1.本实用新型属于化工技术领域,特别是涉及一种微波煅烧制取五氧化二钒的水冷铸片装置。
背景技术:
2.五氧化二钒是一种金属氧化物,广泛用于冶金、化工等行业,主要用于冶炼钒铁。用作合金添加剂,占五氧化二钒总消耗量的80%以上,其次是用作有机化工的催化剂,即触媒,约占总量的10%,另处用作无机化学品、化学试剂、搪瓷和磁性材料等约占总量的10%。片状的五氧化二钒生产过程为:首先在干燥器中控制温度100~200℃进行脱水,然后在回转炉中经550℃左右脱氨,得到粉状五氧化二钒,最后将粉状五氧化二钒在750℃左右电炉内熔化,出炉后经水冷的旋转粒化台铸成一定厚度的薄片,但现有的微波煅烧制取五氧化二钒的水冷铸片装置在实际使用中仍存在以下弊端:
3.1、现有的微波煅烧制取五氧化二钒的水冷铸片装置一般都是只适用于压铸一种厚度的五氧化二钒,因此如果需要生产多种不同厚度的五氧化二钒因此需要多台机器,从而导致整体装置的实用性较差;
4.2、现有的微波煅烧制取五氧化二钒的水冷铸片装置在压铸片状五氧化二钒过程中,并未对粉状的五氧化二钒碾压,因此容易出现粉碎五氧化二钒颗粒过大,影响产品质量的情况。
5.因此,现有的微波煅烧制取五氧化二钒的水冷铸片装置,无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现要素:
6.本实用新型的目的在于提供一种微波煅烧制取五氧化二钒的水冷铸片装置,通过移动滑块带动压片辊移动,从而调节压片辊与中空铸板之间的距离,进而压铸出不同厚度的片状五氧化二钒,以及通过设置有碾压辊,利用碾压辊对粉状的五氧化二钒碾压,从而避免颗粒过大,解决了现有的微波煅烧制取五氧化二钒的水冷铸片装置实用性较低和生产的产品质量低下的问题。
7.为解决上述技术问题,本实用新型是通过以下技术方案实现的:
8.本实用新型为一种微波煅烧制取五氧化二钒的水冷铸片装置,包括中空铸板,所述中空铸板的两侧壁上均固定连接有侧板,便于碾压辊和压片辊的放置,且两个侧板之间的一端转动连接有碾压辊,便于对粉状五氧化二钒碾压,两个所述侧板之间的中部设置有压片辊,便于与中空铸板压铸片状五氧化二钒,且压片辊两端的外周面上均活动套接有滑块,便于带动压片辊移动,两个所述滑块分别与对应位置处的侧板滑动连接。
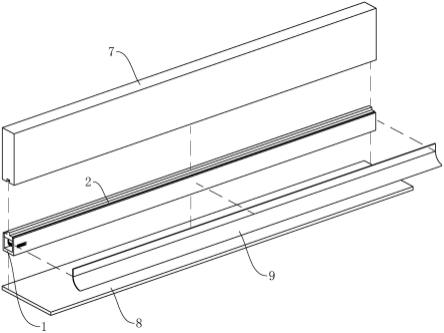
9.进一步地,所述中空铸板的两端分别固定连接有第一密封板和第二密封板,便于对中空铸板密封,所述第一密封板背离中空铸板一侧壁的中部贯穿固定连接有进水管,便于冷却液输入,所述第二密封板背离中空铸板一侧壁的中部贯穿固定连接有出水管,便于
冷却液输出,且出水管的外周面上固定连接有阀门,便于对出水管封堵。
10.进一步地,所述侧板底部的两端均高度连接有支撑柱,便于对整体装置支撑,两个所述侧板的两端通过两个挡板固定连接,便于对两个侧板之间的两端封堵,所述侧板一侧壁的中部贯穿至另一侧壁开设有卡槽,便于滑块放置,所述侧板顶部中部的一侧转动连接有螺杆,便于带动连接板移动,另一侧固定连接有限位杆,所述螺杆顶部的外周面上套接固定有蜗轮,便于带动螺杆转动,两个所述限位杆的顶端通过条形板固定连接。
11.进一步地,所述碾压辊的两端分别贯穿对应位置处的侧板,且碾压辊的一端外周面上套接固定有第一皮带轮,便于与外部动力装置连接。
12.进一步地,所述压片辊一端的外周面上套接固定有第二皮带轮,便于与外部动力装置连接,所述滑块滑动嵌入侧板上的卡槽内,所述滑块的顶部固定连接有连接板,便于与螺杆连接耳,且连接板的两端分别套接于对应位置处螺杆和限位杆的外周面上,其中连接板与螺杆螺纹连接,便于螺杆带动连接板移动,与限位杆滑动连接,便于对连接板的移动限位。
13.进一步地,两个所述侧板的上方设置有圆杆,便于蜗杆放置,且圆杆的两端均套接有蜗杆和连接座,便于带动蜗轮转动和方便圆杆放置,其中蜗杆与圆杆固定连接,连接座与圆杆活动连接,两个所述蜗杆均与对应位置处侧板上的蜗轮啮合,所述圆杆的两端均固定连接有手轮,便于转动圆杆。
14.本实用新型具有以下有益效果:
15.1、本实用新型通过移动滑块带动压片辊移动,从而调节压片辊与中空铸板之间的距离,进而压铸出不同厚度的片状五氧化二钒,提升了整体装置的实用性。
16.2、本实用新型通过设置有碾压辊,利用碾压辊对粉状的五氧化二钒碾压,从而避免颗粒过大,造成压铸不便,影响产品质量,避免了不必要的麻烦。
17.当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
附图说明
18.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
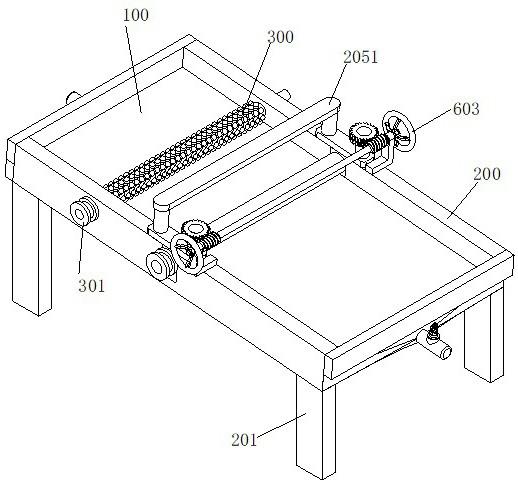
19.图1为本实用新型的整体结构示意图;
20.图2为本实用新型的中空铸板爆炸示意图;
21.图3为本实用新型中中空铸板上方结构的爆炸示意图。
22.附图中,各标号所代表的部件列表如下:
23.100、中空铸板;101、第一密封板;1011、进水管;102、第二密封板;1021、出水管;1022、阀门;200、侧板;201、支撑柱;202、挡板;203、卡槽;204、螺杆;2041、蜗轮;205、限位杆;2051、条形板;300、碾压辊;301、第一皮带轮;400、压片辊;401、第二皮带轮;500、滑块;501、连接板;600、圆杆;601、蜗杆;602、连接座;603、手轮。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
25.请参阅图1-3所示,本实用新型为一种微波煅烧制取五氧化二钒的水冷铸片装置,包括中空铸板100,中空铸板100的两侧壁上均固定连接有侧板200,且两个侧板200之间的一端转动连接有碾压辊300,中空铸板100的两端分别固定连接有第一密封板101和第二密封板102,第一密封板101背离中空铸板100一侧壁的中部贯穿固定连接有进水管1011,第二密封板102背离中空铸板100一侧壁的中部贯穿固定连接有出水管1021,且出水管1021的外周面上固定连接有阀门1022,侧板200底部的两端均高度连接有支撑柱201,两个侧板200的两端通过两个挡板202固定连接,侧板200一侧壁的中部贯穿至另一侧壁开设有卡槽203,侧板200顶部中部的一侧转动连接有螺杆204,另一侧固定连接有限位杆205,螺杆204顶部的外周面上套接固定有蜗轮2041,两个限位杆205的顶端通过条形板2051固定连接,碾压辊300的两端分别贯穿对应位置处的侧板200,且碾压辊300的一端外周面上套接固定有第一皮带轮301,在使用过程中,首先将第一皮带轮301和第二皮带轮401均与外部动力装置连接,使得外部动力装置带动碾压辊300和压片辊400转动,将进水管1011与外部冷却水水源连通,使得冷却水经进水管1011进入中空铸板100中,当中空铸板100内蓄满冷却水后,适当打开阀门1022,使得中空铸板100内的冷却水经出水管1021适当排出,需要注意的是,进水流量和出水流量需要相等,再将粉状的五氧化二钒倒在中空铸板100上,使得粉状五氧化二钒在自身的重力作用下,沿着中空铸板100的上表面滑动,滑动过程中,首先被转动的碾压辊300碾压,从而将片状五氧化二钒中的大颗粒碾碎,再经压片辊400和中空铸板100的挤压作用,形成片状五氧化二钒。
26.其中如图1和图3所示,两个侧板200之间的中部设置有压片辊400,且压片辊400两端的外周面上均活动套接有滑块500,两个滑块500分别与对应位置处的侧板200滑动连接,压片辊400一端的外周面上套接固定有第二皮带轮401,滑块500滑动嵌入侧板200上的卡槽203内,滑块500的顶部固定连接有连接板501,且连接板501的两端分别套接于对应位置处螺杆204和限位杆205的外周面上,其中连接板501与螺杆204螺纹连接,与限位杆205滑动连接,两个侧板200的上方设置有圆杆600,且圆杆600的两端均套接有蜗杆601和连接座602,其中蜗杆601与圆杆600固定连接,连接座602与圆杆600活动连接,两个蜗杆601均与对应位置处侧板200上的蜗轮2041啮合,圆杆600的两端均固定连接有手轮603,在该微波煅烧制取五氧化二钒的水冷铸片装置使用之前,首先确定片状五氧化二钒的厚度,从而调节压片辊400与中空铸板100之间的距离,从而压铸出合适厚度的片状五氧化二钒,在此过程中,先转动手轮603,使其通过圆杆600带动蜗杆601转动,蜗杆601的转动带动蜗轮2041转动,蜗轮2041的转动带动螺杆204转动,转动的螺杆204带动与之螺纹连接的连接板501沿着螺杆204的外周面上下移动,由于连接板501与滑块500固定连接,滑块500滑动嵌入卡槽203内,并套接于压片辊400的外周面上,因此连接板501的移动带动压片辊400移动,从而调节中空铸板100与压片辊400之间的距离,从而压铸出合适厚度的片状五氧化二钒。
27.工作原理:在该微波煅烧制取五氧化二钒的水冷铸片装置使用之前,首先确定片状五氧化二钒的厚度,从而调节压片辊400与中空铸板100之间的距离,从而压铸出合适厚度的片状五氧化二钒,在此过程中,先转动手轮603,使其通过圆杆600带动蜗杆601转动,蜗
杆601的转动带动蜗轮2041转动,蜗轮2041的转动带动螺杆204转动,转动的螺杆204带动与之螺纹连接的连接板501沿着螺杆204的外周面上下移动,由于连接板501与滑块500固定连接,滑块500滑动嵌入卡槽203内,并套接于压片辊400的外周面上,因此连接板501的移动带动压片辊400移动,从而调节中空铸板100与压片辊400之间的距离,从而压铸出合适厚度的片状五氧化二钒,在使用过程中,首先将第一皮带轮301和第二皮带轮401均与外部动力装置连接,使得外部动力装置带动碾压辊300和压片辊400转动,将进水管1011与外部冷却水水源连通,使得冷却水经进水管1011进入中空铸板100中,当中空铸板100内蓄满冷却水后,适当打开阀门1022,使得中空铸板100内的冷却水经出水管1021适当排出,需要注意的是,进水流量和出水流量需要相等,再将粉状的五氧化二钒倒在中空铸板100上,使得粉状五氧化二钒在自身的重力作用下,沿着中空铸板100的上表面滑动,滑动过程中,首先被转动的碾压辊300碾压,从而将片状五氧化二钒中的大颗粒碾碎,再经压片辊400和中空铸板100的挤压作用,形成片状五氧化二钒。
28.以上仅为本实用新型的优选实施例,并不限制本实用新型,任何对前述各实施例所记载的技术方案进行修改,对其中部分技术特征进行等同替换,所作的任何修改、等同替换、改进,均属于在本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。