1.本实用新型属于汽车生产设备技术领域,具体地说,本实用新型涉及一种汽车发动机盖锁装配定位工装。
背景技术:
2.随着汽车工业的高速发展,汽车的前部造型从原来的简单化、单一性提升至家族式脸谱以及复杂多样性,在消费者中形成了较高的辨识度。
3.汽车前部的精致工程是由发动机盖、前大灯、翼子板、前保险杠以及进气格栅等部件相互配合而形成,其中发动机盖为精致工程中的重点匹配对象,与其直接配合的部件由:前大灯、翼子板以及进气格栅三大件。
4.如何保障发动机盖的姿态,为精致工程的主要工作。通过调整发动机盖锁以及发动机盖锁扣的相对位置可以直接控制发动机盖的姿态,但当前发动机盖锁的相对位置度是通过人工装配,很难保障其装配的精度以及发动机盖锁的一致性,且装配效率极低。而且在使用人员装配过程中,无法保证发动机盖锁的居中以及姿态方向的一致性,导致发动机盖姿态变化,影响精致工程目标。
技术实现要素:
5.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提供一种汽车发动机盖锁装配定位工装,目的是提高装配效率。
6.为了解决上述技术问题,本实用新型所采用的技术方案是:汽车发动机盖锁装配定位工装,包括工装骨架、设置于工装骨架上且用于使工装骨架定位于汽车车身零部件上的工装定位组件、设置于工装骨架上且用于对发动机盖锁进行定位的锁体定位组件和设置于锁体定位组件上且用于吸附发动机盖锁的第一吸附件。
7.所述工装定位组件包括工装x向限位支架、工装y向限位支架和工装z向限位支架,工装x向限位支架和工装z向限位支架上设置用于吸附汽车车身零部件的第二吸附件。
8.所述工装x向限位支架、工装y向限位支架和工装z向限位支架均设置两个,工装y向限位支架位于两个所述工装z向限位支架上设置的所述第二吸附件之间。
9.所述工装y向限位支架和工装z向限位支架的高度大于所述工装x向限位支架的高度。
10.所述工装定位组件还包括设置于所述工装骨架上的主定位销和副定位销。
11.所述锁体定位组件包括锁体x向限位块、锁体y向限位块和锁体z向限位块,锁体x向限位块上设置所述第一吸附件。
12.所述锁体x向限位块位于两个所述锁体y向限位块之间,锁体y向限位块位于两个所述工装y向限位支架之间。
13.所述锁体z向限位块设置两个,两个锁体z向限位块之间设置有所述锁体x向限位块。
14.所述第一吸附件和所述第二吸附件均为磁铁。
15.本实用新型的汽车发动机盖锁装配定位工装,结构简单,操作方便,可以提高发动机盖锁的装配效率。
附图说明
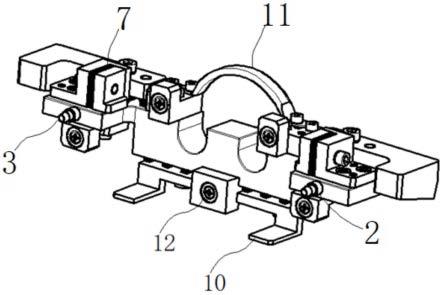
16.图1是本实用新型汽车发动机盖锁装配定位工装的结构示意图;
17.图2是本实用新型汽车发动机盖锁装配定位工装的主视图;
18.图3是本实用新型汽车发动机盖锁装配定位工装的侧视图;
19.图4至图6是发动机盖锁的装配过程示意图;
20.上述图中的标记均为:1、工装骨架;2、副定位销;3、主定位销;4、工装z向限位支架;5、工装y向限位支架;6、工装x向限位支架;7、调节垫片;8、锁体y向限位块;9、锁体x向限位块;10、锁体z向限位块;11、工装把手;12、第一吸附件;13、第二吸附件;14、发动机盖锁。
具体实施方式
21.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本实用新型的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
22.需要说明的是,在下述的实施方式中,所述的“第一”和“第二”并不代表结构和/或功能上的绝对区分关系,也不代表先后的执行顺序,而仅仅是为了描述的方便。
23.如图1至图6所示,本实用新型提供了一种汽车发动机盖锁装配定位工装,包括工装骨架1、设置于工装骨架1上且用于使工装骨架1定位于汽车车身零部件上的工装定位组件、设置于工装骨架1上且用于对发动机盖锁进行定位的锁体定位组件和设置于锁体定位组件上且用于吸附发动机盖锁的第一吸附件12。
24.具体地说,如图1至图3所示,工装定位组件包括工装x向限位支架6、工装y向限位支架5和工装z向限位支架4,工装x向限位支架6和工装z向限位支架4上设置用于吸附汽车车身零部件的第二吸附件13,汽车车身零部件为水箱上横梁。通过第二吸附件13吸附汽车车身零部件,可以使工装整体固定在汽车车身零部件上,拆装方便。工装x向限位支架6、工装y向限位支架5和工装z向限位支架4通过螺栓安装在工装骨架1上,工装x向限位支架6、工装y向限位支架5和工装z向限位支架4均设置两个,工装y向限位支架5位于两个工装z向限位支架4上设置的第二吸附件13之间。两个工装x向限位支架6、两个工装y向限位支架5和两个工装z向限位支架4均分别处于与工装骨架1的长度方向相平行的一条直线上且两个工装x向限位支架6、两个工装y向限位支架5和两个工装z向限位支架4均为对称布置,工装y向限位支架5和工装z向限位支架4的高度大于工装x向限位支架6的高度。工装x向限位支架6用于在x向上对工装骨架1进行定位,工装y向限位支架5用于在y向上对工装骨架1进行定位,工装z向限位支架4用于在z向上对工装骨架1进行定位,以使工装整体准确定位于汽车车身零部件上,x向、y向和z向之间相互垂直,z向为竖直方向,x向与汽车的长度方向相平行,y向与汽车的宽度方向相平行。
25.如图1至图3所示,工装定位组件还包括设置于工装骨架1上的主定位销3和副定位销2。主定位销3和副定位销2与工装骨架1固定连接,主定位销3和副定位销2朝向工装骨架1
的同一侧伸出,主定位销3位于一个工装x向限位支架6和一个工装y向限位支架5之间,副定位销2位于另一个工装x向限位支架6和另一个工装y向限位支架5之间,汽车车身零部件具有让主定位销3和副定位销2插入的两个定位孔。
26.如图1至图3所示,锁体定位组件包括锁体x向限位块9、锁体y向限位块8和锁体z向限位块10,锁体x向限位块9上设置第一吸附件12。锁体x向限位块9位于两个锁体y向限位块8之间,锁体y向限位块8位于两个工装y向限位支架5之间。锁体z向限位块10设置两个,两个锁体z向限位块10之间设置有一个锁体x向限位块9。锁体x向限位块9和锁体z向限位块10通过螺栓安装在工装骨架1上,锁体x向限位块9共设置三个,三个锁体x向限位块9呈三点分布。通过锁体x向限位块9上设置的第一吸附件12吸附发动机盖锁,并配合锁体y向限位块8和锁体z向限位块10,可以实现发动机盖锁在工装上的准确定位。两个锁体y向限位块8和两个锁体z向限位块10均分别处于与工装骨架1的长度方向相平行的一条直线上,工装骨架1的长度方向与y向相平行。发动机盖锁嵌入两个锁体y向限位块8之间,两个锁体z向限位块10在发动机盖锁的下方托住发动机盖锁。
27.如图1至图3所示,第一吸附件12和第二吸附件13均为磁铁。各个锁体x向限位块9上设置一个第一吸附件12,各个工装z向限位支架4上设置两个第二吸附件13。工装z向限位支架4的长度方向上的一端通过螺栓与工装骨架1固定连接,第二吸附件13固定设置在工装z向限位支架4的长度方向上的另一端的底面上,工装z向限位支架4的该端底面与汽车车身零部件相贴合。
28.如图1至图3所示,各个锁体y向限位块8均是通过螺栓与一个工装y向限位支架5连接,工装y向限位支架5用于与汽车车身零部件相接触,锁体y向限位块8与工装y向限位支架5之间设置调节垫片7,锁体y向限位块8与工装y向限位支架5之间设置的调节垫片7的数量可调节,进而可以调节两个锁体y向限位块8之间的距离,确保发动机盖锁定位更准确。两个锁体z向限位块10均是通过螺栓与工装骨架1连接,锁体z向限位块10与工装骨架1之间设置调节垫片7,锁体z向限位块10与工装骨架1之间设置的调节垫片7的数量可调节,进而可以调节两个锁体z向限位块10的高度,确保发动机盖锁定位更准确。工装z向限位支架4与工装骨架1之间也设置调节垫片7,工装z向限位支架4与工装骨架1之间设置的调节垫片7的数量可调节,进而可以调节两个工装z向限位支架4的高度,确保工装在车身上定位更准确。
29.如图1至图3所示,本实用新型的汽车发动机盖锁装配定位工装还包括工装把手11,工装把手11是用于让操作人员握持。工装把手11位于两个锁体x向限位块9的上方,工装把手11通过螺栓与两个锁体x向限位块9连接。
30.工装的使用方法及操作工艺流程如下:
31.1、如图4所示,使用工装与发动机盖锁进行定位结合;
32.2、如图5所示,将其与水箱上横梁部件进行定位;
33.3、如图6所示,人员使用工具将紧固件贯穿发动机盖锁,使发动机盖锁与水箱上横梁部件进行紧固。
34.上述结构的汽车发动机盖锁装配定位工装,具有如下的优点:
35.1、工装结构简单、操作方便、批产使用维护便捷;
36.2、工装使用过程中结构合理;
37.3、能够保证装配过程中发动机盖锁位处于居中状态,也可根据精致工程目标调整
发动机盖锁的紧固状态;
38.4、此工装结构具备批量使用状态,可有效降低人员劳动强度、减少生产过程停线时间。
39.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。