1.本技术涉及车载镜头点胶技术领域,尤其涉及一种高精度车载镜头点胶装置。
背景技术:
2.现如今大多数电子产品都配备光学镜头,点胶是组装镜头必不可少的工序之一。
3.现有的车载镜头的镜片一般为圆形;车载镜头在装配时,需要在车载镜头的镜筒内部点胶,从而将镜片与镜筒相互固定。然而,加工时由于点胶头需要绕镜片的外周侧转动,容易造成点胶头的出胶量不稳定,从而导致溢胶或断胶的情况发生,影响车载镜头点胶成型后的质量。
技术实现要素:
4.为了提高车载镜头点胶成型后的质量,本技术提供了一种高精度车载镜头点胶装置。
5.本技术提供的一种高精度车载镜头点胶装置采用如下技术方案:
6.一种高精度车载镜头点胶装置,包括用于固定产品的夹持模块以及用于对产品点胶的点胶模块;所述夹持模块包括自由设置的xy双轴移动平台以及固定于xy双轴移动平台的夹持部件,所述夹持部件连接有用于驱使夹持部件转动的旋转驱动组件;
7.所述点胶模块包括支架、点胶机构以及ccd视觉模组;所述支架固定有第一固定座,所述点胶机构安装于第一固定座并位于夹持部件的上方,所述点胶机构连接有用于驱使点胶机构向靠近夹持部件方向移动的线性模组;所述第一固定座的外侧固定有安装板,所述ccd视觉模组安装于安装板,用于拍摄确定固定于所述夹持部件的产品位置。
8.通过采用上述的技术方案,本技术的点胶装置在对车载镜头进行点胶时,首先使用夹持部件将装有镜片的镜筒夹持固定,控制xy双轴移动平台能够使镜筒移动至点胶机构的下方;然后控制线性模组动作,线性模组能够推动点胶机构向靠近夹持部件的方向移动,最终点胶机构的点胶部位能够正对于镜片的外边缘;最后启动旋转驱动组件,旋转驱动组件带动夹持部件以及镜筒转动,同时点胶部位匀速出胶,能够提高镜片与镜筒点胶固定的精度和均匀性,从而提高车载镜头点胶成型后的质量。
9.另外,本技术的夹持模块与点胶模块是分离设置的,当点胶装置不需要使用时可以分别将夹持模块和点胶模块收纳、存储,有利于减少点胶装置的占用面积。在点胶装置使用时,通过将点胶模块固定,夹持模块放置于点胶模块下方后,通过ccd视觉模组能够在夹持部件移动至特定位置使xy双轴移动平台的动作停止,使得点胶机构的点胶部位能够顺利移动至镜片的外边缘。
10.可选的,所述线性模组固定连接于第一固定座,所述线性模组的移动端固定有第二固定座;所述点胶机构包括调节座与点胶筒,所述调节座固定于第二固定座,所述点胶筒转动安装于调节座;所述点胶筒与调节座之间设有用于定位点胶筒转动位置的调节组件。
11.通过采用上述的技术方案,通过线性模组动作能够推动调节座和点胶筒向靠近夹
持部件的方向移动,从而使点胶筒移动至镜片的外侧,用于对镜片和镜筒进行点胶固定。倘若点胶筒的出胶口与镜片之间存有间隙、可能影响点胶精度时,通过调节组件能够移动点胶筒,从而减少点胶筒的出胶口与镜片之间的间隙,进而提高车载镜头点胶成型的质量。
12.可选的,所述调节座固定有第一安装块,所述点胶筒转动连接于第一安装块;所述角度调节组件包括转动安装于点胶筒外侧的连接片以及固定于调节座的第二安装块,所述第二安装块与第一安装块之间间隔设置;所述连接片设有贯通的第一条形孔,所述第一条形孔内设有锁紧件,所述锁紧件穿设于第一条形孔并与第二安装块固定连接。
13.通过采用上述的技术方案,锁紧件穿设于第一条形孔并第二安装块固定连接,能够起到限制点胶筒转动角度的作用,减少点胶筒的任意转动对点胶质量的影响。当需要调节点胶筒的出胶口与镜片外侧的间隙大小时,将锁紧件拆离第二安装块,转动连接片并改变锁紧件在第一条形孔内的位置,能够带动点胶筒绕自身与第一安装块的转动连接处转动,进而改变点胶筒出胶口与镜片外侧的间隙。
14.可选的,所述调节座包括基板以及分别滑移安装于基板两侧的两个活动板,两所述活动板的移动方向垂直设置;其中一所述活动板固定于第二固定座,另一所述活动板与第一安装块及第二安装块固定连接;每一所述活动板与基板之间均设有微调组件,用于调节所述活动板与基板的相对位置。
15.通过采用上述的技术方案,两个活动板在对应微调组件的驱动下能够沿相互垂直的方向移动,从而带动点胶筒在水平面内缓慢移动,也能够起到调节点胶筒出胶口与镜片相对位置的作用,有利于进一步提高点胶的精度以及车载镜头点胶成型的质量。
16.可选的,所述活动板的外侧固定有第一固定块,所述基板的外侧固定有第二固定块;所述微调组件包括调节杆和套管,所述调节杆穿设于第一固定块并固定连接于第二固定块;所述套管螺纹连接于调节杆,所述套管与第一固定块相连接。
17.通过采用上述的技术方案,当需要调节点胶筒的位置时,通过旋转套管,套管能够带动相连接的第一固定块向靠近/远离第二固定块的方向移动,进而带动活动板与基板相互滑移,起到改变点胶筒出胶口与镜片相对位置的作用。
18.可选的,所述支架安装有打光灯,所述打光灯位于ccd视觉模组与夹持部件之间。
19.通过采用上述的技术方案,打光灯的设置能够增强夹持部件外侧的光线强度,从而提高ccd视觉模组捕捉夹持部件位置时的清晰度,减少ccd视觉模组捕捉到错误位置的情况发生。
20.可选的,述安装板的外侧固定有延伸板,所述安装板的外侧设有多个用于固定延伸板的定位孔,所有定位孔沿安装板的延长方向间隔设置;所述打光灯固定有连接板,所述连接板通过紧固件固定于延伸板;所述连接板设有供紧固件穿过的第二条形孔,所述第二条形孔的延长方向与延伸板的延长方向垂直设置。
21.通过采用上述的技术方案,通过改变安装板与延伸板的固定位置以及改变连接板与延伸板的固定位置,均能够起到调节打光灯位置的作用,从而进一步提高ccd视觉模组捕捉夹持部件位置时的清晰度,确保ccd视觉模组捕捉夹持部件位置图像的准确性。
22.可选的,所述xy双轴移动平台包括自由设置的底架以及滑移安装于底架的第一移动板,所述底架内部设有用于驱使第一移动板移动的第一驱动组件;所述第一移动板的上表面滑移安装有第二移动板,所述第二移动板连接有用于驱使第二移动板移动的第二驱动
组件,所述第二移动板的移动方向与第二移动板的移动方向垂直设置;所述夹持部件转动安装于第二移动板。
23.通过采用上述的技术方案,第一驱动组件和第二驱动组件的共同作用能够带动夹持部件在水平面内移动,使得夹持部件能够顺利移动至点胶机构的下方,方便点胶。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.通过旋转驱动组件带动夹持部件以及镜筒转动,并使点胶筒的出胶口匀速出胶,能够提高镜片与镜筒点胶固定的精度和均匀性,从而提高车载镜头点胶成型后的质量;
26.2.通过将夹持模块和点胶模块分离设置,能够在点胶装置不需要使用时分别将夹持模块和点胶模块收纳、存储,减少点胶装置的占用面积;
27.3.通过设置打光灯,能够增强夹持部件外侧的光线强度,从而提高ccd视觉模组捕捉夹持部件位置时的清晰度,减少ccd视觉模组捕捉到错误位置的情况发生。
附图说明
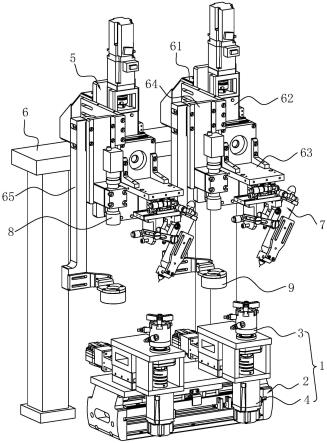
28.图1是本实施例的整体结构示意图;
29.图2是本实施例中夹持模块的结构示意图;
30.图3是本实施例中点胶模块的结构示意图;
31.图4是图3中a处的放大图;
32.图5是图4中b处的放大图。
33.附图标记说明:1、夹持模块;2、xy双轴移动平台;21、底架;22、第一移动板;23、第二移动板;24、第一滑轨;25、第二滑轨;26、伺服电机;3、夹持部件;4、旋转电机;5、点胶模块;6、支架;61、第一固定座;62、线性模组;63、第二固定座;64、安装板;65、延伸板;7、点胶机构;71、调节座;711、基板;712、活动板;713、第一固定块;714、第二固定块;72、点胶筒;721、转动座;73、第一安装块;74、调节组件;741、连接片;742、第二安装块;743、第一条形孔;744、锁紧件;75、微调组件;751、调节杆;752、套管;8、ccd视觉模组;9、打光灯;91、连接板;92、第二条形孔。
具体实施方式
34.以下结合附图1-5对本技术作进一步详细说明。
35.本技术实施例公开了一种高精度车载镜头点胶装置。
36.参照图1,一种高精度车载镜头点胶装置,包括夹持模块1和点胶模块5,夹持模块1与点胶模块5之间分离设置;其中夹持模块1用于夹持固定镜筒,点胶模块5用于对安装于镜筒内部的镜片进行点胶固定。
37.参照图1、图2,夹持模块1包括xy双轴移动平台2、夹持部件3以及旋转驱动组件,其中xy双轴移动平台2包括底架21、第一移动板22和第二移动板23,当点胶装置在使用时,底架21自由放置于工作台的上表面。底架21内部安装有横向设置的第一滑轨24,第一滑轨24安装有用于固定第一移动板22的第一滑块,使得第一移动板22能够沿着第一滑轨24横向移动;底架21内部还固定有第一驱动组件,本实施例的第一驱动组件设置为直线电机(图中未示出),直线电机的移动端固定连接于第一移动板22,用于驱使第一移动板22沿着第一滑轨24横向移动。
38.参照图2,第一移动板22位于底架21上方,第一移动板22的上表面固定有第二滑轨25,第二滑轨25的延长方向与第一滑轨24的延长方向垂直设置;第二滑轨25安装有用于固定第二移动板23的第二滑块,使得第二移动板23能够沿着第二滑轨25纵向移动。第一移动板22的外侧还固定有第二驱动组件,第二驱动组件位于第二滑轨25延长方向的一侧;本实施例的第二驱动组件设置为伺服电机26,伺服电机26的输出轴连接于第二滑块,用于驱使第二滑块和第二移动板23沿着第二滑轨25纵向移动。
39.参照图2,第二移动板23远离第二驱动组件的一侧外露于第一移动板22,旋转驱动组件固定于第二移动板23的下表面;本实施例的旋转驱动组件设置为旋转电机4,旋转电机4的输出轴穿设至第二移动板23的上表面并与夹持部件3相连接;本实施例的夹持部件3设置为三爪气缸,当三爪气缸动作时能够将镜筒夹紧固定,而当旋转电机4运作时,旋转电机4能够带动夹持部件3作周向转动,进而使镜筒绕自身的中轴线作周向转动。
40.参照图1、图3,点胶模块5包括支架6、点胶机构7以及ccd视觉模组8,当点胶装置在使用时,支架6固定安装于工作台的上表面。支架6的上表面固定有第一固定座61,第一固定座61的外侧固定安装有线性模组62,线性模组62的移动方向呈竖直设置;线性模组62的移动端固定有第二固定座63,点胶机构7固定于第二固定座63远离线性模组62的一侧,使得点胶机构7外露于支架6并位于夹持部件3的上方;当线性模组62运作时,线性模组62能够带动点胶机构7向靠近夹持部件3的方向移动。
41.参照图3、图4,点胶机构7包括调节座71与点胶筒72,其中调节座71固定于第二固定座63的下表面,调节座71的底部固定有第一安装块73。点胶筒72的外侧固定有转动座721,点胶筒72通过转动座721转动连接于第一安装块73;点胶筒72与调节座71之间设有调节组件74,通过调节组件74能够改变点胶筒72与调节座71的转动角度,进而在线性模组62推动点胶筒72移动至夹持部件3外侧时能够调节点胶筒72的出胶口与镜片外边缘的间隙,用于提高车载镜头的点胶精度及点胶成型的质量。
42.参照图4,调节组件74包括连接片741和第二安装块742,其中第二安装块742固定于调节座71的底部,第二安装块742与第一安装块73之间间隔设置;连接片741转动安装于转动座721,连接片741与转动座721的转动连接处设置于连接片741延长方向的一侧。连接片741开设有贯通的第一条形孔743,第一条形孔743的延长方向与连接片741的延长方向同向设置;第一条形孔743内设有锁紧件744,本实施例的锁紧件744设置为螺栓;锁紧件744穿设于第一条形孔743并与第二安装块742固定连接。
43.参照图4,锁紧件744固定于第二安装块742后,锁紧件744的螺帽能够将连接片741抵紧于第二安装块742的侧壁,从而固定转动座721与第一安装块73的相对位置,进而使点胶筒72保持固定。当需要调节点胶筒72的角度时,通过将锁紧件744向外旋动,移动连接片741使连接片741与锁紧件744的相对位置改变,能够带动点胶筒72和转动座721转动,从而改变点胶筒72的角度,进而改变点胶筒72出胶口的高度和位置。
44.参照图5,调节座71包括基板711以及分别滑移安装于基板711上下两侧的两个活动板712,两个活动板712的滑移方向相互垂直设置;位于上方的活动板712固定连接于第二固定座63的下表面,而第一安装块73与第二安装块742均固定于位于下方的活动板712的下表面。每一活动板712的外侧均固定有第一固定块713,两个第一固定块713分别靠近于基板711的两个相邻侧面;基板711的两个相邻侧面分别固定有第二固定块714,位于同一侧的第
一固定块713与第二固定块714之间设有微调组件75,用于调节活动板712与基板711的相对位置。
45.参照图5,微调组件75包括调节杆751和套管752,其中调节杆751穿设于第一固定块713并与第二固定块714固定连接;第一固定块713设有供调节杆751穿过的通孔,通孔的内径大于调节杆751的外径。套管752套接于调节杆751的外周侧并与调节杆751螺纹连接,套管752的外径与通孔的内径相适配,套管752位于通孔两侧的外径大于通孔的内径,从而将第一固定块713卡接限位;当转动套管752时,套管752能够带动第一固定块713向靠近/远离第二固定块714的方向移动,从而改变活动板712与基板711的相对位置,进而改变点胶筒72的出胶筒在水平面内的位置。
46.参照图1、图3,第一固定座61的外侧固定有安装板64,ccd视觉模组8安装于安装板64,用于拍摄确定固定于夹持部件3的镜筒位置;ccd视觉模组8位于点胶机构7的外侧;安装板64远离第一固定座61的一侧开设有多个定位孔,所有定位孔沿竖直方向间隔设置。
47.参照图1、图3,安装板64的外侧设有延伸板65,延伸板65的底部安装有打光灯9,打光灯9位于ccd视觉模组8与夹持部件3之间,用于增强夹持部件3周围的光亮度,便于ccd视觉模组8捕捉夹持部件3的位置图像。延伸板65通过定位孔固定于安装板64,通过改变延伸板65所固定的定位孔能够改变延伸板65在竖直方向的位置,从而起到调节光源位置的作用。
48.参照图3,延伸板65的底部设有连接板91,连接板91开设有贯通的第二条形孔92,第二条形孔92的延长方向与延伸板65的延长方向垂直设置;第二条形孔92内设有紧固件(图中未示出),本实施例的紧固件设置为螺栓,紧固件穿过第二条形孔92并与延伸板65固定连接,从而将连接板91固定于延伸板65;通过调节紧固件在第二条形孔92内的位置能够改变连接板91与延伸板65的位置,也能够起到调节光源位置的作用。
49.本技术实施例一种高精度车载镜头点胶装置的实施原理为:
50.点胶装置在使用时,首先将点胶模块5的支架6固定于工作台,并将夹持模块1的底架21放置于工作台,使得夹持部件3位于出胶筒的下方。然后将装有镜片的镜头稳固夹持于夹持部件3,通过控制xy双轴移动平台2使夹持部件3移动,夹持部件3移动至特定位置后能够被ccd视觉模组8捕捉,从而使xy双轴移动平台2停止转动;此处可以将ccd视觉模组8的捕捉点设置于第二移动板23的边角处,用于夹持部件3与第二移动板23边角处的位置固定,有利于每一次夹持模块1重新放置时ccd视觉模组8均能够捕捉到固定的位置,减少对点胶筒72位置的调节。
51.ccd视觉模组8捕捉到夹持部件3的位置后,控制线性模组62使线性模组62带动出胶筒移动至镜片外侧,最后分别通过调节组件74和微调组件75调节出胶筒出胶口与镜片外边缘的间隙,最后启动旋转电机4,同时控制出胶筒匀速出胶,能够提高镜片与镜筒点胶固定的精度和均匀性,从而提高车载镜头点胶成型后的质量。
52.以上为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
