外,通过设置于壳体134a的内部的转换机构,动力传递机构134的主轴的动力传递至轴136,轴136进行旋转。这样,电动机132的动力通过动力传递机构134传递至轴136。
123.在轴136的一端侧固定有对用于将切削刀具50固定于切削单元38a的主轴42的螺母56(参照图2)进行保持而旋转的螺母保持单元140a。另外,在轴136的另一端侧固定有对用于将切削刀具50固定于切削单元38b的主轴42的螺母56进行保持而旋转的螺母保持单元140b。
124.螺母保持单元140a、140b分别具有与轴136的前端部连接的圆筒状的旋转部件142。旋转部件142被弹簧等朝向动力传递机构134的相反侧施力,构成为通过外力的赋予而能够沿着y轴方向移动。
125.旋转部件142具有朝向动力传递机构134的相反侧的正面142a。在旋转部件142上设置有从正面142a突出的四个保持销144。保持销144与螺母56(参照图2)的贯通孔56b的位置和大小对应地形成,能够插入至贯通孔56b中。
126.另外,保持销144的数量根据贯通孔56b的数量而适当地设定。另外,在旋转部件142的周围沿着旋转部件142的周向大致等间隔地配置有把持螺母56的多个把持部件146。
127.把持部件146形成为柱状,把持部件146的基端部(一端侧)与旋转部件142的外周面连接。在图6中示出设置有从四个方向把持螺母56的外周面的四个把持部件146的例子。
128.把持部件146的前端部(另一端侧)从旋转部件142的正面142a突出,在该前端部形成有朝向旋转部件142的中心侧弯曲的爪部146a。
129.另外,把持部件146被弹簧等朝向旋转部件142的半径方向外侧施力,构成为爪部146a能够沿着旋转部件142的半径方向移动。
130.另外,在旋转部件142的周围设置有形成为中空的圆筒状的罩148。旋转部件142和把持部件146的基端侧(动力传递机构134侧)收纳于罩148的内部。
131.当朝向罩148的内侧按压旋转部件142时,对旋转部件142施力的弹簧发生收缩,旋转部件142与多个把持部件146一起被推入罩148的内侧。
132.当将旋转部件142推入罩148的内侧时,多个把持部件146的前端部(爪部146a侧)与罩148的内壁接触而被按压,对把持部件146施力的弹簧发生收缩。由此,多个把持部件146的前端部朝向旋转部件142的半径方向内侧移动。
133.并且,多个把持部件146成为配置成长度方向沿着罩148的内壁的状态。此时,把持部件146的爪部146a例如配置于比旋转部件142的外周缘靠旋转部件142的半径方向内侧的位置(闭状态)。
134.另一方面,当解除对旋转部件142的外力赋予时,旋转部件142朝向罩148的外侧移动,解除把持部件146的前端部被罩148的内壁按压的状态。由此,多个把持部件146的前端部朝向旋转部件142的半径方向外侧移动。
135.并且,多个把持部件146的前端部成为与闭状态时相比配置于旋转部件142的半径方向外侧的状态。此时,把持部件146的爪部146a例如配置于比旋转部件142的外周缘靠旋转部件142的半径方向外侧的位置(开状态)。
136.上述螺母保持单元140a、140b分别对螺母56进行保持而旋转。具体而言,首先按照旋转部件142的保持销144插入至螺母56的贯通孔56b(参照图2)中的方式使螺母56与旋转部件142的正面142a接触。
137.当在该状态下将旋转部件142推入罩148的内侧时,多个把持部件146成为闭状态,爪部146a与螺母56的外周面接触而对螺母56进行把持。
138.当在通过多个把持部件146保持螺母56的状态下使电动机132驱动时,电动机132的动力经由动力传递机构134而传递至轴136,轴136进行旋转。由此,旋转部件142进行旋转,把持部件146所保持的螺母56也进行旋转。
139.通过利用螺母保持单元140a、140b对螺母56进行保持而旋转,能够在进行安装于切削单元38a、38b的切削刀具50的更换时自动地进行螺母56的紧固和拆卸。另外,在后文对切削刀具50的更换时的螺母装卸单元130的具体动作进行叙述。
140.构成切削装置2的各构成要素(卡盘工作台移动机构10、卡盘工作台14、夹具16、导轨18、第1搬送单元移动机构24、第1搬送单元26、第2搬送单元移动机构30、第2搬送单元32、切削单元移动机构36a、36b、切削单元38a、38b、照相机60、清洗单元62和切削刀具更换单元64等)分别与控制单元66连接。
141.控制单元66生成用于控制切削装置2的各构成要素的动作的控制信号,并输出所生成的控制信号。控制单元66例如由计算机构成,该控制单元66包含:处理部,其进行使切削装置2的各构成要素进行动作所需的各种处理(运算等);以及存储部,其存储在基于处理部的处理中所用的各种信息(数据和程序等)。
142.处理部构成为包含cpu(central processing unit,中央处理器)等处理器。另外,存储部构成为包含构成主存储装置和辅助存储装置等的各种存储器。
143.通过上述切削装置2进行被加工物11的切削加工。在对被加工物11进行加工时,首先将作为加工对象的被加工物11收纳于盒8中。并且,将盒8载置于盒载置台6的上表面上。
144.收纳于盒8的被加工物11通过第1搬送单元26从盒8中搬出。具体而言,第1搬送单元26在利用把持部26a把持着框架15的端部的状态下按照远离盒8的方式沿着y轴方向移动。
145.由此,将被加工物11从盒8中拉出并配置于一对导轨18上。并且,被加工物11通过一对导轨18夹持,进行被加工物11的对位。
146.接着,通过第1搬送单元26对框架15的上表面侧进行保持,将被加工物11搬送至卡盘工作台14上。被加工物11隔着带13而配置于卡盘工作台14上。
147.另外,框架15被多个夹具16固定。当在该状态下对保持面14a作用吸引源的负压时,被加工物11隔着带13而被卡盘工作台14吸引保持。
148.并且,安装于切削单元38a、38b的切削刀具50一边旋转一边切入至被加工物11,对被加工物11实施切削加工。例如被加工物11被切削刀具50沿着分割预定线切削,分割成多个器件芯片。
149.当完成被加工物11的加工时,通过第2搬送单元32对框架15的上表面侧进行保持,将被加工物11从卡盘工作台14搬送至清洗单元62。并且,通过清洗单元62进行被加工物11的清洗。
150.当完成被加工物11的清洗时,通过第1搬送单元26对框架15的上表面侧进行保持并搬送至一对导轨18上。并且,框架15通过一对导轨18夹持,进行被加工物11和框架15的对位。
151.然后,第1搬送单元26在利用把持部26a把持着框架15的状态下按照靠近盒8的方式沿着y轴方向移动。由此,将被加工物11收纳于盒8中。这样,通过切削装置2对被加工物11进行加工。
152.另外,在控制单元66的存储部中存储有记述上述切削装置2的一系列动作的程序。并且,当对切削装置2输入指示被加工物11的加工的信号时,控制单元66的处理部从存储部读出程序并执行,依次生成用于控制切削装置2的各构成要素的动作的控制信号。
153.这里,安装于切削单元38a、38b的切削刀具50由于对被加工物11进行切削而慢慢发生磨损,因此要定期地进行更换。切削刀具50的更换通过切削刀具更换单元64自动地实施。
154.以下,对更换切削刀具50时的切削刀具更换单元64的动作的具体例进行说明。具体而言,说明对已安装于切削单元38a的使用完毕的切削刀具50和保管于切削刀具存放器70a的未使用的切削刀具50进行更换时的动作。
155.另外,将已安装于切削单元38b的使用完毕的切削刀具50与保管于切削刀具存放器70b的未使用的切削刀具50进行更换时的动作也是同样的。
156.首先,通过装卸单元移动机构90使装卸单元98沿着x轴方向移动以便使刀具保持单元110a的刀具把持单元114b(参照图6)与切削刀具存放器70a(参照图4)对置。
157.此时,若有需要,则使切削刀具存放器70a的主轴74旋转以便使刀具把持单元114b
的把持部116与切削刀具存放器70a的切削刀具收纳部78所保持的更换用的切削刀具50对置。
158.接着,通过收纳于该把持部116的内部的移动机构,使设置于刀具把持单元114b的把持部116的周围的把持部件120成为开状态。接着,通过装卸单元移动机构90的y轴移动机构使基台90a沿着y轴方向移动以便使从该把持部116的正面116a突出的定位销118接近切削刀具收纳部78的凸台部82(参照图5)。
159.接着,通过收纳于刀具把持单元114b的把持部116的内部的移动机构,使设置于该把持部116的周围的把持部件120成为闭状态。由此,形成于该把持部件120的前端部的接触部120a与切削刀具50的凸部52b(参照图2)的外周面接触。即,通过该把持部件120对更换用的切削刀具50进行把持。
160.接着,通过装卸单元移动机构90的y轴移动机构使基台90a沿着y轴方向移动以便使定位销118远离凸台部82。接着,通过装卸单元移动机构90使装卸单元98沿着x轴方向移动以便使装卸单元98的螺母保持单元140a(参照图6)与切削单元38a的安装座44对置。
161.接着,通过切削单元移动机构36a使切削单元38a沿着y轴方向移动以便将固定安装于切削单元38a的切削刀具50的螺母56(参照图2)按压至螺母保持单元140a的旋转部件142的正面142a。
162.此时,螺母保持单元140a的多个保持销144插入至螺母56的贯通孔56b中。当旋转部件142被螺母56按压时,旋转部件142被推入罩148的内侧,设置于旋转部件142的周围的多个把持部件146成为闭状态。由此,螺母56被多个把持部件146的爪部146a把持。
163.接着,通过电动机132(参照图6)的动力使轴136旋转,使螺母保持单元140a向螺母56拧松的方向旋转。由此,能够将螺母保持单元140a所把持的螺母56从安装座44的支承轴48拆卸。
164.接着,通过切削单元移动机构36a使切削单元38a沿着y轴方向移动以便使切削单元38a与螺母保持单元140a远离。另外,螺母保持单元140a构成为能够维持旋转部件142被推入罩148的内侧的状态,螺母56在从支承轴48拆卸后仍通过螺母保持单元140a进行保持。
165.接着,通过装卸单元移动机构90使装卸单元98沿着x轴方向移动以便使刀具保持单元110a的刀具把持单元114a与安装于切削单元38a的切削刀具50对置。
166.接着,通过收纳于刀具把持单元114a的把持部116的内部的移动机构,使设置于该把持部116的周围的把持部件120成为开状态。接着,通过切削单元移动机构36a使切削单元38a沿着y轴方向移动以便使安装座44的支承轴48接近从该把持部116的正面116a突出的定位销118。
167.接着,通过收纳于刀具把持单元114a的把持部116的内部的移动机构,使设置于该把持部116的周围的把持部件120成为闭状态。由此,形成于该把持部件120的前端部的接触部120a与切削刀具50的凸部52b的外周面接触。即,通过把持部件120对使用完毕的切削刀具50进行把持。
168.接着,通过切削单元移动机构36a使切削单元38a沿着y轴方向移动以便使切削单元38a与螺母保持单元140a远离。由此,能够从切削单元38a拆卸使用完毕的切削刀具50。
169.接着,通过电动机102(参照图6)的动力使轴106旋转180
°
。由此,支承部件112进行旋转,调换刀具把持单元114a的位置与刀具把持单元114b的位置。其结果是,保持着未使用
的切削刀具50的刀具把持单元114b与切削单元38a的安装座44对置。
170.接着,通过切削单元移动机构36a使切削单元38a沿着y轴方向移动以便使切削单元38a与刀具把持单元114b接近。由此,安装座44的支承轴48插入至刀具把持单元114b所把持的未使用的切削刀具50的开口52a中。
171.接着,通过收纳于刀具把持单元114b的把持部116的内部的移动机构,使设置于该把持部116的周围的把持部件120成为开状态。由此,将未使用的切削刀具50安装于主轴42的前端部。
172.接着,通过切削单元移动机构36a使切削单元38a沿着y轴方向移动以便使切削单元38a与刀具把持单元114b远离。接着,通过装卸单元移动机构90使装卸单元98移动以便使处于保持着螺母56的状态的螺母保持单元140a与安装座44对置。
173.接着,通过切削单元移动机构36a使切削单元38a沿着y轴方向移动以便使切削单元38a与螺母保持单元140a接近。由此,将螺母保持单元140a所保持的螺母56定位于安装座44的支承轴48的前端部。
174.接着,通过电动机132的动力使轴136旋转,使螺母保持单元140a向螺母56紧固的方向旋转。由此,将螺母56紧固于形成于安装座44的支承轴48的螺纹部48a。其结果是,未使用的切削刀具50被安装座44的凸部46b的前端面46c和螺母56夹持,被固定于切削单元38a。
175.接着,通过切削单元移动机构36a使切削单元38a沿着y轴方向移动以便使切削单元38a与螺母保持单元140a远离。此时,旋转部件142朝向罩148的外侧移动,多个把持部件146成为开状态。由此,解除多个把持部件146对螺母56的把持。
176.接着,通过装卸单元移动机构90使装卸单元98沿着x轴方向移动以便使通过把持部件120而把持着使用完毕的切削刀具50的刀具把持单元114a与切削刀具存放器70a对置。
177.此时,若有需要,则使切削刀具存放器70a的主轴74旋转以便使刀具把持单元114a的把持部116与切削刀具存放器70a的切削刀具收纳部78对置。
178.并且,在切削刀具更换单元64中,在使用设置于切削刀具存放器70a的拍摄单元(收纳判定单元)86(参照图4)确认了切削刀具收纳部78中未收纳其他切削刀具之后,将使用完毕的切削刀具50收纳于切削刀具收纳部78。
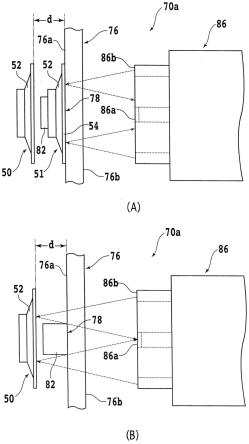
179.以下,参照图7的(a)和图7的(b)说明对切削刀具收纳部7中8是否收纳有其他切削刀具的确定动作。另外,图7的(a)是示意性示出在切削刀具收纳部78中收纳有其他切削刀具的切削刀具存放器70a的一部分的侧视图,图7的(b)是示意性示出在切削刀具收纳部78中未收纳其他切削刀具的切削刀具存放器70a的一部分的侧视图。
180.在进行该确认时,首先将切削刀具50定位于能够通过设置于支承部件76的背面76b侧的拍摄单元86清楚地拍摄切削刀具50的由铝等金属材料形成的基台52的背面侧的位置(距离支承部件76的正面76a为规定的距离d的位置)上。
181.具体而言,通过装卸单元移动机构90的y轴移动机构使基台90a沿着y轴方向移动,以便使从拍摄单元86的照明部86b照射的光被基台52的背面反射而入射至物镜86a。
182.换言之,关于拍摄单元86的照明部86b,按照在将切削刀具50定位于距离支承部件76的正面76a为规定的距离d的位置上的情况下能够清楚地拍摄基台52的背面侧的方式(按照从照明部86b照射的光被基台52的背面反射而入射至物镜86a的方式)设计光的出射角和位置。
183.接着,在从照明部86b照射光的状态下,拍摄单元86进行拍摄。这里,在切削刀具收纳部78中收纳有其他切削刀具51的情况下(参照图7的(a)),从照明部86b照射的光不会到达切削刀具50,不会被切削刀具51的基台52的背面反射而入射至物镜86a。因此,在拍摄单元86的拍摄而得到的图像中包含与切削刀具51的基台52的背面对应的比较暗的环状的部分。
184.另一方面,在切削刀具收纳部78中未收纳其他切削刀具51的情况下(参照图7的(b)),从照明部86b照射的光如上述那样被切削刀具50的基台52的背面反射而入射至物镜86a。因此,在通过拍摄单元86的拍摄而得到的图像中包含与切削刀具50的基台52的背面对应的比较亮的环状的部分。
185.接着,控制单元66(参照图1)对切削刀具收纳部78是否收纳有切削刀具51进行判定。另外,控制单元66具有亮度计算部66a,该亮度计算部66a根据通过拍摄单元86的拍摄而得到的图像中所包含的与切削刀具51或切削刀具50对应的部分计算亮度。
186.即,关于亮度计算部66a,在切削刀具收纳部78中收纳有切削刀具51的情况下,根据该图像所包含的与切削刀具51对应的部分计算亮度,另外,在切削刀具收纳部78中未收纳切削刀具51的情况下,根据该图像所包含的与切削刀具50对应的部分计算亮度。
187.另外,控制单元66具有阈值存储部66b,该阈值存储部66b中存储有作为对该图像所包含的与切削刀具51对应的部分的亮度和该图像所包含的与切削刀具50对应的部分的亮度进行区分的基准的阈值。
188.另外,控制单元66具有判定部66c,该判定部66c通过将亮度计算部66a所计算的亮度与阈值存储部66b所存储的阈值进行比较,对在切削刀具收纳部78中是否收纳有切削刀具51进行判定。
189.即,在控制单元66中,判定部66c对亮度计算部66a根据通过拍摄单元86的拍摄而得到的图像所包含的与切削刀具51或切削刀具50对应的部分计算的亮度与阈值存储部66b所存储的阈值进行比较,由此对在切削刀具收纳部78中是否收纳有切削刀具51进行判定。
190.具体而言,在亮度高于阈值的情况下,判定部66c判定为在切削刀具收纳部78中未收纳切削刀具51。另外,在亮度低于阈值的情况下,判定部66c判定为在切削刀具收纳部78中收纳有切削刀具51。
191.在控制单元66判定为在切削刀具收纳部78中未收纳切削刀具51的情况下,将切削刀具收纳部78的凸台部82插入至刀具把持单元114a所保持的切削刀具50的开口52a(参照图2)中。具体而言,通过装卸单元移动机构90的y轴移动机构使基台90a沿着y轴方向移动以便使切削刀具50与支承部件76的正面76a接触。
192.接着,通过收纳于刀具把持单元114a的把持部116的内部的移动机构,使设置于该把持部116的周围的把持部件120成为开状态。由此,形成于该把持部件120的前端部的接触部120a远离切削刀具50的凸部52b的外周面。
193.接着,通过装卸单元移动机构90的y轴移动机构使基台90a沿着y轴方向移动,以便使从该把持部116的正面116a突出的定位销118远离凸台部82。由此,将使用完毕的切削刀具50搬入至切削刀具收纳部78。
194.另一方面,在控制单元66判定为在切削刀具收纳部78中收纳有切削刀具51的情况下,使切削刀具存放器70a的主轴74(参照图5)旋转以便使刀具把持单元114a的把持部116
与其他切削刀具收纳部78对置。并且,如上述那样,再次进行对切削刀具收纳部78中是否收纳有其他切削刀具51的确认动作。
195.另外,在控制单元66判定为在切削刀具存放器70a的多个切削刀具收纳部78中全部收纳有切削刀具51的情况下,使用切削装置2的显示器(未图示)或指示灯(未图示),将出错信息通知给切削装置2的操作者。
196.如上所述,在切削装置2中,将切削刀具50搬入至使用拍摄单元(收纳判定单元)86而判定为未收纳切削刀具51的切削刀具收纳部78。由此,防止对已经收纳有其他切削刀具51的切削刀具收纳部78搬入切削刀具50。
197.另外,在通过拍摄单元86拍摄的切削刀具50的基台52的背面侧设置有记录了切削刀具50的种类和特性中的一方或双方的记录部52c。因此,控制单元66的判定部66c也可以根据通过拍摄单元86的拍摄而得到的图像所包含的与记录部52c对应的部分来进行切削刀具50的种类和特性中的一方或双方的判定。
198.即,在切削装置2中,也可以根据通过一个拍摄单元86得到的图像而进行两个判定(对切削刀具收纳部78中是否收纳有切削刀具的判定和对切削刀具50的种类和特性中的一方或双方的判定)。在该情况下,无需新设置用于进行切削刀具50的种类和特性中的一方或双方的判定的机构,因此能够降低切削装置2的制造成本。
199.另外,切削装置2只是本发明的一个方式,本发明的切削装置不限于切削装置2的结构。例如在本发明中,只要能够判定在切削刀具收纳部78是否收纳有其他切削刀具51即可,判定动作不限于上述的动作。
200.具体而言,拍摄单元86例如可以置换成照射可见光或红外线等光的投光部和接受在被检测物上发生了反射的光并生成电信号的光电传感器等传感器。并且,在本发明中,可以根据在该传感器中生成的电信号而判定切削刀具收纳部78中是否收纳有其他切削刀具51。
201.另外,也可以在切削刀具收纳部78的前表面(支承部件76的正面76a)侧设置挡板,该挡板能够在覆盖切削刀具收纳部78的前表面侧的关闭位置和使切削刀具收纳部78的前表面侧露出的开放位置之间移动。
202.该挡板例如具有在关闭位置距离支承部件76的正面76a为规定的距离d的面,该面能够反射从拍摄单元86的照明部86b照射的光。
203.并且,在该情况下,根据将该挡板配置于关闭位置的状态下的通过拍摄单元86的拍摄而得到的图像,与上述的判定动作同样地能够判定在切削刀具收纳部78是否收纳有其他切削刀具51。
204.即,能够不将切削刀具50定位于距离支承部件76的正面76a规定的距离d的位置而判定切削刀具收纳部78中是否收纳有其他切削刀具51。
205.另外,拍摄单元86的照明部86b可以是斜光照明,也可以是同轴照明。在该情况下,在切削刀具收纳部78中收纳有其他切削刀具51的状态下的通过拍摄单元86的拍摄而得到的图像中包含与切削刀具51的基台52的背面对应的比较亮的环状的部分。
206.另一方面,在切削刀具收纳部78中未收纳其他切削刀具51的状态下的通过拍摄单元86的拍摄而得到的图像中不包含这样的较亮的环状的部分。
207.因此,即使在将拍摄单元86的照明部86b置换成同轴照明的情况下,控制单元66也
能够通过与上述的判定动作同样的方法来判定切削刀具收纳部78中是否收纳有切削刀具51。
208.除此以外,上述的实施方式和变形例的构造和方法等只要不脱离本发明的目的的范围,则可以适当地进行变更并实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。