一种pcb端子银点铆接机
技术领域
1.本实用新型涉及自动化生产设备领域,特别涉及一种pcb端子银点铆接机。
背景技术:
2.端子为了提升其导电性通常需要在其连接部们铆接银点,而目前端子与银点的铆接一般采用两种方式:1、人工操作,人工先将银点安装到端子上,然后再经按压,从而使银点也端子铆接,但此方式的铆接效率低,且人工劳动强度大,人工成本高;2、铆接机操作,但现有的银点铆接机一般是先对端子和银点进行送料,再将银点放置到端子上,最后对银点进行按压,使银点与端子进行铆接,而现有的银点铆接机,在进行铆接时,无法判断端子或银点上否上料,也无法判断银点是否放置到端子上,同时,也无法判断银点与端子的是否铆接,因此,造成银点与端子的铆接质量差,导致很多的不良品流入市面。
技术实现要素:
3.本实用新型的目的是在于提供一种铆接效率高、铆接质量好的pcb端子银点铆接机。
4.为解决以上技术问题,本实用新型可以采用以下技术方案来实现:
5.一种pcb端子银点铆接机,包括机箱,所述机箱上设有转盘,转盘上设有若干治具,并在转盘的下方设有凸轮分割器,凸轮分割器驱使转盘间歇运动,在机箱上并沿转盘的转动方向还依次设有端子上料装置、第一检测位、银点上料装置、第二检测位、铆压装置、第三检测位和收料装置。
6.在其中一个实施例中,所述端子上料装置包括端子震动盘、端子传送通道、端子横移气缸和端子吸附组,端子传送通道的一端与端子震动盘连接,另一端则设有端子转接组,端子吸附组与端子横移气缸连接,端子横移气缸驱使端子吸附组往返于端子转接组与治具之间,端子吸附组设有吸附头及端子定位针。
7.在其中一个实施例中,所述端子转接组包括第一支撑板、转接板和压料针,转接板设置在第一支撑板上,并通过第一升降气缸驱使在第一支撑板上滑动,且转接板顶部设有转接槽,压料针位于第一支撑板一侧,并通过第一驱动气缸驱使对转接槽内的端子进行压料。
8.在其中一个实施例中,所述银点上料装置包括银点震动盘、银点传送通道、银点横移气缸和银点夹取组,银点传送通道的一端与银点震动盘连接,另一端则设有银点推拉组,银点夹取组与银点横移气缸连接,银点横移气缸驱使银点夹取组往返于银点推拉组与治具之间,银点夹取组上设有银点定位针。
9.在其中一个实施例中,所述银点推拉组包括第二支撑板、推拉板和银点顶针,推拉板设置在第二支撑板上,并通过第二驱动气缸驱使横向移动,在推拉板上设有推拉槽,银点顶针位于推拉板下方,并通过第二升降气缸驱使将推拉槽内的银点顶出。
10.在其中一个实施例中,所述铆压装置包括固定座、伸缩气缸、支撑座、摆臂和压头,
伸缩气缸和支撑座分别设置在固定座上,摆臂的中部与支撑座转动连接,两端则分别连接伸缩气缸和压头,且压头位于转盘上方,在固定座上还设有上顶块,上顶块位于转盘下方。
11.在其中一个实施例中,所述收料装置包括收料横移气缸、收料夹取组和移动收料通道,收料夹取组与收料横移气缸连接,收料横移气缸驱使收料夹取组往返于治具与移动收料通道之间,且移动收料通道包括良品收料通道和不良品收料通道。
12.在其中一个实施例中,所述机箱上还设有第四检测位,第四检测位设于收料装置与端子上料装置之间。
13.在其中一个实施例中,所述机箱上还设有plc控制器,plc控制器分别对凸轮分割器、端子上料装置、第一检测位、银点上料装置、第二检测位、铆压装置、第三检测位、收料装置和第四检测位进行控制。
14.本实用新型的有益效果为:本实用新型pcb端子银点铆接机,先通过端子上料装置将端子自动上料至治具中,转盘则在凸轮分割器的驱使下进行转动,并至第一检测位,对治具中是否有端子进行检测,后治具转至银点上料装置处进行自动上料,再经第二检测位对治具中是否放置银点进行检测,治具再转动铆压装置处,对银点与端子进行自动铆接,后再经第三检测位对银点与端子是否铆接进行检测,最后,再由收料装置对铆压合格或铆压不合格的端子与银点进行分拣,以此实现对银点与端子的自动铆接,提高铆接效率,同时通过第一检测位、第二检测位和第三检测位提高银点与端子的铆接质量。
附图说明
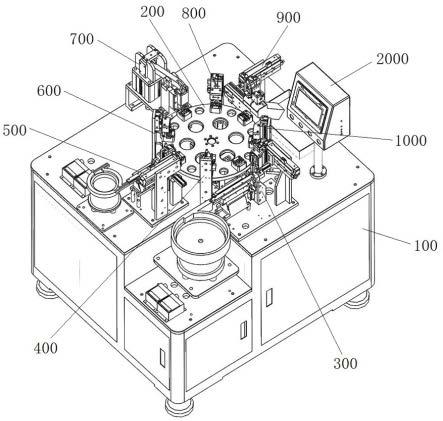
15.图1为本实用新型pcb端子银点铆接机结构示意图;
16.图2为本实用新型pcb端子银点铆接机俯视图;
17.图3为本实用新型pcb端子银点铆接机转盘结构示意图;
18.图4为本实用新型pcb端子银点铆接机端子上料装置结构示意图;
19.图5为本实用新型pcb端子银点铆接机端子吸附组结构示意图;
20.图6为本实用新型pcb端子银点铆接机端子转接组结构示意图;
21.图7为本实用新型pcb端子银点铆接机银点上料装置结构示意图;
22.图8为本实用新型pcb端子银点铆接机银点推拉组结构示意图;
23.图9为本实用新型pcb端子银点铆接机铆压装置结构示意图;
24.图10为本实用新型pcb端子银点铆接机收料装置结构示意图。
25.如附图所示:
26.100、机箱;
27.200、转盘;210、治具;220、凸轮分割器;
28.300、端子上料装置;310、端子震动盘;320、端子传送通道;330、端子横移气缸;340、端子吸附组;341、吸附头;342、端子定位针;350、端子转接组;351、第一支撑板;352、转接板;353、压料针;354、第一升降气缸;355、转接槽;356、第一驱动气缸;
29.400、第一检测位;
30.500、银点上料装置;510、银点震动盘;520、银点传送通道;530、银点横移气缸;540、银点夹取组;541、银点定位针;550、银点推拉组;551、第二支撑板;552、推拉板;553、银点顶针;
31.600、第二检测位;
32.700、铆压装置;710、固定座;720、伸缩气缸;730、支撑座;740、摆臂;750、压头;760、上顶块;
33.800、第三检测位;
34.900、收料装置;910、收料横移气缸;920、收料夹取组;930、移动收料通道;931、良品收料通道;932、不良品收料通道;
35.1000、第四检测位;
36.2000、plc控制器。
具体实施方式
37.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
38.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。相反,当元件被称作“直接在”另一元件“上”时,不存在中间元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的”。
39.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
40.请参阅图1至图3,一种pcb端子银点铆接机,包括机箱100,所述机箱100上设有转盘200,转盘200上设有若干治具210,并在转盘200的下方设有凸轮分割器220,凸轮分割器220驱使转盘200间歇运动,在机箱100上并沿转盘200的转动方向还依次设有端子上料装置300、第一检测位400、银点上料装置500、第二检测位600、铆压装置700、第三检测位800和收料装置900。
41.具体的,本实施例在对银点与端子进行铆接时,先通过端子上料装置300将端子放置到转盘200的治具210中,而转盘200则在凸轮分割器220的驱使下进行间歇转动,将治具转至第一检测位400,通过第一检测位400对治具210上是否放置有端子进行检测,后治具210再被转至银点上料装置500处,通过银点上料装置500将银点放置到治具210上,与端子进行连接,治具210再转至第二检测位600,通过第二检测位600对治具210上是否有银点进行检测,检测后治具210则再被转至铆压装置700处,通过铆压装置700对银点与端子进行铆接,铆接后治具210再被转至第三检测位800,通过第三检测位800对银点与端子是否铆接进行检测,最后,治具210再被转至收料装置900处,通过收料装置900对铆接合格和铆接不合格的银点与端子进行分拣收料,最终,完成银点与端子之间的自动化铆接,提高银点与端子的铆接效率,同时,通过第一检测位400、第二检测位600和第三检测位800对银点与端子的
铆接过程进行检测,以提高银点与端子的铆接质量。
42.另外,本实施例中,在收料装置900与端子上料装置300之间还设置有第四检测位1000,当收料装置900将治具210中铆接完成的银点与端子分拣后,治具210会由第四检测位1000进行检测,检测治具210上是否有未取走的银点与端子,以确保端子上料装置300能正常的对端子进行上料,并进行循环操作,使pcb端子银点铆接机的运行合理正常。
43.而凸轮分割器220、端子上料装置300、第一检测位400、银点上料装置500、第二检测位600、铆压装置700、第三检测位800、收料装置900和第四检测位1000分别通过机箱100上的plc控制器2000进行控制,从而实现自动化操作,提高银点与端子的铆接效率及质量。
44.请参阅图4至图6,本实施例中的端子上料装置300包括端子震动盘310、端子传送通道320、端子横移气缸330和端子吸附组340,端子传送通道320的一端与端子震动盘310连接,另一端则设有端子转接组350,端子吸附组340与端子横移气缸330连接,端子横移气缸330驱使端子吸附组340往返于端子转接组350与治具210之间,端子吸附组340设有吸附头341及端子定位针342。
45.而端子转接组350则包括第一支撑板351、转接板352和压料针353,转接板352设置在第一支撑板351上,并通过第一升降气缸354驱使在第一支撑板351上滑动,且转接板352顶部设有转接槽355,压料针353位于第一支撑板351一侧,并通过第一驱动气缸356驱使对转接槽355内的端子进行压料。
46.为了实现对端子的自动上料,先在端子震动盘310内倒入大量端子,而端子则在端子震动盘310的震动下,依次被震至端子传送通道320中,再由端子传送通道320传送至转接板352顶部的转接槽355中,在被传送至转接槽355中时,压料针353在第一驱动气缸356的驱使下对转接槽355进行压料,防止传送过来的端子因后面的端子向前传送挤压,使转接槽355中的端子上翘,后第一升降气缸354驱使转接板352向运行,使转接槽355与端子传送通道320错位,并对端子传送通道320进行阻挡,而转接板352在向上运行的同时,压料针353经第一驱动气缸356驱使向后复位,而后端子吸附组340则向下移动,同时端子吸附组340上的端子定位针342同样向下移动,并从吸附头341中穿出,插入到端子用于放置银点的孔中,吸附头341则对端子进行吸取,从而使吸附头341吸取端子时定位精准,并通过端子横移气缸330驱使向治具210方向移动,到达位置后,将端子放置到治具210中,以此完成对端子的自动上料,提高端子与银点的铆接效率。
47.请参阅图7和图8,本实施例中的银点上料装置500包括银点震动盘510、银点传送通道520、银点横移气缸530和银点夹取组540,银点传送通道520的一端与银点震动盘510连接,另一端则设有银点推拉组550,银点夹取组540与银点横移气缸530连接,银点横移气缸530驱使银点夹取组540往返于银点推拉组550与治具210之间,银点夹取组540上设有银点定位针541。
48.同时,银点推拉组550则包括第二支撑板551、推拉板552和银点顶针553,推拉板552设置在第二支撑板551上,并通过第二驱动气缸554驱使横向移动,在推拉板552上设有推拉槽555,银点顶针553位于推拉板552下方,并通过第二升降气缸556驱使将推拉槽555内的银点顶出。
49.当端子被放置到治具210上后,还需要将银点也放置到治具210上,与端子进行连接,固本实施例中在银点震动盘510内倒入大量银点,再由银点震动盘510依次将银点震动
至银点传送通道520内,银点则从银点传送通道520传送至推拉板552的推拉槽555中,后推拉板552由第二驱动气缸554驱使向银点顶针553方向移动,使推拉槽555与银点传送通道520错位,并对银点传送通道520进行阻拦,到达位置后,银点顶针553在第二升降气缸556的驱使下向推拉槽555中进行顶升,将推拉槽555中的银点顶出,而此时,银点夹取组540向下移动,并先由银点定位针541与银点顶针553上下配合对银点固定,再由银点夹取组540对银点进行夹持,防止银点在进行夹持时,出现掉落情况,夹持后,再通过银点横移气缸530驱使,使银点夹取组540向治具210方向进行移动,到达位置后,再将银点放置到治具210中,使银点与端子进行连接,以此实现对银点的自动上料,提高银点与端子之间的铆接效率。
50.请参阅图9,当银点与端子都被放置到治具210上后,需要对其进行铆接,固本实施例中的铆压装置700包括固定座710、伸缩气缸720、支撑座730、摆臂740和压头750,伸缩气缸720和支撑座730分别设置在固定座710上,摆臂740的中部与支撑座730转动连接,两端则分别连接伸缩气缸720和压头750,且压头750位于转盘200上方,在固定座710上还设有上顶块760,上顶块760位于转盘200下方。
51.具体的,当治具210带着银点与端子转至铆接装置700处后,伸缩气缸720启动,驱使摆臂740进行摆动,而摆臂740在杠杆的原理下,使压头750向下运行,压头750则对银点进行铆压,直至将银点与端子进行铆接,以此完成对银点与端子自动化铆接,提高银点与端子的铆接效率;另外,因压头750在进行铆压时,会产生一定的压力,而为了防止此压力对转盘200造成影响,因此,在转盘200的下方设有上顶块760,通过上顶块760对转盘200进行顶住,以此防止压头750在铆压时,对转盘200造成的影响,提高转盘200的使用寿命。
52.请参阅图10,当银点与端子铆接完成后,治具210被转至收料装置900处进行收料,因此,本实施例中的收料装置900包括收料横移气缸910、收料夹取组920和移动收料通道930,收料夹取组920与收料横移气缸910连接,收料横移气缸910驱使收料夹取组920往返于治具210与移动收料通道930之间,且移动收料通道930包括良品收料通道931和不良品收料通道932。
53.当治具210转至收料装置900处后,此时,收料横移气缸910驱使收料夹取组920移动至治具210处,并由收料夹取920组将治具210中铆接完成的银点与端子夹取出,再经收料横移气缸910驱使移至良品收料通道931的上方,将银点与端子铆接的良品,丢于良品收料通道931中,如银点与端子铆接为不良品,移动收料通道930则会移动,使不良品收料通道932处于收料夹取组920下方,将不良品丢于不良品收料通道932中,以此实现对银点与端子铆接良品和不良品进行分拣。
54.以上显示和描述了本实用新型的基本原理和主要特征及本实用新型的优点。凡本行业的技术人员均可按说明书附图所示和以上所述而顺畅地实施本实用新型;但是,凡熟悉本专业的技术人员在不脱离本实用新型技术方案范围内,利用以上所揭示的技术内容而作出的些许更动、修饰与演变的等同变化,均为本实用新型的等效实施例;同时,凡依据本实用新型的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本实用新型的技术方案保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。