一种柔性电池及其制造方法
【技术领域】
1.本技术涉及电池技术领域,特别涉及一种柔性电池及其制造方法。
背景技术:
2.随着移动设备、可穿戴设备的快速发展,这些设备对其所使用的电池的柔性提出了更高的要求。目前的柔性电池是通过整体涂布后的极片裁切而成,从而实现脊柱的活动性,但涂布后的极片裁切时会形成毛刺,带来安全隐患,同时由于采用极片裁切去除处理,会造成极片利用率下降,成本增加。
技术实现要素:
3.为了解决上述技术问题,本技术实施例提供一种柔性电池及其制造方法,可以降低生产安全风险,增加极片利用率。
4.本技术实施例解决其技术问题采用以下技术方案:
5.第一方面,提供一种柔性电池,包括多个阴极片、阴极电连接件、多个阳极片、阳极电连接件以及多个隔膜。所述阴极电连接件与所述多个阴极片焊接,所述阳极电连接件与所述多个阳极片焊接。每个所述阳极片与一个所述阴极片相对应,每个所述隔膜设于对应的一个所述阳极片与对应的一个阴极片之间。所述多个阴极片、所述多个阳极片、所述多个隔膜卷绕于所述阴极电连接件和所述阳极电连接件,形成多个电芯单元及连接两相邻所述电芯单元的脊柱部位。
6.在一些实施例中,所述电芯单元为弯折状,和/或,所述脊柱部位为弯折状。
7.在一些实施例中,所述脊柱部位为波浪状、正弦弧形状、u型状、锯齿状中任意一种形状。
8.在一些实施例中,两个相邻的电芯单元之间设有间距。
9.在一些实施例中,所述阴极片包括第一空箔区、第二空箔区和第一涂布区,所述第一涂布区位于所述第一空箔区和第二空箔区之间,所述阴极电连接件分别与所述多个阴极片的第一空箔区焊接。所述阳极片包括第三空箔区、第四空箔区和第二涂布区,所述第二涂布区位于所述第三空箔区和第四空箔区之间,所述阳极电连接件分别与所述多个阳极片的第三空箔区焊接。
10.在一些实施例中,所述柔性电池还包括包装膜,所述电芯单元收容于所述包装膜内。
11.在一些实施例中,所述阴极电连接件的表面设有第一绝缘胶带,所述阳极电连接件的表面设有第二绝缘胶带。
12.第二方面,提供一种柔性电池的制造方法,所述方法包括:将多个阴极片依次间隔排列,将阴极电连接件与所述多个阴极片焊接形成第一连接结构,将多个阳极片依次间隔排列,将阳极电连接件分别与所述多个阳极片焊接形成第二连接结构,将所述第一连接结构、第一隔膜、所述第二连接结构、第二隔膜依次叠放,形成叠置结构,将所述叠置结构卷
绕,将所述第一隔膜和第二隔膜位于相邻的两个阳极片之间的部分以及相邻的两个阴极片之间的部分切断,形成多个电芯单元及连接两相邻电芯单元的脊柱部位。
13.在一些实施例中,所述方法还包括:对所述电芯单元进行弯折处理。
14.在一些实施例中,所述方法还包括:对所述脊柱部位进行弯折处理。
15.在一些实施例中,所述对脊柱部位进行弯折处理的步骤,进一步包括:将所述脊柱部位弯折成波浪状、正弦弧形状、u型状、锯齿状中任意一种形状。
16.在一些实施例中,所述方法还包括:将所述电芯单元封装于包装膜中。
17.在一些实施例中,所述将阴极电连接件与所述多个阴极片焊接形成第一连接结构的步骤,进一步包括:将所述阴极电连接件分别与所述多个阴极片的第一空箔区焊接形成所述第一连接结构。所述将阳极电连接件分别与所述多个阳极片焊接形成第二连接结构的步骤,进一步包括:将所述阳极电连接件分别与所述多个阳极片的第三空箔区焊接形成所述第二连接结构。
18.在一些实施例中,所述多个阴极片和所述阴极电连接件之间采用激光焊接或超声波焊接。所述多个阳极片和所述阳极电连接件之间采用激光焊接或超声波焊接。
19.在一些实施例中,使用激光切割或刀模切割工艺,将所述第一隔膜和第二隔膜位于相邻的两个阳极片的部分切断。
20.在一些实施例中,所述方法还包括:对所述阴极电连接件的两面粘贴第一绝缘胶带,对所述阳极电连接件的两面粘贴第二绝缘胶带。
21.与现有技术相比较,在本技术的实施例中,多个阴极片焊接于阴极电连接件,多个阳极片焊接于阳极电连接件,所述多个阴极片、所述多个阳极片、所述多个隔膜卷绕形成多个电芯单元,所述阴极电连接件和所述阳极电连接件位于相邻的两个电芯单元之间的部分形成脊柱部位,所述阴极片和所述阳极片已形成所需的条状结构,卷绕时无需切割,可以避免毛刺和颗粒的产生,降低生产的安全风险,同时可以增加极片的利用率。
【附图说明】
22.一个或多个实施例通过与之对应的附图进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件表示为类似的元件,除非有特别申明,附图中的图不构成比例限制。
23.图1为本技术其中一实施例提供的一种柔性电池的结构示意图;
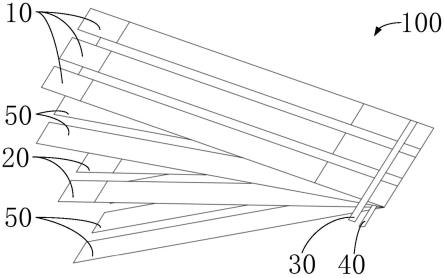
24.图2为图1所示的柔性电池的分解示意图;
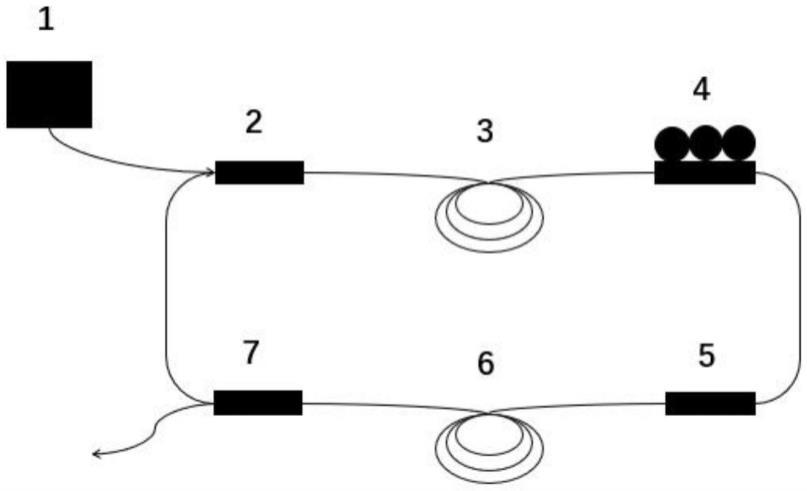
25.图3为图1所示的柔性电池卷绕前的第一连接结构、第二连接结构、第一隔膜以及第二隔膜的结构示意图;
26.图4为图3所示的第一连接结构、第二连接结构、第一隔膜以及第二隔膜卷绕后的结构示意图;
27.图5为图1所示的柔性电池的另一视角的结构示意图;
28.图6为本技术另一实施例提供的一种柔性电池的结构示意图;
29.图7为本技术另一实施例提供的一种柔性电池的结构示意图。
【具体实施方式】
30.为了便于理解本技术,下面结合附图和具体实施例,对本技术进行更详细的说明。需要说明的是,当元件被表述“固定于”另一个元件,它可以直接在另一个元件上、或者其间可以存在一个或多个居中的元件。当一个元件被表述“连接”另一个元件,它可以是直接连接到另一个元件、或者其间可以存在一个或多个居中的元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”、“内”、“外”以及类似的表述只是为了说明的目的。
31.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本技术。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
32.此外,下面所描述的本技术不同实施例中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
33.请一并参阅图1和图2,本技术其中一实施例提供一种柔性电池100,包括阴极片10、阳极片20、阴极电连接件30、阳极电连接件40以及隔膜50。阴极片10、阳极片20以及隔膜50的数量分别为多个,每个阴极片10与一个阳极片20相对应,每个隔膜50设于对应的一个阴极片10与对应的一个阳极片20之间。多个阴极片10与阴极电连接件30焊接,多个阳极片20与阳极电连接件40焊接,多个阴极片10、多个阳极片20以及多个隔膜50卷绕于阴极电连接件30和阳极电连接件40,形成多个电芯单元101及连接两相邻电芯单元101的脊柱部位102。
34.请一并参阅图3,阴极片10为条状片体结构,阴极片10包括集流体和和涂布于集流体上的阴极材料,其中,阴极片10的集流体可为铝箔,阴极材料可为钴酸锂、磷酸铁锂或三元材料等。阴极片10的任意一面按预设位置划分为第一空箔区11、第二空箔区12以及第一涂布区13,第一空箔区11和第二空箔区12分别设于阴极片10沿其长度方向的两端,第一涂布区13设于第一空箔区11和第二空箔区12之间。多个阴极片10依次间隔排列,阴极电连接件30分别与多个阴极片10的第一空箔区11焊接后形成第一连接结构a1。其中,阴极电连接件30与多个阴极片10之间可采用激光焊接或者超声波焊接等方式连接。
35.阳极片20与阴极片10的结构相似,阳极片20为条状片体结构,阳极片20包括集流体和涂布于集流体上的阳极材料,其中,阳极片20的集流体可以为铜箔,阳极材料可为石墨、硅等。阳极片20的任意一面按预设位置划分为第三空箔区21、第四空箔区22以及第二涂布区23,第三空箔区21和第四空箔区22分别设于阳极片20沿其长度方向的两端,第二涂布区23设于第三空箔区21和第四空箔区22之间。多个阳极片20依次间隔排列,阳极电连接件40分别与多个阳极片20的第三空箔区21焊接后形成第二连接结构a2。其中,阳极电连接件40与多个阳极片20之间可采用激光焊接或者超声波焊接等方式连接。
36.阴极电连接件30由金属材料制成,阴极电连接件30为带状结构或导线结构,比如,阴极电连接件30可以为铝金属带、铜导线等。阴极电连接件30沿多个阴极片10排列的方向延伸,阴极电连接件30的一端延伸至突出于多个阴极片10,阴极电连接件30延伸出多个阴极片10的一端作为柔性电池100的正极耳,正极耳与阴极片10连接的连接处设有极耳胶(图未示)。
37.阳极电连接件40由金属材料制成,阳极电连接件40可以为带状结构或导线结构,
比如,阳极电连接件40可以为镍金属带、铝导线等。阳极电连接件40沿多个阳极片20排列的方向延伸,阳极电连接件40的一端延伸至突出于多个阳极片20,阳极电连接件40延伸出多个阳极片20的一端作为柔性电池100的负极耳,负极耳与阳极片20连接处设有极耳胶(图未示)。
38.在一些实施例中,阴极电连接件30和多个阴极片10焊接后,对阴极电连接件30的两面粘贴第一绝缘胶带(图未示),以形成第一连接结构a1,阳极电连接件40与多个阳极片20焊接后,对阳极电连接件40的两面粘贴第二绝缘胶带(图未示),以形成第二连接结构a2,可避免卷绕时阴极电连接件30和阳极电连接件40刺穿阴极片10、阳极片20以及隔膜50,同时也可以对脊柱部位102进行绝缘。
39.隔膜50为绝缘材料制成的条状片体结构,隔膜50通过隔膜整片切割形成。隔膜整片卷绕于阴极电连接件30和阳极电连接件40上,再切断或切断一部分形成多个隔膜50。在本实施例中,隔膜整片的数量为两个,分别为第一隔膜a3和第二隔膜a4。
40.请一并参阅图4和图5,柔性电池100制造时,先通过卷绕机将第一连接结构a1、整片的第一隔膜a3、第二连接结构a2、整片的第二隔膜a4卷绕成一体结构,再将第一隔膜a3和第二隔膜a4多余的部分采用激光切割工艺或刀模等机构切断。
41.具体地,将第一连接结构a1、第一隔膜a3、第二连接结构a2、第二隔膜a4依次叠放于卷绕机的导向槽中,每个阴极片10的位置与一个阳极片20的位置相对应,阴极电连接件30和阳极电连接件40的位置相对应,保证入卷前和卷绕过程中阴极片10和阳极片20的平行度;第一空箔区11和第三空箔区21作为卷绕的头部,通过卷绕机将第一连接结构a1、整片的第一隔膜a3、第二连接结构a2、整片的第二隔膜a4入卷形成一体结构(如图4所示);将第一隔膜a3和第二隔膜a4位于相邻的阴极片10之间以及相邻的两个阳极片20之间的部分切断,第一隔膜a3和第二隔膜a4分别形成多个隔膜50,以使得阴极电连接件30和阳极电连接件40部分裸露(如图5所示)。其中,一阴极片10、一阳极片20、第一隔膜a3切割形成的一隔膜50、第二隔膜a4切割形成的一隔膜50卷绕后的部分形成一电芯单元101,阴极电连接件30和阳极电连接件40位于相邻的两个电芯单元101之间的部分形成脊柱部位102。
42.两个相邻的电芯单元101之间设有间距,以保证第一隔膜a3和第二隔膜a4在切断时形成的隔膜50不向电芯单元101内收缩。该间距的大小根据电池厚度和电池弯折角度需求设置,电池弯折角度一般不大于90度,该间距的大小一般不小于电池厚度。其中,电池厚度为电芯单元101的厚度,电池弯折角度为相邻两个电芯单元101之间的夹角。
43.请一并参阅图6和图7,在一些实施例,电芯单元101设置为弯折状,可以提高电池关节柔性,降低阴极电连接件30和阳极电连接件40对电芯单元101的拉应力。其中,电芯单元101可以通过模压工艺进行弯折处理,使电芯单元101与脊柱部位102连接的两端分别相对其中心部分弯折形成弧状,以得到所需要的弯折弧度。
44.在一些实施例中,脊柱部位102设置为弯折状,脊柱部位102可以为波浪状、正弦弧形状、u型状、锯齿状或其他异形结构形状。其中,脊柱部位102通过模压工艺进行弯折处理,再对多个电芯单元101进行整体弯折处理,以减少电芯单元101整体模压时处于拉伸状态下的应力。
45.在一些实施例中,柔性电池100还包括包装膜103,电芯单元101收容于包装膜103内。包装膜103可以仅包覆电芯单元101,或者包装膜103也可以将整体包覆电芯单元101和
脊柱部位102,又或者,包装膜103分别包覆电芯单元101和脊柱部位102,在此不予限定。
46.包装膜103可以采用包装材料进行一体化封装成型,比如,将包装材料热封于电芯单元101的外部形成包装膜103;或者,包装膜103可以采用包装材料进行模具冲坑成型,比如,将包装材料按照电芯单元101和脊柱部位102整体的形状冲坑成型后,将电芯单元101和脊柱部位102整体入壳封装。其中,包装材料可以为铝塑膜。
47.下面结合上述附图对柔性电池100的制造方法进行说明:
48.多个阴极片10依次间隔排列,将阴极电连接件30分别与多个阴极片10焊接形成第一连接结构a1;
49.多个阳极片20依次间隔排列,阳极电连接件40分别与多个阳极片20焊接形成第二连接结构a2;
50.将第一连接结构a1、第一隔膜a3、第二连接结构a2、第二隔膜a4依次叠放,形成叠置结构;
51.以阴极电连接件30和阳极电连接件40为轴,将叠置结构卷绕;
52.将第一隔膜a3和多第一隔膜a4以及相邻的两个阴极片之间的部分切断,形成多个电芯单元101及连接两相邻电芯单元的脊柱部位102;
53.对脊柱部位102进行弯折处理;
54.对电芯单元101进行弯折处理;
55.将电芯单元101封装于包装膜103中。
56.具体地,阴极电连接件30分别与多个阴极片10的第一空箔区11通过激光焊接或超声波焊接,再对阴极电连接件30的两面贴附第一绝缘胶带,以形成第一连接结构a1;阳极电连接件40分别与多个阳极片20的第三空箔区21通过激光焊接或超声波焊接,再对阳极电连接件40的两面贴附第二绝缘胶带以形成第二连接结构a2;第一连接结构a1、第一隔膜a3、第二连接结构a2、第二隔膜a4依次叠放后,通过卷绕机卷绕形成一体结构;第一隔膜a3和多第一隔膜a4以及相邻的两个阴极片之间的部分采用激光切割工艺或者刀模等结构切断;电芯单元101通过模压工艺成波浪状、正弦弧形状、u型状、锯齿状等任意形状;电芯单元101通过模压工艺将弯折成弧状,以得到所需要的弯折弧度;采用包装材料热封成型或者模具冲坑成型,并封装于电芯单元101的外部。
57.在本实施例中,阴极片10和阳极片20在涂布前已形成所需的条状结构,卷绕时无需切割,可以避免毛刺和颗粒的产生,降低生产的安全风险,同时可以增加极片的利用率。其次,第一隔膜a3和第二隔膜a4为整片隔膜,设置于多个阴极片10和多个阳极片20之间,可以使得多个阴极片10和多个阳极片20一体卷绕成型,提高生产效率。再次,阴极电连接件30突出于阴极片10的一端可作为正极耳,阳极电连接件40突出于阳极片20的一端可作为负极耳,不需要再另外焊接极耳,使得加工工艺更加简单。
58.最后应说明的是:以上实施例仅用以说明本技术的技术方案,而非对其限制;在本技术的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上的本技术的不同方面的许多其它变化,为了简明,它们没有在细节中提供;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例
技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。