1.本发明属于异型坯质量检测技术领域,特别涉及一种异型坯表面质量控制方法、系统和装置。
背景技术:
2.随着经济的快速发展和供给侧改革的深入推进,汽车、房地产等各个领域对高品质的钢铁需求在日益增大。异型坯是一种截面面积分配优化、强重比合理的经济断面高效型材,被广泛应用于高层建筑、海洋平台、电力设备等领域。在异型坯的生产过程中,会不可避免的产生各种缺陷,异型坯的物理尺寸测量也是不可或缺的,随着人民生活水平的显著提高,对异型坯需求量和品质要求不断提高,异型坯物理尺寸测量和表面质量检测及控制日益重要。
3.由于异型坯型号众多,尺寸测量参数和表面缺陷情况复杂,在尺寸测量方面,当前主要还是依靠测量人员通过物理测量工具,如三坐标来手动测量;在表面缺陷检测方面,主要通过质检人员单纯依靠肉眼观察异型坯表面查找缺陷,具有较大的主观性。不论是物理尺寸的测量,还是表面缺陷的检测,人工操作都存在检测速度慢,精度低,容易造成缺陷的缺检漏检,同时操作人员危险系数高。随着计算机计算能力的大幅提升以及计算机视觉理论、方法的深入研究,机器视觉技术如今各个行业领域落地生根,开花结果,效果显著。现有技术中提出了异型坯表面各种缺陷检测方法,并给出了实际应用的检测装置,可实现表面缺陷在线、非在线的连续检测、分类和记录,对提高生产效率、产品质量,实现企业的减员增效,提高产品核心竞争力具有重要的现实意义。但另一方面,现有技术中公开的技术手段局限于异型坯的表面缺陷检测,对于检测到的缺陷缺乏对应的控制措施,同时缺乏异型坯的物理尺寸测量。
技术实现要素:
4.为了解决上述技术问题,本发明提出了一种异型坯表面质量控制方法、系统和装置。基于双通道图像的线结构光和深度学习算法的融合,同时实现异形坯的物理尺寸测量和表面缺陷检测。
5.为实现上述目的,本发明采用以下技术方案:
6.一种异型坯表面质量控制方法,包括以下步骤:
7.获取用于异型坯表面尺寸测量的第一图像和获取用于异型坯表面缺陷检测的第二图像;
8.通过共享卷积网络提取第二图像中共同特征,然后将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征图组;最后将所述第一图像输入第二分组卷积网络,对输出的缺陷特征图组采用分组卷积网络进行分类得到第二图像中所包含的缺陷种类信息;
9.根据缺陷种类计算缺陷的边界框信息,然后对所边界框回归网络输出的边界框信
息进行过滤,得到最终的异型坯表面质量检测结果。
10.进一步的,所述方法还包括根据所述最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的修磨。
11.进一步的,所述获取用于异型坯表面尺寸测量的第一图像和获取用于异型坯表面缺陷检测的第二图像的方法为:
12.通过成像模组中的红外和近红外两个通道采集用于异型坯表面尺寸测量的第一图像;
13.通过成像模组中的蓝光通道采集用于异型坯表面缺陷检测的第二图像。
14.进一步的,所述将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征图组的过程包括:
15.根据缺陷类别数量设置卷积层,所述缺陷类别数量等于卷积层的数量,使每个卷积层检测一种类型缺陷;
16.对每种类型缺陷采用预设数量的卷积核进行提取,每一组卷积层分别独立与包括公共特征的图像进行卷积计算,提取相应类别的缺陷特征图组。
17.进一步的,在进行缺陷特征分类时,同一个分类器分别对所述相应类别的缺陷特征图组进行计算,以判断第二图像中是否出现当前特征图组所代表的缺陷种类。
18.进一步的,所述根据缺陷种类计算缺陷的边界框信息,然后对所边界框回归网络输出的边界框信息进行过滤,得到最终的异型坯表面质量检测结果的过程包括:根据缺陷种类选择相应的特征图组输入到边界框回归网络计算缺陷的边界框信息,然后通过非极大值抑制方法对所边界框回归网络输出结果进行过滤,得到最终的异型坯表面质量检测结果。
19.本发明还提出了一种异型坯表面质量控制系统,包括获取模块、提取模块和过滤模块;
20.所述获取模块用于获取用于异型坯表面尺寸测量的第一图像和获取用于异型坯表面缺陷检测的第二图像;
21.所述提取模块通过共享卷积网络提取第二图像中共同特征,然后将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征图组;最后将所述第一图像输入第二分组卷积网络,对输出的缺陷特征图组采用分组卷积网络进行分类得到第二图像中所包含的缺陷种类信息;
22.所述过滤模块用选择相应的特征图组输入到边界框回归网络计算缺陷的边界框信息,然后通过非极大值抑制方法对所边界框回归网络输出结果进行过滤,得到最终的异型坯表面质量检测结果。
23.本发明还提出了一种异型坯表面质量控制装置,包括成像模组和上位机;
24.所述成像模组通过红外和近红外两个通道采集用于异型坯表面尺寸测量的第一图像,通过蓝光通道采集用于异型坯表面缺陷检测的第二图像;
25.所述上位机用于通过共享卷积网络提取第二图像中共同特征,然后将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征;最后将所述第一图像输入第二分组卷积网络,对输出的缺陷特征采用分组卷积网络进行分类得到第二图像中所包含的缺陷种类信息;选择相应的特征图组输入到边界框
回归网络计算缺陷的边界框信息,然后通过非极大值抑制方法对所边界框回归网络输出结果进行过滤,得到最终的异型坯表面质量检测结果。
26.进一步的,所述装置还包括喷码打标机;
27.所述喷码达标机用于在编码器确定了异形坯物理位置后,接收上位机的指令,根据所述最终的异型坯表面质量检测结果对异型坯进行喷码打标。
28.进一步的,所述装置还包括修磨机;
29.所述修磨机用于根据喷码打标的结果,以及所述物理位置对异型坯喷码打标的位置进行异型坯表面相应的修磨。
30.发明内容中提供的效果仅仅是实施例的效果,而不是发明所有的全部效果,上述技术方案中的一个技术方案具有如下优点或有益效果:
31.本发明提出了一种异型坯表面质量控制方法、系统和装置,该方法包括获取用于异型坯表面尺寸测量的第一图像和获取用于异型坯表面缺陷检测的第二图像;通过共享卷积网络提取第二图像中共同特征,然后将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征图组;最后将所述第一图像输入第二分组卷积网络,对输出的缺陷特征图组采用分组卷积网络进行分类得到第二图像中所包含的缺陷种类信息;根据缺陷种类计算缺陷的边界框信息,然后对所边界框回归网络输出的边界框信息进行过滤,得到最终的异型坯表面质量检测结果。该方法还包括根据最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的修磨,基于一种异型坯表面质量控制方法,还提出了一种异型坯表面质量控制系统和装置。本发明实现基于双通道图像的线结构光和深度学习算法的融合,同时实现异形坯的物理尺寸测量和表面缺陷检测。
32.本发明采用成像模组,实现异形坯图像的多光谱、多方位的采集,为异形坯物理尺寸测量、表面缺陷检测和控制提供完整数据支撑。
33.本发明还根据最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的修磨,实现了缺陷控制,从而满足产品生产标准。
附图说明
34.如图1为本发明实施例1一种异型坯表面质量控制方法流程图;
35.如图2为本发明实施例1一种异型坯表面质量控制方法中神经网络的框架示意图;
36.如图3为本发明实施例2一种异型坯表面质量控制系统示意图;
37.如图4为本发明实施例3一种异型坯表面质量控制装置连接示意图。
具体实施方式
38.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本发明进行详细阐述。下文的公开提供了许多不同的实施例或例子用来实现本发明的不同结构。为了简化本发明的公开,下文中对特定例子的部件和设置进行描述。此外,本发明可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施例和/或设置之间的关系。应当注意,在附图中所图示的部件不一定按比例
绘制。本发明省略了对公知组件和处理技术及工艺的描述以避免不必要地限制本发明。
39.实施例1
40.本发明实施例1提出了一种异型坯表面质量控制方法,基于双通道图像的线结构光和深度学习算法的融合,同时实现异形坯的物理尺寸测量和表面缺陷检测。
41.如图1为本发明实施例1一种异型坯表面质量控制方法流程图;
42.获取用于异型坯表面尺寸测量的第一图像和获取用于异型坯表面缺陷检测的第二图像;本发明中通过成像模组中的红外和近红外两个通道采集用于异型坯表面尺寸测量的第一图像;通过成像模组中的蓝光通道采集用于异型坯表面缺陷检测的第二图像。
43.通过共享卷积网络提取第二图像中共同特征,然后将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征图组;最后将所述第一图像输入第二分组卷积网络,对输出的缺陷特征图组采用分组卷积网络进行分类得到第二图像中所包含的缺陷种类信息;根据缺陷种类计算缺陷的边界框信息,然后对所边界框回归网络输出的边界框信息进行过滤,得到最终的异型坯表面质量检测结果。
44.如图2为本发明实施例1一种异型坯表面质量控制方法中神经网络的框架示意图;搭建缺陷检测网络并初始化参数:搭建用于异形坯常见缺陷检测的基于深度学习的分组卷积分类网络,既包含了共享卷积层以提取图像中的公共的底层特征,还引入了相互独立的卷积组分别用于提取不同类型缺陷的抽象特征。
45.第一部分从搭建好的模型中提取共同体征,第一部分与传统卷积神经网络结构相同,采用共享卷积层提取图像中的公共特征,本发明中采用cnn网络卷积层作为预训练模型以提升网络的泛化能力,其具体结构如下表所示。同时,考虑到不同种类缺陷抽象特征的差异性,本项目采用了感受野更小的conv3-3卷积层。
46.类型参数输入 conv1-13x3x64conv1-23x3x64最大池化层1-3 conv3-13x3x128conv3-23x3x128最大池化层3-3 conv3-13x3x256conv3-23x3x256conv3-31x1x256最大池化层3-4 conv4-13x3x512conv4-23x3x512conv4-31x1x512最大池化层4-4 47.将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征图组的过程包括:
48.根据缺陷类别数量设置卷积层,缺陷类别数量等于卷积层的数量,使每个卷积层检测一种类型缺陷;对每种类型缺陷采用预设数量的卷积核进行提取,每一组卷积层分别独立与包括公共特征的图像进行卷积计算,提取相应类别的缺陷特征图组
49.第二部分每个类优化组卷积内核以提取该类的特征,第二部分为k组相互独立的卷积层,其中k为缺陷类别数量,每个卷积层组只负责检测一种类型缺陷。实验中,分组卷积分类网络分别使用20个卷积核提取每一类缺陷特征,即每一组卷积层(kernel:3x3x20)分别独立与第一部分输出的特征图进行卷积计算,提取相应类别的缺陷特征。
50.在进行缺陷特征分类时,同一个分类器分别对所述相应类别的缺陷特征图组进行计算,以判断第二图像中是否出现当前特征图组所代表的缺陷种类。
51.第三部分将卷积核和卷积逻辑模型的权重分配给不同的类使分类结果统一,第三部分将卷积核和卷积逻辑模型的权重分配给不同的类使分类结果统一。第三部分为最终的缺陷分类器,由于分组卷积分类网络采用相互独立的特征图组表征不同类型缺陷,因此最终分类器只需要对第二部分输出的k个特征图组进行二分类,便可得到图像中所包含的缺陷种类信息。为了减少相互独立的卷积层组输出特征图的差异性,缺陷分类器采用了共享参数策略,即同一个分类器分别对第二部分输出的k个特征图组进行计算,以判断原始图像中是否出现该特征图组所代表的缺陷种类。通过在网络第三部分采用共享参数策略,可以有效提升不同类别卷积层组输出的一致性,特别是当不同种类缺陷样本数量差异较大时,可以使特征图组响应更加均匀,有利于后续的缺陷定位。
52.异形坯表面图像被输入到分组卷积分类网络中预测图像中存在的缺陷种类。然后根据分类结果,选择相应的特征图组输入到另一个边界框回归网络计算缺陷的边界框信息,最后通过非极大值抑制方法对所边界框回归网络输出结果进行过滤,从而得到最终的检测结果。
53.本发明实施例1提出的一种异型坯表面质量控制方法,采用深度学习网络模型可识别异形坯表面的裂纹、划伤、焊渣、接痕、水渣印、凹陷、结疤等多种类型缺陷,典型缺陷识别准确率90%。同时采用时序分析算法,对缺陷的分布情况给出直观的显示和有效统计。
54.该方法还包括根据所述最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的修磨。搭建用于测量异形坯物理位置的编码器方案,位置信息由上位机统一协调控制,适时启动喷码打标装置对异形坯进行打标。修磨机根据喷码打标的结果,以及测速系统反馈的位置信息启动自动修磨装置对异型坯喷码打标的位置进行相应的修磨,对表面缺陷进行修磨,以消除缺陷;对尺寸部分进行修磨以符合国标的要求。
55.本发明实施例1提出的一种异型坯表面质量控制方法实现基于双通道图像的线结构光和深度学习算法的融合,同时实现异形坯的物理尺寸测量和表面缺陷检测。
56.本发明实施例1提出的一种异型坯表面质量控制方法采用成像模组,实现异形坯图像的多光谱、多方位的采集,为异形坯物理尺寸测量、表面缺陷检测和控制提供完整数据支撑。
57.本发明实施例1提出的一种异型坯表面质量控制方法还根据最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的修磨,实现了缺陷控制,从而满足产品生产标准。
58.实施例2
59.基于本发明实施例1提出的一种异型坯表面质量控制方法。本发明实施例2还提出了一种异型坯表面质量控制系统,如图3为本发明实施例2一种异型坯表面质量控制系统示意图;该系统包括获取模块、提取模块和过滤模块;
60.获取模块用于获取用于异型坯表面尺寸测量的第一图像和获取用于异型坯表面缺陷检测的第二图像;
61.提取模块通过共享卷积网络提取第二图像中共同特征,然后将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征图组;最后将所述第一图像输入第二分组卷积网络,对输出的缺陷特征图组采用分组卷积网络进行分类得到第二图像中所包含的缺陷种类信息;
62.过滤模块用选择相应的特征图组输入到边界框回归网络计算缺陷的边界框信息,然后通过非极大值抑制方法对所边界框回归网络输出结果进行过滤,得到最终的异型坯表面质量检测结果。
63.该系统还包括打标修磨模块;打标修磨模块用于根据最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的修磨。
64.其中,获取模块中通过成像模组中的红外和近红外两个通道采集用于异型坯表面尺寸测量的第一图像;通过成像模组中的蓝光通道采集用于异型坯表面缺陷检测的第二图像。
65.提取模块实现的详细过程包括:搭建缺陷检测网络并初始化参数:搭建用于异形坯常见缺陷检测的基于深度学习的分组卷积分类网络,既包含了共享卷积层以提取图像中的公共的底层特征,还引入了相互独立的卷积组分别用于提取不同类型缺陷的抽象特征。
66.第一部分从搭建好的模型中提取共同体征,第一部分与传统卷积神经网络结构相同,采用共享卷积层提取图像中的公共特征,本发明中采用cnn网络卷积层作为预训练模型以提升网络的泛化能力,同时,考虑到不同种类缺陷抽象特征的差异性,本项目采用了感受野更小的conv3-3卷积层。
67.根据缺陷类别数量设置卷积层,缺陷类别数量等于卷积层的数量,使每个卷积层检测一种类型缺陷;对每种类型缺陷采用预设数量的卷积核进行提取,每一组卷积层分别独立与包括公共特征的图像进行卷积计算,提取相应类别的缺陷特征图组。
68.第二部分每个类优化组卷积内核以提取该类的特征,第二部分为k组相互独立的卷积层,其中k为缺陷类别数量,每个卷积层组只负责检测一种类型缺陷。实验中,分组卷积分类网络分别使用20个卷积核提取每一类缺陷特征,即每一组卷积层(kernel:3x3x20)分别独立与第一部分输出的特征图进行卷积计算,提取相应类别的缺陷特征。
69.在进行缺陷特征分类时,同一个分类器分别对所述相应类别的缺陷特征图组进行计算,以判断第二图像中是否出现当前特征图组所代表的缺陷种类。
70.第三部分将卷积核和卷积逻辑模型的权重分配给不同的类使分类结果统一,第三部分为最终的缺陷分类器,由于分组卷积分类网络采用相互独立的特征图组表征不同类型缺陷,因此最终分类器只需要对第二部分输出的k个特征图组进行二分类,便可得到图像中所包含的缺陷种类信息。为了减少相互独立的卷积层组输出特征图的差异性,缺陷分类器采用了共享参数策略,即同一个分类器分别对第二部分输出的k个特征图组进行计算,以判
断原始图像中是否出现该特征图组所代表的缺陷种类。通过在网络第三部分采用共享参数策略,可以有效提升不同类别卷积层组输出的一致性,特别是当不同种类缺陷样本数量差异较大时,可以使特征图组响应更加均匀,有利于后续的缺陷定位。
71.过滤模块实现的过程包括:异形坯表面图像被输入到分组卷积分类网络中预测图像中存在的缺陷种类。然后根据分类结果,选择相应的特征图组输入到另一个边界框回归网络计算缺陷的边界框信息,最后通过非极大值抑制方法对所边界框回归网络输出结果进行过滤,从而得到最终的检测结果。
72.打标修磨模块实现的过程包括:根据最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的修磨。搭建用于测量异形坯物理位置的编码器方案,位置信息由上位机统一协调控制,适时启动喷码打标装置对异形坯进行打标。修磨机根据喷码打标的结果,以及测速系统反馈的位置信息启动自动修磨装置对异型坯喷码打标的位置进行相应的修磨,对表面缺陷进行修磨,以消除缺陷;对尺寸部分进行修磨以符合国标的要求。
73.本发明实施例2提出的一种异型坯表面质量控制系统实现基于双通道图像的线结构光和深度学习算法的融合,同时实现异形坯的物理尺寸测量和表面缺陷检测。
74.本发明实施例2提出的一种异型坯表面质量控制系统采用成像模组,实现异形坯图像的多光谱、多方位的采集,为异形坯物理尺寸测量、表面缺陷检测和控制提供完整数据支撑。
75.本发明实施例2提出的一种异型坯表面质量控制系统还根据最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的修磨,实现了缺陷控制,从而满足产品生产标准。
76.实施例3
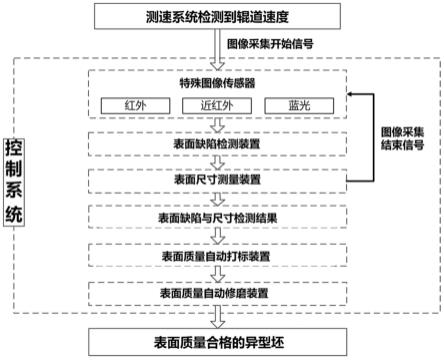
77.基于本发明实施例1提出的一种异型坯表面质量控制方法。本发明实施例3还提出了一种异型坯表面质量控制装置,如图4为本发明实施例3一种异型坯表面质量控制装置连接示意图,该装置包括成像模组和上位机;
78.其中成像模组与上位机的第一输入端口相连,编码器与上位机的第二输入端口相连;上位机的输出端口连接喷码打标机的输入端口,喷码打标机的输出端口连接修磨机。
79.成像模组通过红外和近红外两个通道采集用于异型坯表面尺寸测量的第一图像,通过蓝光通道采集用于异型坯表面缺陷检测的第二图像;
80.上位机用于通过共享卷积网络提取第二图像中共同特征,然后将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征;最后将所述第一图像输入第二分组卷积网络,对输出的缺陷特征采用分组卷积网络进行分类得到第二图像中所包含的缺陷种类信息;选择相应的特征图组输入到边界框回归网络计算缺陷的边界框信息,然后通过非极大值抑制方法对所边界框回归网络输出结果进行过滤,得到最终的异型坯表面质量检测结果。
81.上位机内深度学习算法的过程包括:搭建缺陷检测网络并初始化参数:搭建用于异形坯常见缺陷检测的基于深度学习的分组卷积分类网络,既包含了共享卷积层以提取图像中的公共的底层特征,还引入了相互独立的卷积组分别用于提取不同类型缺陷的抽象特征。
82.第一部分从搭建好的模型中提取共同体征,第一部分与传统卷积神经网络结构相同,采用共享卷积层提取图像中的公共特征,本发明中采用cnn网络卷积层作为预训练模型以提升网络的泛化能力,同时,考虑到不同种类缺陷抽象特征的差异性,本项目采用了感受野更小的conv3-3卷积层。
83.将包括公共特征的图像作为第一分组卷积网络的输入,根据缺陷类别数量设置卷积层,提取相应类别的缺陷特征图组的过程包括:
84.根据缺陷类别数量设置卷积层,缺陷类别数量等于卷积层的数量,使每个卷积层检测一种类型缺陷;对每种类型缺陷采用预设数量的卷积核进行提取,每一组卷积层分别独立与包括公共特征的图像进行卷积计算,提取相应类别的缺陷特征图组
85.第二部分每个类优化组卷积内核以提取该类的特征,第二部分为k组相互独立的卷积层,其中k为缺陷类别数量,每个卷积层组只负责检测一种类型缺陷。实验中,分组卷积分类网络分别使用20个卷积核提取每一类缺陷特征,即每一组卷积层(kernel:3x3x20)分别独立与第一部分输出的特征图进行卷积计算,提取相应类别的缺陷特征。
86.在进行缺陷特征分类时,同一个分类器分别对所述相应类别的缺陷特征图组进行计算,以判断第二图像中是否出现当前特征图组所代表的缺陷种类。
87.第三部分为最终的缺陷分类器,由于分组卷积分类网络采用相互独立的特征图组表征不同类型缺陷,因此最终分类器只需要对第二部分输出的k个特征图组进行二分类,便可得到图像中所包含的缺陷种类信息。为了减少相互独立的卷积层组输出特征图的差异性,缺陷分类器采用了共享参数策略,即同一个分类器分别对第二部分输出的k个特征图组进行计算,以判断原始图像中是否出现该特征图组所代表的缺陷种类。通过在网络第三部分采用共享参数策略,可以有效提升不同类别卷积层组输出的一致性,特别是当不同种类缺陷样本数量差异较大时,可以使特征图组响应更加均匀,有利于后续的缺陷定位。
88.异形坯表面图像被输入到分组卷积分类网络中预测图像中存在的缺陷种类。然后根据分类结果,选择相应的特征图组输入到另一个边界框回归网络计算缺陷的边界框信息,最后通过非极大值抑制方法对所边界框回归网络输出结果进行过滤,从而得到最终的检测结果。
89.该装置还包括喷码打标机;
90.喷码达标机用于在编码器确定了异形坯物理位置后,接收上位机的指令,根据所述最终的异型坯表面质量检测结果对异型坯进行喷码打标。
91.装置还包括修磨机;
92.修磨机用于根据喷码打标的结果,以及物理位置对异型坯喷码打标的位置进行异型坯表面相应的修磨。
93.本发明实施例3提出的一种异型坯表面质量控制装置实现基于双通道图像的线结构光和深度学习算法的融合,同时实现异形坯的物理尺寸测量和表面缺陷检测。
94.本发明实施例3提出的一种异型坯表面质量控制装置采用成像模组,实现异形坯图像的多光谱、多方位的采集,为异形坯物理尺寸测量、表面缺陷检测和控制提供完整数据支撑。
95.本发明实施例3提出的一种异型坯表面质量控制装置还根据最终的异型坯表面质量检测结果对异型坯进行喷码打标,以及对异型坯喷码打标的位置进行异型坯表面相应的
修磨,实现了缺陷控制,从而满足产品生产标准。
96.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。另外,本技术实施例提供的上述技术方案中与现有技术中对应技术方案实现原理一致的部分并未详细说明,以免过多赘述。
97.上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制。对于所属领域的技术人员来说,在上述说明的基础上还可以做出其它不同形式的修改或变形。这里无需也无法对所有的实施方式予以穷举。在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
